Modern mücevherlerde Mokume gane teknolojisi
Koleksiyon çıktısı:
MODERN KUYUMCULUKTA MOKUME GANE TEKNOLOJİSİ
Baranova Olga Konstantinovna
başvuru sahibi derece Bilim Adayı, Malzemelerin Sanatsal İşleme Teknolojisi ve St. Petersburg Mücevher Sanatı Bölümü Asistanı Devlet Üniversitesi teknoloji ve tasarım, Rusya Federasyonu, St. Petersburg
Chalova Ekaterina Igorevna
yüksek lisans öğrencisi, malzeme ve mücevher sanatının sanatsal işlenmesi teknolojisi bölümünün asistanı, St. Petersburg Devlet Teknoloji ve Tasarım Üniversitesi, RF, St. Petersburg
Baranova Alexandra Ivanovna
Kamçatka Endüstri Koleji öğretmeni, RF, Vilyuchinsk
MODERN TAKILARDA MOKUME GANE KULLANIMI
Olga Baranova
Saint-Petersburg Teknoloji ve Tasarım Üniversitesi, Rusya, Saint-Petersburg'da bilimler adayı, sanatsal malzeme ve mücevher üretimi bölümü asistanı adayı
Ekaterina Chalova
yüksek lisans, Saint-Petersburg Teknoloji ve Tasarım Üniversitesi, Rusya, Saint-Petersburg'da sanatsal malzeme ve mücevher üretimi bölümü asistanı
Alexandra Baranova
Profesör 1. kategori Kamçatskiy Endüstri Koleji, Rusya, Viluchinsk
DİPNOT
Eski metal işleme yönteminin analizi - 17. yüzyıldan beri bilinen geleneksel Japon tekniği "mokume gane", bu dönemde gelişiminin yolları, yeni üretim teknolojilerinin ortaya çıkışı ve pratik üretimi hakkında tavsiyeler. Bu tekniği kullanarak takı.
ÖZ
Eski metal işleme yönteminin analizi - 17. yüzyıldan beri bilinen geleneksel Japon tekniği “Mokume Gane”, dönem boyunca gelişimi, yeni üretim teknolojileri ve bu teknikte mücevherlerin pratik üretimi hakkında tavsiyeler verildi.
Anahtar Kelimeler: mücevher üretimi; tasarım; mücevher üretim teknolojileri; Japonya'nın geleneksel sanatı; mokume gane.
anahtar kelimeler: mücevher imalatı; tasarım, mücevher teknolojisi; geleneksel Japon sanatı Mokume Gane.
AT takı insanlar sadece güzelliği değil, aynı zamanda benzersizliği de takdir eder. Mücevheratın kendisi hem dekoratif (kullanan için) hem de kendini ifade etme biçimi (yapımcı için) olabilir, bu yüzden bazıları sanat eseri olarak kabul edilir. Japon geleneksel mokume gane tekniğinde yapılan takılar güvenle bu kategoriye atfedilebilir, çünkü her biri hem estetik hem de maddi değeri olan bağımsız, benzersiz bir minyatür şaheserdir.
“Kuyumculukta uygulanan birçok farklı teknik var. Bazıları oldukça yakın zamanda ortaya çıktı, diğerleri nesilden nesile aktarılan eski geleneklerle ilişkili. Mokume gane, tarihe batmış, modern teknolojiye yeni bir soluk getiren geleneksel, zamana saygı duyan bir tekniktir.
"Japonca'dan "mokume gane" terimi "ahşaba benzeyen metal" olarak çevrilebilir". Bu, 17. yüzyılda usta Denbei Shoami tarafından samuray kılıçlarının kabzalarını süslediği eski bir metal işleme yöntemidir (Şekil 1). Samuray, ortaçağ Japonya toplumunda yüksek bir konuma sahipti, ancak her biri böyle bir lüksü karşılayamazdı. Zarif bir şekilde dekore edilmiş kulp, sahibinin yüksek statüsünün ve zenginliğinin bir sembolü olarak hizmet etti.
Şekil 1. Mokume gane tekniği ile yapılmış katana bıçakları
Mokumegane'nin dayandığı ilke, samuray kılıçlarının imalatındakiyle aynıdır. Geleneksel Japon alaşımlarını (örneğin, Shakudo - %96 bakır ve %4 saf altına dayalı bir alaşım) içeren birkaç değerli metal levhası difüzyonda birbirine kaynak yapılır. Yüksek sıcaklık. Mokume metallerinin iç içe geçme derinliği yaklaşık 0.025 mm'dir ve plakaları bir arada tutan bu bölgedeki yeni kristallerin büyümesidir. Plakalar birleştirildikten sonra, her bir katmanın yüzeyindeki küçük alanlar açığa çıkacak şekilde işlenir ve tekstüre edilir.
Teknolojinin karmaşıklığı, farklı, bazen pratik olarak uyumsuz metallerin asla tekrarlanmayan tuhaf ve çok güzel kalıplarla birbirine bağlı olması gerçeğinde yatmaktadır.
Mokum gane tekniği ile işlenmesinin bir sonucu olarak, metal, ağaç halkalarını veya kabuğunu andıran dokuda katmanlı bir desen elde eder. "Bu benzersiz desenler, ahşabın soğuk, güçlü metalde vücut bulan doğal güzelliğinin bir tür kutlamasıdır." AT modern dünya samuray kılıçları sadece koleksiyoncular arasında popülerdir ve bir samurayın statüsü böyle değildir. çok önemli, ama yine de, Mokume Gane bunu aldı geniş kullanım ve sanatta ve güzel mücevherlerde somutlaşan hayranlık.
