İki laboratuvar arasında tekrarlanabilirliğin hesaplanması. Test sürecinin özellikleri. Sapmanın laboratuvar bileşeninin kontrol edilebilirliğinin gösterilmesi
Aşağıdakilere dikkat edelim. Tavsiyeler RMG 76, GOST R ISO 5725 serisinin (bundan böyle 5725 olarak anılacaktır) uluslararası standartlarının gereksinimlerinin, özellikle de VLK ile ilgili 6. bölümünün dikkate alınması ve geliştirilmesinde geliştirilmiştir. Dolayısıyla ilgilendiğimiz iki kontrol türünden son belge sadece bir kabul testi içermektedir. Operasyonel kontrol burada düzenlenmemiştir. Ve bence, yukarıda bahsedilen “karıştırma”nın nedenlerinden biri de budur: RMG 76'ya göre operasyonel kontrol çalışırken, belirtildiği gibi 5725 hükümlerinin geliştirildiği yerde, orijinal kaynağı şurada bulmak istiyorum. "ana" belgedir ve bu nedenle çok benzer uygunluk kontrolünü "açabilir".
Kalite ve istatistikle ilgili terminoloji. Bu değerlerin istatistiksel olmayan yorumu, belirli koşullar altında elde edilen iki sonuç arasındaki maksimum farkın test yönteminin doğruluğuna atfedilebilecek olmasıdır. Bu nedenle, yayınlanmış tekrarlanabilirlik ve tekrar üretilebilirlik sınırları, belirli koşullara göre her iki test sonucunun aynı malzeme üzerinde doğru sırayla elde edildiği varsayımının geçerliliğini desteklemek veya geçerliliğini sorgulamak için karar sınırları olarak kullanılabilir.
Mirasla ilgili olarak, burada, FSUE "UNIIM" organizasyonunun, uygunluk testi için VLK için RMG 76 ve RMG 64- ile aynı rolü oynayan MI 2881-2004 (bundan sonra MI 2881 olarak anılacaktır) talimatlarını geliştirdiği ve yayınladığı söylenmelidir. Doğruluk göstergelerini değerlendirmek için 2003. Bu kalıtım şemada açıkça gösterilmiştir. 5725'ten devralınan algoritmalara ve yöntemlere ek olarak, geliştirilen RMG/MI'nin kendi ve çok önemli eklemelerini içerdiğine dikkat edin.
Tekrarlanabilirlik ve tekrar üretilebilirlik sınırları, özel olarak tasarlanmış çalışmalardan istatistiksel olarak türetilmiştir. Bu çalışmalarla ilgili özel gereksinimleri belirleyen çeşitli standart uygulamalar, özel ihtiyaçlarını karşılamak için çeşitli endüstriler tarafından geliştirilmiş ve benimsenmiştir.
İstatistiksel yaklaşımlar ve felsefeler pratik olanlardan farklı olsa da, tüm bu yöntemler benzer istatistiksel ilkelere ve sonuçların yorumlanması ve uygulanmasına dayanmaktadır. nihai sonuçlarözünde aynıdır. İki sonuç arasındaki farkın yalnızca yöntem testinin doğruluğuna atfedilip atfedilemeyeceği konusunda bir karar verilmesi gerekir.
Bu madde bağlamında, ölçüm prosedürleri (MP) için düzenleyici belgelerde (RD) yer alan bazı hüküm ve algoritmaların da dikkate alınması gerekmektedir. Gerçek şu ki, hem yerli hem de yabancı bu belgelerde bir dereceye kadar hataların kontrolü de düzenlenmiştir. MVI'daki belgelerin çoğu, belgelerin tanıtılmasından önce veya dikkate alınmadan oluşturulmuştur. Bu nedenle, yeni belgelerde düzenlenenlerle bağlantılı olarak tutarlı kullanımları için belirli metodolojik zorluklar ortaya çıkmaktadır. VLC yöntemleri. Bu daha fazla tartışılacaktır.
Nerede = iki sonucun ortalaması. Karar, geçiş nedeniyle oktan bozulması kanıtının varlığına ilişkin iki sonuç kullanılarak verilmelidir. Her iki sonuç da tekrarlanabilirlik koşulları altında elde edildiğinden ve 7'lik mutlak fark, yayınlanan 9'luk tekrarlanabilirlikten daha az olduğundan, fark yalnızca yöntem testinin doğruluğundan kaynaklanabilir. Bu nedenle, geçiş sırasında oktan bozulmasının meydana geldiğine dair kesin bir kanıt yoktur.
Birleşik standart belirsizlik için genel ifade
Bu serinin önceki makalesinde açıklandığı gibi, aynı operatör ve ekipman birkaç saat boyunca birkaç kısa süre boyunca tekrarlanarak, okumalar arasında en az değişiklik olması gereken en iyi durum elde edilir. Bu, ölçümlerin tekrarlanabilirliğinin bir ölçüsü haline gelir ve tekrarlanabilirliğin standart sapması hesaplanarak temsil edilir.
Kalite göstergeleri
Herhangi bir VLK türü yapılırken, karar vermenin ana kriteri, ölçümler sırasında elde edilen değerlerin kontrol limitleri ile karşılaştırılmasıdır. Bu limitler şunlara göre hesaplanır: kalite göstergeleri analiz teknikleri veya kalite göstergeleri analiz sonuçları. Kuruluşlarının ve kullanımlarının terminolojisi ve metodolojisi bir dizi özelliğe sahiptir. Onların dikkate alınması daha fazla sunum için önemlidir.
Genellikle her laboratuvardaki her test protokolü için yalnızca az sayıda tekrar gerekir. Sonuçların birçok laboratuvarda ortalamasını alarak, tipik bir laboratuvarın nasıl performans gösterebileceğini öğreniriz. Tabii ki, hepsi kaç laboratuvarın dahil olduğuna ve laboratuvarların gerçek dünyasını ne kadar iyi temsil ettiklerine bağlıdır. Dolayısıyla, yalnızca 10 laboratuvarınız varsa, özellikle de bir standart geliştiriyorlarsa, başka herhangi bir rastgele laboratuvarın da çalışacağını varsaymak şüpheli olabilir.