Geleneksel mokume gane tekniği, birkaç farklı metal tabakasını eriterek bir araya getirmekti. Modern ustalar ve yeni teknolojiler sürece bazı değişiklikler getirdi, ancak sürecin özü değişmedi.
Bugüne kadar, Mokume gane yapmak için iki ana yöntem vardır: bir fırında füzyon yöntemi ve lehim kullanarak üretim.
İlk yöntem, ısıl işlem koşulları altında homojen bir alaşım oluşturarak katmanlar halinde birbiri üzerine bindirilmiş iki veya daha fazla farklı metalin ayrılmaz bir bileşiminin derlenmesinden oluşur. Japon teknolojisi geleneğinde, böyle bir alaşım, kömür ocaklarında difüzyon kaynağı ile elde edildi.
Şu anda, bu tekniğe uygun çeşitli metal kombinasyonları bilinmektedir: sarı, pembe ve beyaz altın, nikel, paladyum, platin, titanyum, zirkonyum, bronz ve pirinç.
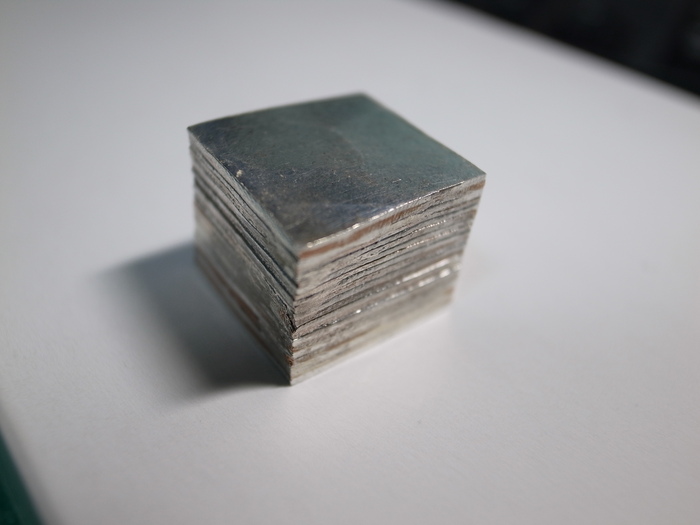
Mokume gane yönteminin özü, çeşitli mücevher metallerinin tabakalarının, değişen renklerde katmanlar halinde katlanmasıdır (Şekil 2). Katman sayısı birkaç on'a ulaşır. Daha sonra iş parçası, metallerin birlikte sinterleşmeye başlaması için yüksek bir sıcaklıkta ısıtılır. Metallerin difüzyonu katı fazda gerçekleşir. En önemli ve zor olan şey, farklı metalleri sıkıca bağlamak ve aynı zamanda tek tek katmanların korunması için erime sıcaklığını aşmamaktır.
. 
Şekil 2. Katmanları bükmeden önce düz boşluklar
Ardından, öğrenilen iş parçası preslenir, dövülür, bükülür, böylece düz katmanlar kıvrımlı hale gelir. İç stresi azaltmak için ısıtılır. Ve birçok kez. Bazen, tasarımı ortaya çıkarmak için birkaç zıt katman aracılığıyla metale birçok düzenli çöküntü kesilir. Daha sonra iş parçasını düz hale getirmek için tekrar dövmeye tabi tutulur. Süreç uzun ve karmaşıktır. Desenin doğası ve ilginçliği, ustanın deneyimine bağlıdır (Şekil 3).

Şekil 3. "Mokume Gane" tekniğindeki alaşım
Karmaşık ve pahalı ekipman gerektirmeyen ikinci üretim yöntemini daha ayrıntılı olarak ele alalım.
Lehim kullanarak Mokume yapmak da iki yönteme ayrılabilir: teli lehimlemek ve plakaları lehimlemek. Tel üretim yöntemi basit olarak kabul edilebilirse, tel, lehimleme sırasında özel problemler yaratmayan küçük bir yüzey temas alanına sahip olduğundan, o zaman plakaların düz yüzeylerini lehimlerken, her şey daha karmaşıktır. Son yöntemi daha ayrıntılı olarak ele alalım:
1. İlk önce lehimleme için metalleri dövülebilirlik ve gümüş lehim ile lehimlenebilirlik açısından uyumluluklarına göre seçmelisiniz. Genellikle bakır, bakır alaşımları, gümüş ve altındır.
2. Seçilen metalleri en fazla 25 mm genişliğinde iki eşit şerit halinde kesin. Şeridin uzunluğu bir sorun değildir, ancak küçük parçalar için 50-100 mm uzunluğunda boşluklar uygundur. İş parçasının kalınlığı en az 1,5 mm olmalıdır, aksi takdirde lehimleme sırasında plakalar kolayca deforme olur ve bu da lehimli yüzeylerin kalitesini büyük ölçüde etkiler. Lehimleme için yüzey alanını azaltmak için mümkün olduğunca kalın bir metal kullanmaya çalışın. Ancak aynı zamanda, henüz kullanılmayan silindirler üzerindeki miller arasındaki mesafenin sınırlandırılmasını da unutmayın. Çoğu durumda, 3 ila 6 mm arasında değişir. Bu nedenle, iş parçası düz, dar bir şerit olmalıdır.
3. Plakaların yüzeylerini, aralarındaki boşluk minimum olacak şekilde mükemmel şekilde hizalayın. Yüzeylerinde oksit lekeleri kalmayacak şekilde zımparalayın. Ardından, hassas lehim akışı için plakalar arasında bir oluk görevi görecek olan uzun kenarı pahlayın. Birleştirilecek yüzeylerin cilalanması da önemlidir, çünkü lehim cilalı yüzeye çok daha iyi yayılır.