Bu kesinlikle yeni yöntemler için geçerli olabilir. Aynı malzeme üzerinde birçok farklı laboratuvarda bir test metodu çalıştırdığımızda, test metodunu kullanırken oluşabilecek tüm potansiyel varyasyonları tespit etmeyi umuyoruz. Artık farklı operatörlerimiz, farklı ekipmanlarımız ve çeşitli koşullar çevre, tüm ara koşullar ve daha fazlası tanıtılacaktır. Bu nedenle, farklı laboratuvarlardan elde edilen sonuçlarda daha fazla değişkenlik beklemeliyiz.
terminoloji analizi
VLC ile ilgili terimler ve tanımlar birçok referans belgede bulunmaktadır. Aralarında her zaman katı bir senkronizasyon yoktur. Ve kullanılan formülasyonların açık bir yorumu için genellikle ek analiz gereklidir. Operasyonel kontrol için önemli olan bazı problemli kavramlar aşağıda ele alınmaktadır.
Laboratuvarlar arasında alınan okumalardan kaynaklanan bu büyük değişikliğin ölçüsü, tekrarlanabilirliğin standart sapması olarak tanımlanır. Yine, bu seçeneğin yorumlanmasındaki sorun, bunun laboratuvar sayısına bağlı olmasıdır. Bu yöntemi çalıştırabilen tüm laboratuvarlardan yalnızca çok küçük bir örnek kullanıldığında, bu sonuçların aynı testle yapılmış olabilecek tüm laboratuvarları temsil ettiğini varsaymaya dikkat etmelisiniz. Ayrıca, bazı laboratuvarların farklı görevleri tutarlı bir şekilde yerine getirdiğinden emin olmak için sonuçlara bakmak da önemlidir.
Ölçülmüş değerler
Genelliği kaybetmeden, herhangi bir CCA'nın nihai sonucunun - başka bir deyişle MVI ile ölçümün - çeşitli amaçlar için kullanılması sonucunda verilen belirli bir sayısal değer olduğunu varsayabiliriz. 5725'te bu değere ölçüm sonucu, RMG 76'da - kontrol ölçüm sonucu, MI 2881 ve RMG 76'da - analiz sonucu. Diğer RD'lerde, özellikle ölçüm prosedürlerinde farklı isimler olabilir, örneğin son sonuç. Terimi tutacağız ölçüm sonucu.
Genellikle laboratuvarlar arasındaki farklılıkların temel nedeni, bir veya daha fazla laboratuvar için meydana gelen bir tür önyargı veya sistematik farklılıktan kaynaklanır. Bu, özellikle çok az sayıda laboratuvarın gerçekten katıldığını öğrendiğinizde bir sorundur.
Örnekleme süreci
Varyasyonun doğasını tanımlamak için tekrarlanabilirlik ve yeniden üretilebilirlik terimlerini kullanırsak, bu değişiklik en iyi standart sapma olarak hesaplanır. Bu hesaplamalarla, iki laboratuvardan gözlemleyebildiğimiz iki gerçek test sonucu arasındaki farkı karşılaştırmak için kullanılan tekrarlanabilirlik aralığına ulaşırız. Bu tür aralıklar aşağıdakileri önerir.
CCA'da bizim için ortaya çıkan diğer önemli “nesneler”, tüm ölçüm adımlarının iki veya daha fazla tekrarı sonucunda elde edilen ve bir ölçüm sonucu elde etmek için ortalama almak için kullanılan değerlerdir (bazen ortalama almak yerine medyanlar hesaplanır - bkz. aşağıda). 5725'te - tek gözlemler, RMG 76'da - kontrol belirlemelerinin sonuçları, MI 2881 ve RMG 76'da - tekli analizlerin sonuçları (tek belirlemeler). Bazen terim de kullanılır paralel tanımlar, burada "paralel" kelimesi, tekrarlanabilirlik koşulları altında tüm değerlerin elde edilmesi anlamına gelir (aşağıya bakınız). Kombinasyona bağlı kalacağız paralel belirleme(ler)in sonuç(lar)ı, çünkü aşağıda ele alınan algoritmalardaki tekrarlanabilirlik koşulları her zaman sağlanmalıdır.
Daha da önemlisi, örüntü karşılaştırmasının yeniden kullanılmasıdır. Örneğin, çok sayıda ikili karşılaştırma yaparsanız, birinin rastgele farklı olma olasılığı hızla artar. Tablo, ana özet istatistikleri gösterir.
Belirsizlik hakkında bilgi sunumu
Bu standart sapma değerlerini yorumlamak için, yaklaşık 135'lik bir okumamız olsaydı ve bir laboratuvarda bu malzeme üzerinde çok fazla test yapan bir operatörümüz olsaydı, okumaların yüzde 95'i yaklaşık 0 birim aralığındaydı. Ancak rastgele sadece iki okuma yapıldıysa, vakaların %95'inde bu iki okuma arasındaki fark 33 birimi geçmemelidir. Benzer şekilde, birden fazla laboratuvar bir testi geçerse, bireysel okumaların yüzde 95'i yaklaşık 6 birim aralığına düşer, ancak bir çift okumanın farkı nadiren 02 birimden fazla olur.
Tekrarlanabilirlik göstergesinin özellikleri
Uygulamada, çeşitli normatif belgelerde verilen hataların parametrelerini yorumlarken bazı zorluklar ortaya çıkmaktadır. Son olarak, bu, yukarıda gösterilen bazı terimlerin şu veya bu bağlamda yorumlanmasının belirsizliğinden kaynaklanmaktadır. Başka sebepler de var.
5725 standartları yurt dışından "bize geldi" ve genel olarak konuşursak, uyarlama olmadan (bu orijinal bir çeviridir). Her şeyden önce yerli MVI'ya uygulanmaları gerekir. Ancak yabancı ve yerli ND derleme uygulamalarında yöntemler konusunda farklılıklar vardır.
Rakip Çıkarlar: Yazarlar, rekabet eden çıkarların olmadığını belirtmişlerdir. Standart araçların kullanımı, kanıta dayalı uygulamanın önemli bir bileşenidir. Standart araçlara güven, klinisyenlerin sonuçları yorumlamak ve klinik kararlar vermek için özelliklerini, güçlü ve zayıf yönlerini anlamalarını gerektirir. Bu makale, hekimlerin ölçüm hata oranlarını dikkate alması içindir. Yazarlar mevcut istatistiksel yöntemler test güvenilirliğini değerlendirmek ve test sonuçlarını değerlendirmek için mevcut yaklaşımın bir parçasıdır.
Yabancı normatif belgeler neredeyse hiçbir zaman bir ölçüm sonucu elde etmek için ortalama almayı düzenlemez, bu nedenle "paralel tanımlar" teriminin şu veya bu biçimi içlerinde yoktur. (En azından bu, petrol rafinerilerinde kullanılan birkaç düzine Amerikan ve uluslararası standardın (sırasıyla ASTM ve ISO) analiziyle doğrulanır.) Sonuç olarak, 5725 belgeleri yalnızca ölçüm sonuçlarıyla çalışır ve asla paralel sonuçlarıyla çalışmaz. belirlemeler (burada ele alınan RMG/MI anlamında). Bu aynı zamanda tanım için de geçerlidir. tekrarlanabilirlik 5725-6'da (bakınız paragraf 3.12-14), bağımsızlığın yakınlık derecesi olarak tanımlanan ölçüm sonuçları tekrarlanabilirlik koşulları altında Bu da, herhangi bir tekrarlanabilirlik kontrolünün uygulanması için gerekli olduğu anlamına gelir. iki kez tamamen (baştan sona) MVI gerçekleştirin.
Güvenilirlik ve Test Güvenilirliği
Güvenilirlik, ölçümlerin tekrarlanabilirliğini ifade eder. Bir test-tekrar testin geçerliliği veya tekrarlanabilirliği, bir aracın aynı kişiye veya gruba aynı şekilde iki veya daha fazla farklı durumda, saat veya gün arayla uygulanarak güvenilirliğini değerlendirme yöntemidir. Test-onaylama güvenilirliği, klinisyenlere, aracın her kullanıldığında istikrarlı bir müşteride sonucu aynı şekilde ölçtüğüne dair güven verir. Daha iyi tekrarlanabilirlik, araştırma veya uygulamadaki ölçümlerdeki değişikliklerin daha iyi izlenmesi için bir gereklilik olan bireysel ölçümlerin daha iyi doğruluğu anlamına gelir.
Not. 5725 tekrarlanabilirliği için paralel ölçümlerin sayısı (tanımlar değil!) her zaman 2'dir.
Yerli ND'de yöntemlerde tamamen farklı bir tablo gözlenmektedir. Burada, neredeyse her zaman (MIM'in özellikleri izin veriyorsa), son aşamada, ölçüm sonucunu elde etmek için, iki veya daha fazla paralel belirleme sonucunun ortalaması alınır. yayıldığını istatistiklerden anlamak kolaydır. ortalama ölçüm sonuçları tekrarlanabilirlik koşulları altında gerçekleştirilen yayılma ile orantılı olacaktır sonuçları ortalamak için kullanılır, paralel tanımlar durumumuzda (orantılılık katsayısı, burada n bu tanımların sayısıdır). Bu bağlamda, 5725'te düzenlendiği gibi tekrarlanabilirliği kontrol etmek için tekrarlanan bir ölçüm yapmamak, ancak ilk ölçümde halihazırda elde edilen paralel belirlemelerin sonuçlarıyla “tatmin etmek” için doğal bir istek vardır. Hangi, aslında, RMG / MI'da düzenlenir.
Test-tekrar test güvenirliğinde iki gerekli varsayım vardır. İlk olarak, gerçek puan yönetimler arasında değişmez. İkincisi, yönetimler arasındaki süre, öğrenmeyi, etkilere dayanmayı veya hatırlamayı önleyecek kadar uzundur.
Test nesnesinin türünü değiştirme
Ölçülen sonucun istikrarını veya değişkenliğini ve güvenilirlik çalışmasına katılan katılımcıların özelliklerini anlamak, uygulamalar arasındaki zaman aralığını belirlemelidir. Tüm araçlar bazı hatalarla yanıt verdiğinden, kayıt testlerinin güvenilirliği için mükemmel puanlar nadirdir. T'yi bilmek imkansız olduğu için; herhangi bir testin gerçek güvenilirliği bir tahmin değildir. Güvenilirlik, istatistiksel varyans kavramı kullanılarak tanımlanabilir. Hata bileşeni büyükse, oran sıfıra yakındır, ancak hata nispeten küçükse bire yakındır.
Bunun doğru olup olmadığı bir zevk meselesidir. Ancak kesin olan bir şey var: 5725'te ve miras alınan RMG / MI'da tekrarlanabilirlik farklı şekillerde tanımlanır. İlk durumda, bu ölçüm sonuçlarının yakınlığı, saniyede paralel belirlemelerin sonuçlarının yakınlığı. Bu, VLC ile ilgili belgelerin incelenmesi ve karşılaştırılmasında zorluklara yol açabilir. Örneğin, 5725'ten bu alıntı (s. V): "kesinlikteki aşırılıklar - (is) tekrarlanabilirlik, yakınsama ve yeniden üretilebilirlik" - kesin olarak, tekrarlanabilirlik ve yeniden üretilebilirliğin burada bir şeyin uç değerleri (kesinlik) olarak ele alındığını söylüyor. ). Ancak RMG'de bunlar farklı kavramlardır: tekrarlanabilirlik paralel belirlemelerin sonuçlarını, tekrarlanabilirlik ölçümlerin sonuçlarını ifade eder.
Test güvenilirliğinin nicel doğrulaması
Teorik olarak, müşteri sonsuz sayıda kez değerlendirilirse aynı T elde edilir. Test etme ve tekrar test etme güvenilirliği, bireyler veya bireyler tarafından yapılan gözlemlerin tekrarlanabilirliği ile ilgilidir. Sonucu ölçmek için standartlaştırılmış bir araç kullanıldığında, klinisyenler sonuçlarına güven sağlamak için yayınlanmış test tekrarı araç güvenilirlik kriterlerine güvenirler. Bir tekrar testinin geçerliliği, bağıl ve mutlak puanlar kullanılarak değerlendirilebilir.