4. Plakaları, pahların eğimli kenarları eşleşecek şekilde bağlayın. Telin dönüşleri arasında eşit bir mesafe olacak şekilde her iki boşluğu da nispeten kalın bir tel (bindra) ile bağlayın. Üstte 6 mm ilmek bırakmak önemlidir. Lehimleme sırasında iş parçasını belirli bir açıda tutmaya yardımcı olurlar. Metali güvenli bir şekilde tutmak için tel iyi gergin olmalıdır.
5. Kalın bir boraks çözeltisine daldırın veya kremsi boraks kullanın. Tüm süreç boyunca yüksek eriyen gümüş lehim kullanın. Bu, gelecekte kullanılan lehimin sıcaklığını düşürecektir. Lehim tercihen tel şeklinde kullanılır.
6. Bloğu, donuk kırmızı yanana kadar bir döner tabla üzerinde büyük, gür bir alevle önceden ısıtın. Bu noktada alevi azaltın ve birleştirilecek metalin merkezinde yoğunlaştırın. İstenilen sıcaklığa ulaşıldığında, V-çentik kullanarak plakalar arasında lehim beslemeye başlayın. Lehim için üzülme. Ardından, standı döndürün, arkadan ısıtın ve plakaların tüm genişliği boyunca gerin. Kuralı hatırlayın: lehim, sıcaklığın daha yüksek olduğu yerde akar. Bu nedenle, bir taraftan lehim verilirken, plakalar arasında lehim görünene kadar karşı taraftan ısıtılması gerekir. Plakaların, tüm çevre boyunca çıkıntı yapan sürekli bir lehim dikişiyle tamamen lehimlendiğinden emin olun.
7. Yavaşça soğutun, teli ve ağartıcıyı çıkarın. Plakalar tamamen lehimlenmemişse, ağartmadan sonra ultrasonik banyoda durulayın, suyla durulayın ve kurulayın. Plakaların sıkıca oturması için silindirleri hafifçe yuvarlayın. Daha sonra tekrar flux ile kaplayın ve lehim tamamen dökülene kadar plakaları gerekli sıcaklığa ısıtın.
8. İş parçasını hizalayın, öğütün. İsteğe bağlı olarak önceki işlem tekrarlanarak üçüncü bir metal eklenebilir. Ortaya çıkan plakayı iki katına çıkana kadar yuvarlayın. Yarıya kesin ve iki yarıyı tekrar birbirine lehimleyin, katman sayısını iki katına çıkarın.
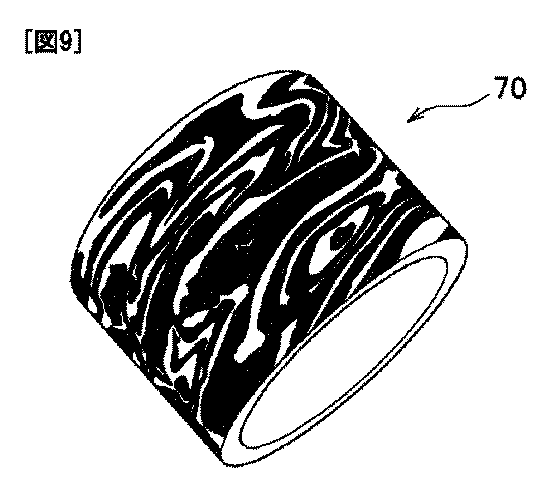
Bu işleme herhangi bir sayıda devam edilebilir. Ancak katman sayısındaki artışla birlikte kaybolur. fiziksel özellikler metal: metal sertleşir ve kırılgan hale gelir ve aşırı sayıda katman istenen dekoratif görünümün kaybolmasına neden olabilir. Gerekli sayıda katman toplandıktan sonra, sert lehimli plakalara kalın bir metal tabanın lehimlenmesi arzu edilir. İstenilen şekli ve kalınlığı elde etmek için, ortaya çıkan iş parçası gerekli yönlerde yuvarlanmalı, gerekli kısımlardan kesilmeli ve lehimlenmelidir. Ardından, bir kabartma yüzey elde ederek metali içeriden tavlayın ve nane yapın. Dışarıdan elde edilen kabartma, bir dosya ve zımpara kağıdı ile keskinleştirilir. Taşlamadan sonra metal parlatılır ve bitirilir "ve doğru kaplama metalin desenini ve dokusunu ve ayrıca kullanılan alaşımların gerçek rengini ortaya çıkaracaktır." Mokume gane tekniği kullanılarak yapılan modern takılar Şekil 4'te gösterilmektedir.

Şekil 4. mokume gane tekniği ile yapılan takılar
Mokume gane tekniği kullanılarak oluşturulan takılar, ortaçağ Japonya'sının ruhunu, ahşap desenlerin doğal güzelliğini, metalin soğuk gücünü birleştirir ve çağdaş eserler Sanat.
Kaynakça:
1. Mokume-gane // İnternet dergisi "Dekorata.ru". - 2010 - No. 1 [Elektronik kaynak] - Erişim modu. - URL: http://dekorata.ru/NN/01/mokume-gane.html (17.02.2014 tarihinde erişildi).
2. Ponomareva K.S., Zhukova L.T., Dekoratif ve süs taşlarından nesneler oluştururken doku kullanımı, Tasarım. Malzemeler. Teknoloji. - 2014. - No. 4(34) St. Petersburg: SPGUTD - 220 sayfa.
3.Richard Fuller, Ron Gregory, Japon Kılıçları. Kenarlı silahların ansiklopedisi, AST, Astrel, Harvest, 2010 - 288 sayfa
4. Robert Coogan, James Bignon, Steve Midgett, Mokume Gane. Tam inceleme , Dedal-Basın, 2005 - 160 sayfa
Mokume Gane, metallerle çalışmak için bir Japon tekniğidir. Adını tam anlamıyla çevirmeye çalışırsak, şu kelime grubunu alırız: "mo" - ahşap, "kume" - doku, "gane" - metal. Özü, yüzeyinde ahşabı andıran dekoratif bir desen oluşturan birkaç farklı metalden oluşan kompozit bir ürün elde edilmesinde yatmaktadır.
Teknolojinin doğuşunun tarihi
Mokume gane tekniği, samuray kılıcı yapımcısı Denbei Shaomi sayesinde 17. yüzyılın sonunda ortaya çıktı. Birbirine benzemeyen metalleri birbirine bağlama fikrinin, üretime oryantal bir ekonomik yaklaşımın sonucu olduğuna inanılıyor. Değerli metallerin kıtlığı nedeniyle, samuray kılıcının asaletini azaltmayacak değerli bir yedek bulmaya çalıştılar.
Öyle ya da böyle, Shaomi, geliştirilen teknolojiyi sürekli olarak tamamlayan ve geliştiren çok sayıda öğrenciye aktardı. Zamanla, Mokume sadece silahları süslemek için değil, aynı zamanda ev eşyalarının imalatında da kullanılmaya başlandı: vazolar, tabaklar, mücevherler.
mokume gane tekniğinin özü
İlk ürünler shakudo alaşımından yapılmıştır (şakudo)%90-96 bakır ve %4-10 altından oluşan, ancak daha sonra diğer metaller kullanılmaya başlandı: platin, paladyum, gümüş, nikel, zirkonyum, titanyum ve bronz.

Mokume gane yönteminin ilk aşaması, renk ve süneklik bakımından farklı metallerden çok katmanlı bir iş parçası elde etmektir. Ek olarak, zıt bir süsleme yaratmak için, ısıtma sürecinde ve kimyasal reaksiyonlar malzemeler tonlarını değiştirebilir. Farklı kalınlıktaki değerli levhalar toz, oksit ve yağ filmlerinden iyice temizlenir ve belirli bir sırayla üst üste istiflenir, katman sayısı birkaç on'a ulaşabilir. Daha sonra levhalar, belirli bir sıcaklığın etkisi altında metallerin katı fazda difüzyon işleminin gerçekleştirildiği bir fırına yerleştirilir.
Isıtma derecesinin, tabakaların birbirine kaynaşmaya başlaması, ancak sıvı faza geçmemesi, tabakalar arasında açıkça tanımlanmış sınırlara sahip tek bir iş parçası oluşturması için tam olarak olması özellikle önemlidir. Zorluk, her metalin kendi erime noktasına sahip olması ve bazen ustaların en inanılmaz kombinasyonları elde etmeyi başarmasıdır.
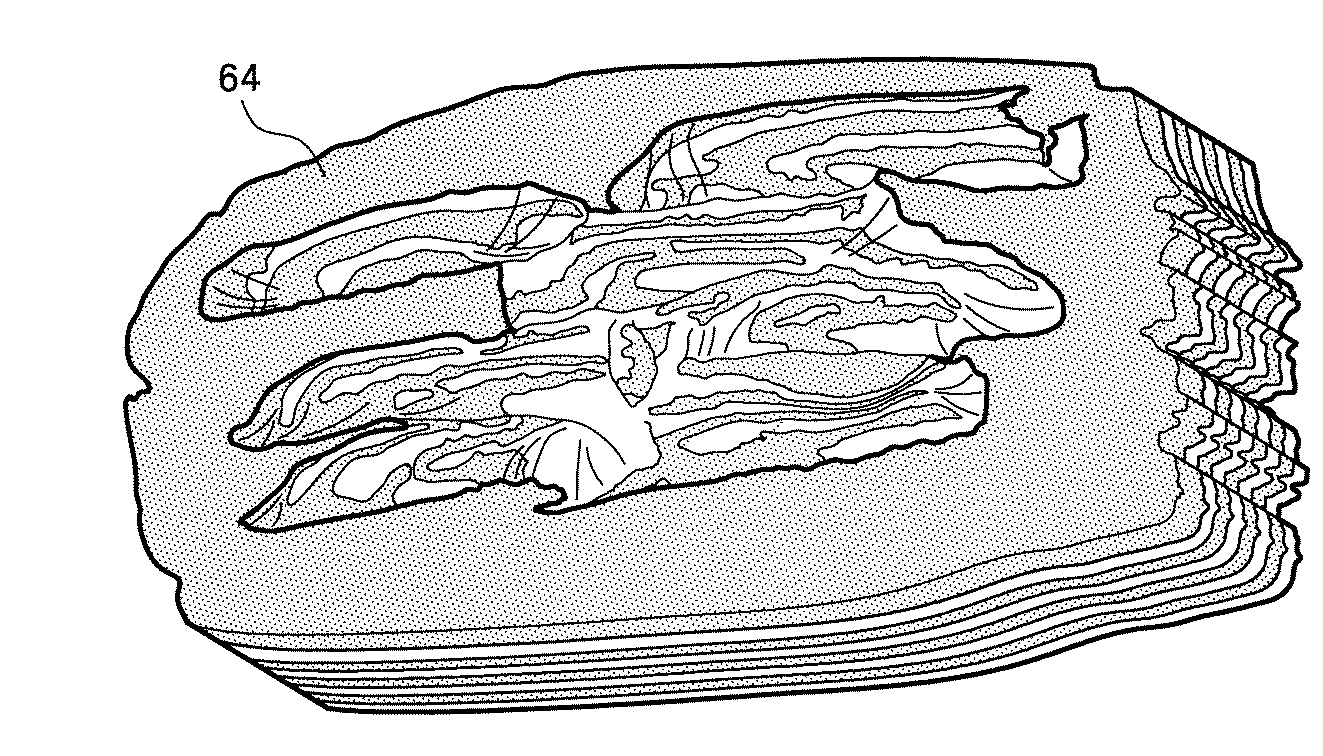
mokume gane tekniğini kullanarak alyans yapımına bir örnek.