Not. Bu gerçeğin farkına varmak, tekrarlanabilirliğin her zaman tekrarlanabilirlikten daha büyük olduğuna dair sezgisel önyargının üstesinden gelmeye yardımcı olacaktır. Test cihazlarının, ekipmanın, günün saatinin vb. değişmesi nedeniyle ölçüm sonuçlarının yayılmasını etkileyen faktörler önemsizse (örneğin laboratuvardaki deneylerde), etki baskın olabilir ve tekrarlanabilirlik aşılacaktır. Yeniden üretilebilirlik.
Göreceli güven puanları, bir gruptaki bireylerin konumunun diğerlerine kıyasla tutarlılığını veya ilişkisini ifade eder. Bu korelasyonlar, test tekrar test puanları arasındaki ilişkinin yönünü ve gücünü puanlayarak nicelleştirir. doğrusal bağımlılık ve 1 ile -1 arasında yalan söyleyin. Korelasyon katsayısı, doğrunun eğiminden bağımsız olarak, bir dizi eşleştirilmiş gözlemin düz bir çizgiyi ne kadar yakından takip ettiğinin bir yansımasıdır. Örneğin, Şekil 1, benzer bir doğrusal ilişkiye sahip iki hayali veri kümesini göstermektedir.
En uygun çizgi, çizimdeki düz çizgidir ve her iki veri kümesi için de aynıdır, ancak siyah daireler çizgiye kırmızı dairelerden çok daha yakındır ve bu da önemli ölçüde daha yüksek bir korelasyon katsayısına neden olur. Her iki daire grubu da tam bir anlaşma çizgisi üzerinde değildir. Pearson değerinin ana dezavantajı, klinisyenlere belirli bir değerlendirme aracıyla elde edilen bir ölçümle ilişkilendirilebilecek önyargılar hakkında herhangi bir fikir vermemesidir.
Yukarıdakiler, VLC'de kullanmak amacıyla MVI için RD'de verilen hata özelliklerinin pratik yorumu için önemlidir. Bu aşağıda tartışılmaktadır.
Kalite göstergelerinin bileşimi
Bildiğiniz gibi, VLC, metodolojinin/sonuçların kalitesinin dört göstergesiyle çalışır:
tekrarlanabilirlik veya yakınsama (yöntem ve sonuçlar için aynıdır);
Örneğin, Şekil 1'de gösterilen varsayımsal verilerde gösterildiği gibi, Pearson, uyum çizgisi boyunca ölçümlerin farklı olmasına rağmen, siyah daireler için 99 gibi çok yüksek bir değer verir. Klinisyenler, skorlar arasında tam bir uyum için bu mükemmel korelasyon hakkında yanılıyor olabilirler, ki bu kesinlikle böyle değildir.
Güvenilirlik çalışmalarını okurken ve kullanılacak bir araç seçmeden önce, uygulayıcıların güvenilirlik değerlendirme çalışmasına katılan çalışma katılımcılarının özelliklerini eleştirel olarak değerlendirmesi önemlidir. Örneğin, ileri Alzheimer hastalığı olan kişilerde bilişsel işlev ölçümleri, farklı nörolojik durumları olan kişilere göre birbirine daha benzer olacaktır. farklı zaman teşhisten sonra. Bu nedenle, uygulayıcıların, kullanım için seçilen aracın benzer özelliklere sahip bir grup numune üzerinde test edildiğinden emin olmaları gerekir.
tekrarlanabilirlik (yöntem için) / laboratuvar içi (VL) kesinlik (sonuçlar için);
doğruluk (yöntem ve sonuçlar için farklıdır);
doğruluk (teknik ve sonuçlar için farklıdır).
İşte bu göstergelerin bazı özellikleri.
5725 Standartları, yalnızca metodolojinin kalitesinin göstergeleri ile çalışır.
Operasyonel kontrol ve kabul testlerinde doğruluk göstergeleri kullanılmaz.
Doğruluk oranları, analiz sonuçlarının hatası için bir güven aralığı olarak ifade edilir ve genellikle yorumlamada sorun yaşamaz. Metodoloji ve sonuçlar için sırasıyla Δ ve Δl olarak belirtilmiştir (bundan sonra "l" indeksi "laboratuvar" anlamına gelir).
Tekrarlanabilirlik göstergesi. Yukarıda bahsedildiği gibi, tekrarlanabilirlik koşulları altında kesinlik indeksinin sınırlayıcı durumu olarak kabul edilir, bu nedenle daha sonra o ve VL kesinlik indeksi basitçe kesinlik indeksleri olarak adlandırılacaktır. AT matematiksel aparat RMG/MI'de, bu göstergeler için ana olarak σ R olarak gösterilen standart sapma (RMS) biçimindeki temsil kullanılır. ve σ Rl. Aynı zamanda, yöntemler için RD'de, iki ölçüm sonucu için kesinlik sınırı daha sık kullanılır. En yaygın atama R ve R l.
RMG / MI'daki tekrarlanabilirlik göstergesi de genellikle RMS olarak ifade edilir, ancak şimdi paralel belirlemeler ve σ r olarak belirtilir (tekrarlanabilirlik koşulları altında “paralel belirleme hassasiyetinin” sınırlayıcı değeri olarak σ rl \u003d σ r olduğuna inanılır). Kesinlik ile benzetme yaparak, yöntemler için ND'de, n paralel belirlemeler için tekrarlanabilirlik sınırı r daha sık kullanılır.
MVI'da RD'deki hataların yorumlanması
Çoğu yerli RD, 5725'in görünümünden önce (veya dikkate alınmadan) ve miras alınan belgelerden oluşturuldu, bu nedenle bunlarda hataları sunma biçimleri oldukça çeşitlidir ve “görmek istediklerimden” önemli ölçüde farklıdır. Hata göstergelerinin ölçülen değere bağımlılığının analitik temsili (başka bir deyişle formüller) konularına burada değinmeyeceğiz (bu, diğer yayınlarda tartışılacaktır), ancak olası türle ilgili özelliklere döneceğiz. temsillerinin: standart sapma veya limit.