Ortaya çıkan metal parçası tekrar tekrar preslenir, kesilir, darp edilir, dövülür, hamur gibi bükülür, böylece iç katmanlar yüzeyde olur ve düz kenarlar yeni karmaşık bir desende uzanır. Oluşturulan her desen benzersizdir, tüm teknolojik adımların aynı malzemelerle tam olarak tekrarlanması bile bir çift özdeş ürün elde etmenize izin vermez.
Modern eğilimler
İki yüzyıldan fazla bir süredir, mokume gane tekniği Japonya dışında bilinmiyordu. Sadece geç XIX yüzyılda sıra dışı ürünler ihraç edilmeye başlandı. Avrupa ülkeleri. Doğu metal ahşabının gizemini çözmek için Batılı ustalar tarafından çok zaman ve çaba harcandı. Teknolojinin karmaşıklığı nedeniyle, yüksek kaliteli ürünler bugün hala çok nadirdir. Mücevher üretimindeki modern başarılara ve teknolojik ekipmanın mevcudiyetine rağmen, dünyada bu yönde çalışan gerçekten kalifiye yüz usta neredeyse yoktur.

Bugün, mokume gane tekniği kullanılarak yapılan takılar özel takılar olarak kabul edilir ve buna karşılık gelen bir değere sahiptir. Her bir öğenin benzersizliğine ve üretim sürecinin zahmetine ek olarak, ek bir maliyet faktörü, yaygın kaynaktan sonra kullanılan değerli metaller daha fazla işlenemediğinden, büyük miktarda geri dönüşü olmayan atıktır.
MO - AHŞAP.
KUME - DOKU.
GANE - METAL.
Geleneksel mokume laminasyon işlemi ile mokume yapmak için elektrikli fırın yöntemi arasındaki farkı anlamak için laminasyon işleminin nasıl çalıştığına dair biraz bilgi sahibi olmak gerekir. Her yöntemde lamine edilecek metal plakalar temizlenir, istiflenir ve iki çelik plaka arasına sıkıştırılır.
Geleneksel işlemde, toplanan briket, yakıt olarak kömür, kömür veya gaz (Steve'in mini fırınında olduğu gibi) kullanan bir fırına veya ocağa yerleştirilir. Yüzeydeki metal parıldayana veya parıldayana kadar orada ısıtılır. Briket daha sonra fırından çıkarılır ve muhtemelen yapıştırma tabakasını sertleştirmek için hızlı bir dövme işlemine tabi tutulur. Katmanların kaynaşmasının anahtarı, bir "ışıltı" görünümündedir. Briket parladıktan sonra çok uzun süre fırında kalırsa, laminat büyük olasılıkla aşırı ısınacak ve sizde bir duman birikintisi bırakacaktır. Bu nedenle doğru anda tepki verebilmek için briketi şahin gözüyle takip etmelisiniz. Parlaklığın görünümünün çok ilginç bir şey olduğunu unutmayın: metal erimiş gibi parlar, ancak yine de katıdır! Gerçek şu ki, brikette sadece küçük bir miktar metal eritilir ve metal katmanlarını birbirine bağlayan da budur. Ve şimdi: Bir briket, içinde erimiş metalin varlığında nasıl su birikintisine dönüşmez? Bunu anlamak için metalurjiye kısa bir giriş yapmak gerekiyor.

Saf gümüş veya 999 altın (24K) gibi saf bir metal, genellikle erime noktası dediğimiz, iyi tanımlanmış bir sıcaklıkta erir. Metalurjik terimlerle, bir metalin sıvı hale geldiği sıcaklığa sıvılaşma noktası, soğuduktan sonra katılaştığı sıcaklığa ise katılaşma noktası denir. Saf bir metal eksi 1 derecelik bir likidus sıcaklığına kadar ısıtılırsa, yine de katıdır; likidus noktasının üzerine ısıtıldığında sıvı hale gelir. Tersine, metal katılaşma noktasının biraz üzerindeki bir sıcaklığa soğuduğunda hala sıvıdır, katılaşma noktasına soğuduğunda tekrar katı hale gelir.
Birçok alaşımda, tek tek metaller, tüm tanelerin aynı bileşime sahip olacağı şekilde birleştirilir. Örneğin, %60 gümüş ve %40 altından oluşan bir alaşım yaparsanız, alaşımdaki her bir tanecik %60 gümüş ve %40 altın olacaktır. Metalurjik açıdan homojen bir katı çözeltidir. Altın ve gümüş karşılıklı olarak çözünür ve herhangi bir oranda homojen bir katı çözelti oluşturur. Homojen bir katı çözelti, saf bir metal gibi davranır; bu, katılaşma ve sıvılaşma noktalarının aynı sıcaklık değerine sahip olduğu anlamına gelir.
Ancak gümüş ve bakırın tamamen farklı bir hikayesi var. Bir bakır ve gümüş alaşımında, katı ve sıvı noktaları arasındaki aralık onlarca ve yüzlerce derece olarak ölçülebilir. Örnek olarak, som gümüş parlak hale gelir ve 778°C'de erimeye başlar, ancak 892°C'ye kadar sıvılaşma noktasına ulaşmaz. Soğutulduğunda sıvı hal 778°C sıcaklığa ulaşana kadar sertleşmeyecektir. Metalin bu davranışı, som gümüşte tek tek elementlerin eşit olmayan bir şekilde dağılmış olmasının bir sonucudur. Alaşımdaki bazı taneler %94 Ag (gümüş) ve %6 Cu (bakır), %94 Cu ve %6 Ag ve geri kalan tüm -72 Cu ve %28 Ag bileşimine sahip olabilir.
72Cu/28Ag tanelerinin sıvılaşma noktası 778°C, 94Cu/6Ag tanelerinin sıvılaşma noktası saf bakırın erime noktasına yakındır ve 6Cu/94Ag taneleri 892°C'nin biraz üzerinde bir sıcaklıkta demlenir. Alaşım 778°C'nin üzerine ısıtıldığında 72Cu/28Ag taneleri erir, ancak 94Cu/6Ag ve 6Cu/94Ag taneleri hala katı halde olacaktır. Alaşım şeklini koruyacak, ancak katı kristal bir matriste bulunan bir sıvıdan oluşacaktır. Metalurjik terimlerle, aynı sıcaklıkta hem sıvı hem de katı fazlara sahip olursunuz. Ne kadar sıvı veya katı olduğu sıcaklığa bağlıdır. Alaşımın sıcaklığı arttıkça, gümüş giderek daha fazla bakırı çözer ve sert taneler çözülür. Sıcaklık 892°C'ye ulaşır ulaşmaz tüm tahıllar sıvı faza geçecektir.

Şimdi mokume briketin yüzeyi parlamaya başlayana kadar ısıtıldığında ne olduğu hakkında konuşabiliriz. Bu sıcaklıkta alaşım, likidus sıcaklığına ulaşmış ve erimiş taneler içerir. Koşullar karşılanırsa (temizlenmiş metal yüzey, oksit yok), tüm plakaların yüzeylerini akmaya veya ıslatmaya başlayacaktır. Eriyebilir taneler eridiğinde, kristal matristen dışarı akmaya başlar ve giderek daha geniş bir alanı kaplar. Kılcal çekimden etkilenirler ve plakalar arasındaki boşlukları doldururlar ve açıkta kalan tüm yüzeyleri, gümüş lehimin çok temiz bir metal alanında davrandığı gibi kaplarlar. Daha refrakter tanelere sahip gözenekli bir matris bırakırlar. Bu gözenekli alan laminatta çok zayıf bir noktadır. Bunu düzeltmek için, briket fırından çıkar çıkmaz bu bölgeyi sıkıştırmak için hafifçe dövülmelidir. Bu, gözenekli alana daha yoğun, daha güçlü bir yapı kazandırmaya yardımcı olur. Bu yapılmazsa, gözenekli alan sonraki işlemler sırasında delaminasyon için potansiyel bir odak noktası olacaktır.
Geleneksel füzyon yöntemlerinde, bir briketi fırından veya demirden çıkarmak için doğru anı belirlemek biraz beceri ve deneyim gerektirir. Kısmen briketteki bir veya daha fazla metalin katılaşma ve sıvılaşma sıcaklıkları arasındaki geniş aralık nedeniyle bazı metal kombinasyonlarıyla çalışmak kolaydır. Geniş bir erime aralığına sahip bir alaşımda, düşük sıcaklık fazı eriyecek ve akarak bir "parlaklık" yaratacaktır, ancak metal plakalar yine de erimemiş daha yüksek erime fazlarının katı yapısını koruyacaktır. Erime aralığı darsa, ışıltıyı gördüğünüzde tüm alaşım neredeyse erimiştir. Çok katmanlı briketleri kaynaştırmak da çok zordur çünkü tüm briketin eşit şekilde ısıtılmasını sağlamak zordur. Dış kenarlar uygun sıcaklığa kadar ısınabilir, iç alanlar ise kaynaşmak için hala soğuktur. Eski Japonya'da başka seçenek yoktu; bir kömür ocağında çalışacak ve bu tekniğin tüm zorluklarını aşacaksınız.
Günümüzde sıcaklık kontrollü elektrikli fırınlar, füzyon işleminin süresini ve sıcaklığını tam olarak kontrol etmenizi sağlar. Bu iki parametreyi kontrol ederek başarı oranını arttırabilir ve büyük objelerle çalışabilirsiniz.
Geleneksel laminasyon ile elektrikli fırın füzyonu arasında büyük bir fark vardır. Metal, kullanılan metallerden herhangi birinin kurucu fazlarından herhangi birinin sıvı sıcaklığına asla ısıtılmaz. Bunun yerine metal, sıvı sıcaklığına yakın bir sıcaklığa ısıtılır ve bu sıcaklıkta birkaç saat tutulur. Artık hassas kontrol sağlayan bir cihazınız olduğuna göre, doğru sıcaklığı nasıl seçersiniz? Bunu hesaplamak için metalurji hakkında konuşmaya devam etmemiz gerekiyor.