Bu nedenle, VLC matematiğini doğrudan (formül dönüşümleri olmadan) kullanmak için iki adım gerçekleştirilmelidir:
Aşama 1. Tekrarlanabilirlik ve kesinlik göstergelerini, limitler şeklinde verilmişlerse, standart sapmaya getirin. Tekrarlanabilirlik için bu, σ R = R/Q(P, 2) º R/2.77 dönüşümünün gerçekleştirilmesi anlamına gelir, tekrarlanabilirlik için σ r = r/Q(P, n). Aynı zamanda, önceki bölümü dikkate alarak, RD'de hangi frekansın sunulduğunu dikkatlice izlemeniz gerekir. Örneğin, ASTM D 1319-03'te, yabancı standartlarla ilgili yukarıda belirtilenlerin aksine, temsili bir numune üzerinden ortalama alma düzenlenmiştir. Ancak standart yabancı olduğu için, zaten bildiğimiz gibi, içinde tekrarlanabilirlik iki olarak ayarlanmıştır. Sonuçlarölçümler. Ve σ r = r/Q(P, 2) ilişkisi doğru olacaktır. Ayrıca, bu belgeden temsili bir örneğin ortalama değerlerinin sayısı n bilinmemektedir.
Adım 2 Herhangi bir şekilde VL kesinlik ve doğruluk göstergelerini oluşturmak için (bildiğimiz gibi tekrarlanabilirlik için yöntem göstergesi laboratuvar içi bir gösterge olarak kullanılır). İdeal olarak, bu özel bir değerlendirme deneyidir (GMG 76'da Ek B). Kontrol çizelgelerinin (QC) sonuçlarını değerlendirmek de mümkündür. Hepsi bu - deneysel yöntemler. RMG 76 ayrıca (madde 4.7) değerlendirme hesaplama yöntemlerini de düzenler. Ve orada geçici olarak kabul edilmelerine rağmen: laboratuvar tarafından yalnızca MIM'in uygulanması aşamasında kullanılmaları gerekir, pratikte (örneğin, kurumsal standartlarda veya laboratuvar kalite kılavuzlarında), genellikle “nihai” olarak kabul edilirler. . Bunun belirli bir anlamı var. Ve bu yüzden.
Ölçüm sonuçlarının kalite kontrolünün iki amacı vardır:
Üretim süreçlerinin ve dolayısıyla önemli bileşenlerinden birinin istikrarını izleyin - malzeme ve ürünlerin kalite kontrol süreci.
Ürünlerin beyan edilen hatasını ve dolayısıyla ana kriterini garanti edin - test yöntemlerinin hatası.
Genel olarak konuşursak, ilk görev, işletme veya laboratuvarın içindedir. "Felsefe" şöyle bir şeydir: Üretim kurulursa, istikrara kavuşturulması arzu edilir. Bunun için de ölçüm sürecinin stabilize edilmesi arzu edilir. Bu nedenle, MVI için RD'de belirtilen hataları ihlal etmeseler bile, ölçüm sonuçlarının hatalarındaki değişiklikler istenmez. Yani, bu görev, kalite göstergelerinin genel hatlarının oluşturulmasını gerektirir. Sonuçlarölçümler ve daha sonra bunların kontrolü.
İkinci görev, ister harici ister dahili olsun, müşteriye odaklanır. Ve genel olarak, MVI için RD'de belirtilen ölçüm sonuçlarının hatasını garanti etmekle ilgileniyor. Yani kalite göstergeleri kontrol edilmelidir. metodolojilerölçümler.
Not. Bazen iddia edilen ölçüm hatalarının azaltılması istenir. Örneğin, bu hataların kontrol standartlarında dikkate alındığı, aşılması ceza gerektiren çevresel testlerde. Bu gibi durumlarda, elbette, laboratuvar içi göstergeler de gerekli olacaktır.
Yukarıdakilerden, sadece kontrol yöntemlerinin kalite göstergelerinin kullanılmasının tavsiye edildiği durumlar olduğu sonucuna varılır. Yani, bu yöntemler için doğrudan RD'de belirtildiği gibi hareket etmek. Bu anlamda, RMG 76'ya göre hesaplanmış göstergelerin kullanılması bir tür uzlaşma çözümüdür ve bilinçli olarak yapılır ve laboratuvar kalite kontrol kılavuzuna kaydedilirse oldukça kabul edilebilir. Doğru, bu durumda, VLK destek uygulamalarını programlarken de dahil olmak üzere, bazı hesaplamaların düzeltilmesi gerekebilir.
Bölümün sonunda, uygulamada bazen zorluklara neden olan küçük bir konuya değineceğiz. Hesaplanan göstergeleri değerlendirmek için formül seçiminden bahsediyoruz. RMG 76 (madde 7.4) iki set sağlar:
ilk set, tekrarlanabilirlik dışındaki tüm göstergelerin 0.84 ile çarpılmasıyla karakterize edilir. Bu MVI için KK kullanılması planlanmadığında kullanılmalıdır,
ikinci set, hata göstergesinin değişmemesi ve doğruluk göstergesinin (yeni bir hassasiyetle) yeniden hesaplanması ile karakterize edilir. MVI için QC planlandığında uygulanmalıdır.
Bütün bunların gerekçesi şu gibi görünüyor. QC'yi sürdürürken, er ya da geç, RMG'de düzenlenen laboratuvar içi göstergelerin değerlendirmeleri yapılacak, protokolleri VLK'da daha sonra kullanılmak üzere yürütülecektir. KK planlanmamışsa, hata göstergesini "biraz düzeltmeniz gerekir".
Not. Yukarıda kullanıldığı gibi, "biraz ince ayar yapmak" 0.84 ile çarparak (veya eşdeğer olarak 1.2'ye bölerek), istatistiksel olarak hata aralığını 0,9 güven düzeyine daraltmak anlamına gelir.
Kontrol prosedürlerinin algoritmaları
Numuneler (kontrol edilen veya kontrol için kullanılan)
RMG 76'ya göre, bir grup reaktifte değişiklik, onarımdan sonra ölçüm cihazlarının kullanılması, yeni bir dizi çalışma numunesi vb. gibi belirli olayların meydana gelmesi üzerine zaman zaman operasyonel kontrol gerçekleştirilir. Aynı zamanda, MI 2881'e göre (5725-6'nın yanı sıra), çalışma numunelerinin analizinin her bir sonucunun alınmasından sonra tek sonuçların kabulü kontrol edilir. ele alınan örnekler arasında böyle bir ilişkiyi gösterir.
Not. Terimlerin nasıl kullanılacağı konusunda bazı belirsizlikler var. denemek, örneklem, boyut vb. Özellikle, kontrol amacıyla aynı anda birkaç ölçüm yapıldığında veya tekrarlanan bir ölçüm atandığında. Ölçümler tahribatsız ise bundan bahsetmek uygun görünüyor. ölçümler. Aksi takdirde, daha doğru bir terim olurdu örneklem(tekrarlanan veya alikuot). Bu belirsizlik yazı okunurken yanlış anlaşılmalara yol açmayacak gibi görünüyor.
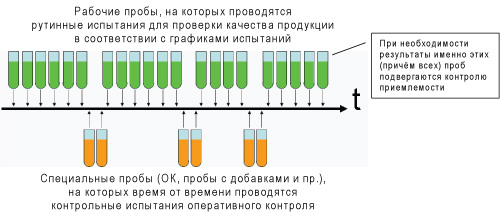
Pirinç. 2 Belirli bir MVI için gerçekleştirilen rutin testler sırasında operasyonel kontrol numunelerini "gömme"
Uygunluk Kontrolü
Bazı nedenlerden dolayı, makalenin ana konusu olmasa da, sonuçların kabul edilebilirliğini kontrol ederek bizi ilgilendiren kontrol algoritmalarını düşünmeye başlamak uygun olacaktır.
Kabul testi, tekrarlanabilirlik veya tekrarlanabilirlik koşulları altında elde edilen sonuçlara uygulanır. Bu durumda kabul testi esas olarak laboratuvarlar arasındaki, örneğin tedarikçi ve müşteri arasındaki, operasyonel kontrolden “uzak” olan ilişkiye atıfta bulunduğundan, ikinci durum dikkate alınmayacaktır.
Not. Aynı koşullar altında (aynı operatör, aynı kurulum, vb.) ve pratik olarak aynı zamanda (yani arka arkaya) aynı numuneler üzerinde aynı tekniğe göre ölçümler yapıldığında tekrarlanabilirlik koşullarının böyle koşullar olduğunu hatırlayın. Tekrarlanabilirlik koşulları, aynı teknik olduğunda ve aynı örnekler kullanıldığında ve diğer her şey değiştiğinde koşullar olarak adlandırılır. Çoğu zaman çeşitli laboratuvarlardaki ölçümlerden bahsediyoruz.
MI 2881'e göre, tekrarlanabilirlik koşulları altında kabul testi (koşullar metinde ayrıca belirtilmeyecektir) bireysel sonuçların paralel belirleme sonuçlarına uygulanır. Kontrol, rutin numuneler (üst sırada) ve tümü için geçerlidir. Ve eğer öyleyse, ölçümlerin bir kabul edilebilirlik kontrolü ile yapıldığını söylüyorlar.
5725'te biraz farklı bir tanım verilmiştir. Bunun nedeni, yukarıda belirtildiği gibi, yabancı referans belgelerinde “hiç” paralel tanım olmamasıdır. Bu nedenle, ölçüm sonuçları için artan gereksinimlerin olduğu durumlarda, MVI prosedürü arka arkaya iki veya daha fazla kez gerçekleştirilebilir ve bu ölçümler için nihai sonucu belirlemek için kabul kontrolüne tabi tutulabilir. Bu tür bir algoritma, örneğin ürünler için teknik şartnamelerde (TS) veya bir sözleşmede belirtilebilir. “Arka arkaya birkaç ölçümün” uygulanmasının paralel tanımlar veya benzer bir şey olarak adlandırıldığı yerel uygulamanın aksine, doğrudan MVI üzerindeki ND'de belirtilir.
Terminolojideki tutarsızlığa ve bazı nüanslara rağmen, MI 2881'de düzenlenen doğrulama algoritması (), aslında ilgili algoritma 5725-6 ile tamamen örtüşmektedir.
Not. 5725-6 ayrıca farklı sayıda ek sonuca sahip algoritmalara sahiptir. Temel olarak, verilenlerden farklı değildirler.
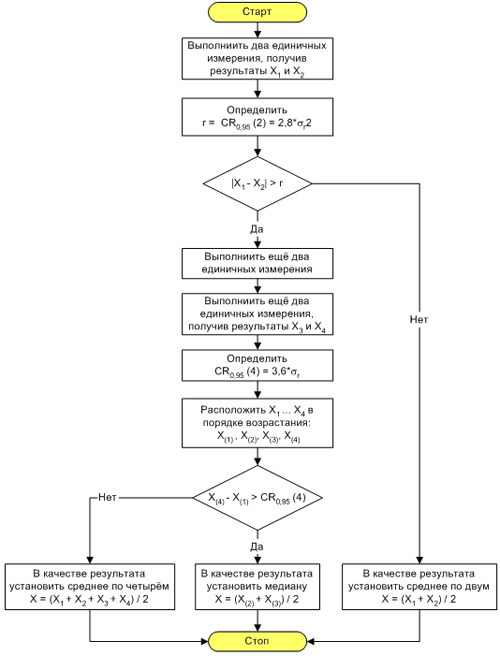
Pirinç. 3 5725-6'ya göre ölçüm sonuçlarının kabul edilebilirliğini kontrol etmek için algoritma
Aşağıdaki önemli noktaları not ediyoruz:
Yalnızca tekrarlanabilirlik kontrol edilir (kontrol edilir).
Kabul testinin sonucu, ölçüm sonucunun belirlenmesidir.
Ölçüm sonucunun belirlendiği tekli ölçüm sonuçlarının sayısı, kabul testinin seyrine bağlıdır.
Ölçüm sonucu sadece ortalama olarak değil, aynı zamanda medyan olarak da ifade edilebilir.
Başka bir şey söylemekte fayda var. MVI için çoğu yerel RD'de, uygunluk kontrolü basit bir "normal / normal değil" kontrolü şeklinde düzenlenir. Aslında bu, yetersiz bir kontrol durumunda sonucun basitçe yeniden ölçüleceği anlamına gelir.