Metalurjik terimlerle tavlama sıcaklığı, yeniden kristalleşme sıcaklığı olarak da bilinir. Bir metal bu sıcaklığa ısıtıldığında meydana gelen işlemlerden biri, dövme, haddeleme veya çekme gibi soğuk işleme sırasında gelişen gerilim gidermedir. Bu fenomenin başka bir yönü ile de ilgileniyoruz. Saf bir metal veya alaşım bu sıcaklığa ısıtıldığında, içinde yeniden kristaller büyümeye başlar. İki veya daha fazla temiz, oksitsiz metal plaka birbiriyle yakın temas halinde yerleştirilirse ve sıcaklık kullanılan metaller için yeniden kristalleşme noktasının hemen üstüne çıkarsa, kristaller temas sınırlarının ötesinde büyür. Her metalin atomları difüzyon yoluyla bir metalden diğerine hareket edecektir. Hareket sürecinde, bu atomlar, atomların göreceli büyüklükleri ve her bir atom tipinin sayısı ile belirlenen düzenli yapılar halinde bir araya geleceklerdir. Atomların sıralı yapılarına taneler denir. Briket bu sıcaklıkta yeterince uzun süre tutulursa, briket içindeki tüm metallerin homojen bir alaşımına dönüşecektir (bu çok zaman alır). Tipik olarak, mokumdaki difüzyon alanı 0.025 mm'den çok daha küçüktür. Difüzyon bölgesindeki tanelerin bileşimi, her bir metalin atomlarının diğer metallerin atomlarına göre ne kadar hızlı hareket ettiğine bağlı olarak değişir. Onları birbirine bağlayan bağlantı katmanını oluşturan metal plakaların temas noktasında yeni kristallerin büyümesidir.

Laminasyon için gerekli sıcaklığı belirlemek için, yüzeylerle temas halinde olan tüm metal kombinasyonlarının en düşük eriyen alaşımının bazı özel gündüz sıcaklıklarını bilmeniz gerekir. Bu, briket içindeki metal plakanın en düşük erime noktası anlamına gelmez. Örnek olarak lamaları alalım, "bakır ve saf gümüşten oluşan bir ulus. Bakırın 1083°C'de ve saf gümüşün 960°C'de eridiğini biliyoruz; ama fırınınızı 926°C'ye ayarlarsanız, geri döndüğünüzde bir erimiş metal birikintisi bulacaksınız. Bir alaşımın, kendisini oluşturan metallerden herhangi birinin erime noktasından daha düşük bir sıcaklıkta eriyebileceği anlaşılmalıdır. Gümüş ve bakır durumunda, en düşük erime noktasına sahip alaşım %28 gümüş ve %72 bakırdır; 778°C'de erir. Bu alaşıma ötektik denir. Bakır ve gümüşün en eriyebilir alaşımı olan ve saf bir metal gibi davranan odur. Yani, oradan gider katı hal, bir ara erime aşaması olmayan bir sıvıya. Bazı bakır ve gümüş molekülleri, bu metalleri yakın temasa sokup 778°C'ye ısıtırsanız eriyecek bir alaşım oluşturacaktır. Metalurji uzmanları, faz diyagramları adı verilen iki veya daha fazla elementin kombinasyonlarının erime noktalarını gösteren birçok diyagrama sahiptir. Aşağıda altın, gümüş ve bakır için üçlü (üç element) bir faz diyagramı verilmiştir.
Tüm metal kombinasyonları için faz diyagramları, metalürji uzmanlarının referans kitaplarında bulunabilir. Ayrıca çevrimiçi olarak da bulunabilirler. Faz diyagramı, laminasyon sıcaklığını belirlemenin en doğru yoludur. Bilinen alaşımların çoğunun erime noktalarına bakarak, gerçeklerden çok uzak olmayan bir varsayımda bulunabilirsiniz. Örneğin, altın, gümüş ve bakır alaşımlarının erime noktalarına ihtiyacınız varsa, üçlü faz diyagramında minimum erime noktasının 778°C olduğunu göreceksiniz. Bu nedenle, bir alaşımdaki altın, gümüş ve bakırın herhangi bir kombinasyonunun 778°C'nin altında erimeyeceğinden emin olabilirsiniz. Bu nedenle fırın sıcaklığını 760°C'ye ayarlarsanız altın/gümüş ve bakır alaşımlarının erimeden başarıyla lamine edildiğini göreceksiniz. Fırının düzensiz ısınması veya yerel erimeye yol açabilecek sıcak noktalar olması durumunda, sıcaklığı genellikle katılaşma sıcaklığının 15-30°C altına ayarladım.
Teçhizat.
Bir elektrikli fırında mokume yapmak için gereken ekipmanın çoğu, iyi donanımlı bir kuyumcuda zaten mevcuttur, ancak yukarıdakilerin bazılarına sahip olmayabilirsiniz.
Makume için uygun sıcaklık sensörlü ucuz fırın.
Pişirmek:
İhtiyacınız olan ilk şey, tam sıcaklığı ayarlamanıza ve korumanıza izin verecek termostatlı bir elektrikli fırındır. Bu tür fırınlar, sıcaklığı bir santigrat derece içinde tutabilir. Gazlı fırınlar, doğru bir sıcaklığı korumak için kolay veya ucuz bir şekilde ayarlanamadıklarından yaygın olarak kullanılmazlar.
Dijital sıcaklık kontrol sisteminde üç ana parça vardır. Birincisi termostatın kendisidir. Fırının içindeki sıcaklığı okumak için bir sensör kullanan ve istenen sıcaklığı korumak için fırının ısıtma elemanlarını açıp kapatan bir elektronik anahtara sinyal gönderen özel bir mikroişlemci türüdür. K tipi termokupl, en yaygın kullanılan sensördür. o yanında büyük ölçüde güvenilirlik, oda sıcaklığından 1100°C'nin biraz üzerine kadar olan sıcaklıkları ölçebilir. Anahtar, ısıtma elemanlarını açıp kapatmak için kullanılan bir röle veya yarı iletken olabilir. Bunların hepsini 300 dolardan daha az bir fiyata alabilirsiniz. Üzerine bir termostat takarak mevcut bir elektrikli fırını değiştirmek de mümkündür. Elektrikli cihazların kurulumuna ilişkin güvenlik kurallarına aşina değilseniz, değişiklik kendi başınıza yapılmamalıdır. Bu profesyonel bir elektrikçi tarafından yapılmalıdır.