Yabancı ND'de özel bir durum. İçlerindeki standart ifade şöyledir: “iki sonuç arasındaki fark, yirmide sadece bir durumda kontrol sınırını aşabilir” (laboratuvar uygulamasında kabul edilen 0.95 güven olasılığına göre %5). Aslında burada tekrarlanan veya ek ölçümlerden bahsetmiyoruz, belirli bir süre boyunca verilerin izlenmesinden bahsediyoruz. Bu hükmün tutarlı bir şekilde uygulanması, QC'nin sürdürülmesine benzer bir şeye yol açacaktır.
ND'yi ihlal etmeden açıklanan durumlarda algoritma nasıl uygulanır? Cevap MI 2881'de verilmiştir: yeni algoritma teknik özelliklerde, kalite el kitabında vs. yazılmalıdır.
Son not. Algoritmayı uygularken, ne 5725'in ne de MI'nın, tekrarlanabilirlik indeksinin ölçülen değere bağlı olduğu durumlarda kontrol standardının hesaplandığı referans değerini belirleme yöntemini düzenlememesinden kaynaklanabilir. Görünüşe göre, medyan nihai sonuç olarak kullanılsa bile, mevcut ortalama değeri X op olarak almaktan başka bir şey kalmadı. Böyle bir olayın olasılığı (medyan ihtiyacı) son derece küçük olduğu için bunun oldukça etkili olduğu görülüyor: 0.95'lik bir güven olasılığı ile, 400'den birinde (% 0.25) bir durumda iki ardışık tekrarlanabilirlik ihlali meydana gelecektir. .
operasyonel kontrol
Kabul testinden farklı olarak, rutin numunelere ek olarak özel olarak operasyonel kontrol yapılır (Şekil 2'de alt sıra). Bazı durumlarda, yeni test edilen rutin numunenin, örneğin ekleme yönteminde, operasyonel kontrole hemen “dahil edildiğini” varsaysak bile, yine de sadece bir kontrol testi olacaktır, ancak ilk ölçümü elde etmenin “bazı özellikleri” ile olacaktır. Ek olarak, böyle bir uygulama amaca uygun olarak kabul edilemez, çünkü bu durumda RMG 76'ya göre operasyonel kontrol yönetmeliklerine katı bir şekilde uymak o kadar kolay değildir.
Operasyonel kontrol algoritmaları iki kategoriye ayrılır:
Tekrar kontrolü
Yukarıda belirtildiği gibi, tekrarlanabilirlik kontrolü yardımcıdır: RMG 76'daki madde 5.10.2'ye göre, operasyonel hata kontrolü algoritmaları dahilinde (ayrıca burada dikkate alınmayan periyodik ve seçici istatistiksel kontrollerde) gerçekleştirilen ölçümlerin sonuçlarına uygulanmalıdır. . Tekrarlanabilirlik kontrolünün yalnızca ölçüm sonucunu elde etmek için paralel tanımlamaları olan TIM için yapıldığını hatırlayın.
Ölçüm yöntemlerinin ve sonuçlarının doğruluğu için terminoloji ve gereksinimler, altı set halinde düzenlenir. devlet standartları Rusya Federasyonu - GOST R ISO 5725 genel başlığı altında "Ölçüm yöntemlerinin ve sonuçlarının doğruluğu (doğruluğu ve kesinliği)", 2002'de tanıtıldı (bundan sonra Standart 5725). GOST R ISO standartları, aşağıdakilerden bir çeviridir: İngilizce dili uluslararası standartlar ISO 5725:1994.
Standart 5725'teki "yöntem" kelimesi, hem ölçüm yönteminin kendisini hem de bunları gerçekleştirme prosedürünü kapsar ve bağlama bağlı olarak şu veya bu anlamda (veya her iki anlamda) yorumlanmalıdır. Standart 5725, gerekli ölçüm doğruluğunun nasıl sağlanabileceğini gösterdiğinden, ilke olarak, çeşitli ölçüm yöntemlerinin, bunların uygulanmasına yönelik yöntemlerin, kuruluşların (laboratuvarların) ve ölçüm yapan personelin (operatörlerin) doğruluğunu karşılaştırmak mümkün hale gelir.
Standart 5725'in ortaya çıkışı, ölçümlerin kalitesi için piyasa teşviklerinin artan rolünden kaynaklanmaktadır ve şu gibi yakıcı soruların cevabıdır: ölçümlerin kalitesi nedir ve nasıl ölçüleceği; Belirli bir miktarı ölçerken bir yöntemin (tekniğin) diğerinden ne kadar mükemmel olduğunu veya bir test kuruluşunun diğerinden ne kadar daha iyi olduğunu belirlemek mümkün müdür; ölçülen ve kaydedilen değerlere ne ölçüde güvenilmeli; vb.
Evsel metrolojide, ölçüm sonuçlarının hatası, kural olarak, ölçüm sonucunun ölçülen miktarın gerçek veya gerçek değeri ile karşılaştırılmasıyla belirlenir.
gerçek değer- niteliksel ve niceliksel olarak karşılık gelen değeri ideal olarak karakterize eden bir değer.
Gerçek değer- deneysel olarak elde edilen miktarın değeri ve gerçek değere o kadar yakın ki, set ölçüm görevinde onun yerine kullanılabilecek.
Ölçüm sonuçlarının hatasını (doğruluğunu) belirlemek için gerekli miktarların karşılık gelen değerlerinin çoğaltılmasını, saklanmasını ve iletilmesini sağlayan gerekli standartların yokluğunda, yurtiçi ve uluslararası uygulamada, genel ortalama değer genellikle gerçek değer olarak alınır ( beklenen değer) geleneksel birimlerde bireysel durumlarda ifade edilen belirli bir ölçüm sonuçları seti. Bu durum terime yansımıştır. "kabul edilen referans değeri" ve ev pratiğinde kullanılması tavsiye edilir.
Kabul edilen bir referans değeri kavramı, "gerçek değer" kavramından daha evrenseldir. Yalnızca teorik sabitler ve (veya) standartlar aracılığıyla ölçülen miktarın koşullu olarak gerçek değeri olarak değil, aynı zamanda (onların yokluğunda) aşağıdakilere göre ortalama değeri olarak tanımlanır. Büyük bir sayı temsili bir laboratuvar setinde daha önce gerçekleştirilen ölçümler. Bu nedenle, kabul edilen referans değeri, ölçülen özelliğin hem referans değeri hem de ortalama değeri olabilir.
Kesinlik- ölçüm sonucunun kabul edilen referans değerine yakınlık derecesi.
Ölçümlerin tekdüzeliğini sağlamanın bir parçası olarak, "doğruluk" terimi tanıtıldı - bir dizi ölçüm sonucunun ortalama değerinin kabul edilen referans değerine yakınlık derecesi. Doğruluk ölçüsü genellikle değerdir. Sistematik hata.
Daha önce, "doğruluk" terimi, şimdi doğruluk olarak adlandırılan yalnızca bir bileşene kadar uzanıyordu. Ancak, sonucun referans (referans) değerinden hem rastgele hem de sistematik nedenlerden kaynaklanan toplam sapmasını ifade ettiği ortaya çıktı.
kesinlik- belirli düzenlenmiş koşullarda elde edilen bağımsız ölçüm sonuçlarının birbirine yakınlık derecesi. Bağımsız ölçüm (veya test) sonuçları, aynı veya benzer nesnenin test edilmesinden elde edilen önceki sonuçlardan etkilenmeden elde edilen sonuçlardır.
"Kesinliği" dikkate alma ihtiyacı, sözde özdeş malzemeler üzerinde sözde özdeş koşullar altında yapılan ölçümlerin genellikle aynı sonuçları vermemesi gerçeğinden kaynaklanmaktadır. Bunun nedeni, her ölçüm prosedürünün doğasında bulunan kaçınılmaz rastgele hatalardır ve ölçüm sonucunu etkileyen faktörler tam olarak kontrol edilemez.
Kesinlik yalnızca rastgele hatalara bağlıdır ve ölçülen miktarın gerçek veya belirtilen değeri ile ilgisi yoktur. Bir kesinlik ölçüsü genellikle belirsizlik cinsinden ifade edilir ve ölçüm sonuçlarının standart sapması olarak hesaplanır. Daha az kesinlik, daha büyük bir standart sapmaya karşılık gelir. Hassas ölçümlerin nicel değerleri, önemli ölçüde düzenlenen koşullara bağlıdır. Bu tür koşulların en uç durumları, tekrarlanabilirlik koşulları ve yeniden üretilebilirlik koşullarıdır.
tekrarlanabilirlik- tekrarlanabilirlik koşulları altında kesinlik. Yerli ND'de, "tekrarlanabilirlik" terimiyle birlikte şu terimi kullanın: "yakınsama".
Tekrarlanabilirlik koşulları (yakınsama)- Bağımsız ölçüm (veya test) sonuçlarının, aynı test öğeleri üzerinde aynı yöntemle, aynı laboratuvarda, aynı operatör tarafından, aynı ekipmanı kullanarak kısa bir süre içinde elde edildiği koşullar. Standart 5725, tekrarlanabilirlik (ve ayrıca yeniden üretilebilirlik) ölçüleri olarak standart sapmaları kullanır.
Tekrarlanabilirliğin standart (ortalama karekökü) sapması (yakınsama)- bu, tekrarlanabilirlik (yakınsama) koşulları altında elde edilen ölçümlerin (veya testlerin) sonuçlarının standart (ortalama karekök) sapmasıdır. Bu norm, tekrarlanabilirlik koşulları altında ölçüm sonuçlarının dağılımının bir ölçüsüdür.
5725 Standardı, aşırı ölçüm koşulları için tekrarlanabilirlik özellikleri ve tekrar üretilebilirliği sınırlayan ölçümler sunar.
Tekrarlanabilirlik sınırı (yakınsama)- tekrarlanabilirlik (yakınsama) koşulları altında elde edilen iki ölçümün (veya testlerin) sonuçları arasındaki farkın mutlak değeri tarafından %95'lik bir güven olasılığı ile aşılmayan bir değer.
Yeniden üretilebilirlik- tekrarlanabilirlik koşulları altında kesinlik.
tekrarlanabilirlik koşulları- bunlar, ölçümlerin (veya testlerin) sonuçlarının aynı yöntemle, aynı test nesneleri üzerinde, farklı laboratuvarlarda, farklı operatörler tarafından, farklı ekipman kullanılarak elde edildiği koşullardır.
Tekrarlanabilirliğin standart (ortalama karekökü) sapmaları- tekrarlanabilirlik koşulları altında elde edilen ölçüm (test) sonuçlarının standart (kök-ortalama-kare) sapmaları. Bu sınır, tekrarlanabilirlik koşulları altında ölçüm (veya test) sonuçlarının dağılımının bir ölçüsüdür.
tekrarlanabilirlik sınırı- tekrarlanabilirlik koşulları altında elde edilen ölçümlerin (veya testlerin) sonuçları arasındaki farkın mutlak değeri tarafından %95'lik bir güven düzeyi ile aşılmayan bir değer.
Ölçümlerin uygulanması için terim önemlidir "fırlatma". Aykırı değer, verilen kümenin geri kalanıyla uyumlu olmayan bir değer kümesinin öğesidir.
5725 Standardı, tekrarlanabilirlik ve tekrarlanabilirliğin standart sapmaları, tekrarlanabilirlik ve tekrar üretilebilirlik limitleri, yöntemin sistematik hatasının test yöntemleri için standartlarda sunum için kuralları belirler. Sistematik hatanın değeri, her zaman, kendisine göre belirlendiği kabul edilen referans değerinin bir açıklaması ile birlikte sunulur. Tekrarlanabilirlik ve tekrarlanabilirlik standart sapma değerleri, elde edildikleri deneysel koşulların (katılan laboratuvar sayısı, yöntemin ölçüm aralığında ölçülen büyüklüğün kontrollü değerleri, verilerde aykırı değerlerin varlığı) belirtilerek sunulur. bireysel laboratuvarlar).
Tanımlanan GOST R'nin yürürlüğe girmesi için onaylanmış Prosedüre uygun olarak, hükümleri yeni geliştirilirken ve (veya) mevcut revize edilirken yürürlüğe girer. ölçüm teknikleri (MP).
5725 Standardına ve uluslararası standartlara uygun ölçüm sonuçlarının doğruluğunun izlenmesine yönelik bir sistemin oluşturulması, ülkemizin dış ticarette kayıplar yaşamamasını sağlayacaktır.




 Английский вокруг нас исследовательская работа")