Fan:
Temizledikten sonra metali kurutmak için kullanıyorum. Islak metali hızlı bir şekilde kurutmak önemlidir, böylece su ile temas ettiğinde oksitlenmeye zaman kalmaz. Ucuz bir ev tipi elektrikli süpürge kullanıyorum, ancak yalnızca bu amaç için. Manşon, elektrikli süpürgenin çıkışına takılır ve yüksek basınç altında temiz, soğuk hava akışı sağlamak için kullanılır. Isıyı kapatarak saç kurutma makinesi de kullanabilirsiniz. Hava sıcak olarak verilirse oksidasyon sürecini hızlandıracaktır, bu nedenle buna gerek yoktur. Kompresör havası az miktarda su ve yağ içereceğinden metali kirleteceğinden kullanılmamalıdır.
Malzemeler.
pomza:
Clean King gibi bakır veya paslanmaz çelik yüzeyleri temizlemek için pomza taşı veya ev tozu, metal plakaları brikete yerleştirmeden önce temizlemek için kullanılır.
Granül kömür fraksiyonu 4-12 ağ.
Bu tür kömür, yerel evcil hayvan dükkanınızdan satın alabileceğiniz akvaryum filtrelerinde kullanılır. Laboratuvar reaktifleri sağlayan şirketlerden de satın alınabilir, ancak daha yüksek bir fiyata. yüksek fiyat. Izgara için sıradan kömür de kullanılabilir, önce yaklaşık 6 mm boyutunda parçalara ayrılması gerekir ve bu çok dağınık bir işlemdir.
Metali temizlemek için sünger taşı ile birlikte ScotchBrite aşındırıcı süngerlere ihtiyaç vardır.
Cıvatalı sıkıştırma plakaları.
Laminat yapacağınız briketi aralarına kuvvet ile tutturmak için iki adet çelik plakaya ihtiyaç vardır. Genellikle 20 - 25 mm kalınlığında ve briketi cıvatalar arasında tutmak için yeterli alana sahip plakalar kullanırım.
Her işe başlamadan önce, bir önceki briketten sonra oksitleri ve çentikleri gidermek için iç yüzeylerini bir zımpara taşı ile işliyorum. Çok ince olana kadar tekrar tekrar kullanabilirim. Kalınlıkları 20 mm'den az olduğunda, fırında yüksek sıcaklık ve basınç altında kuvvetli bir şekilde bükülürler, bu nedenle değiştirilmeleri gerekir.
Somunlar ve cıvatalar.
Kelepçe plakalarını bir arada tutmak ve fırının içinde basınç altında tutmak için somun ve cıvatalara ihtiyacınız olacak. 12 mm cıvataların iyi çalıştığını gördüm. Cıvatalar, somunu sıkmak için yeterli alana sahip olmanız için kelepçe plakalarının ve aralarındaki briketin kalınlığından en az 12 mm daha uzun olmalıdır. Somunları ve cıvataları sıkmak için iki anahtara da ihtiyacınız olacak.
Koruyucu kaplama.
Briketin çeliğe yapışmasını önlemek için sıkıştırma plakalarına koruyucu bir kaplama uygulanır. Macunun plakaların yüzeyine yapışmasını sağlamak için suda seyreltilmiş sarı hardal sarısı ve biraz Elmers tutkalı kullanın. Ayrıca, ürünün arkasını fırında oksidasyondan korumak için kullanılan bakır yüzeylerin emaye edilmesi için koruyucu bir kaplama olan Scalex'i de kullanabilirsiniz. Yöntemlerden herhangi biri yapacak.
Paslanmaz çelik aletler için sarma malzemesi.
Bu sarma malzemesi, havayla sertleştirme işlemi sırasında ısıl işlem sırasında takım çeliğini oksidasyondan korumak için hava geçirmez torbalar yapmak için yaygın olarak kullanılır. Koku laminasyonu sırasında mükemmel bir oksijen bariyeri oluşturur. Briketli kenetleme plakaları, indirgeyici (oksijensiz) bir atmosfer sağlayacak kömürle dolu bir torbaya yerleştirilecektir.
Sarma malzemesi, fırında yüksek sıcaklıklara dayanan ve sızdırmazlığını koruyan özel olarak formüle edilmiş paslanmaz çelik bir folyodur. 30 veya 60 cm genişliğinde ve 15 ila 30 m uzunluğunda rulolar halinde mevcuttur.Takım tezgahı tedarikçilerinden satılmaktadır. Bu malzeme ile çalışırken çok dikkatli olun. 0,05 mm kalınlığındadır, bir kağıdın kalınlığının yaklaşık iki katıdır, böylece folyo sizi bir bıçak gibi kesebilir.
hazırlık işlemleri.
Laminatta kullanacağınız sacları seçin ve kesin. Levhaların boyutu ve kalınlığı, bitmiş mokume ürününün boyutuna göre belirlenir. 26 B&S (0,4 mm) ile 6,3 mm arasında değişen kalınlıklarda hem küçük 25 mm x 12 mm kesici uçlarla hem de büyük 75 mm x 75 mm kesici uçlarla çalıştım. Briketinizi manuel olarak dövmeyi planlamıyorsanız, briketinizin kalınlığı rulolarınızın maksimum namlu ayarını geçmemelidir. Çoğu manuel silindirin namlu yayılımı 6 mm veya daha az ile sınırlıdır.
Granül kömür çok iyi bir emicidir, bu nedenle filtrasyon sistemlerinde kullanılır. Ayrıca havadaki su buharını iyi emer. Fırında kapalı bir torbada su buharına ihtiyacımız yok, bu yüzden onlardan kurtulmamız gerekiyor. 2 ölçü kabı (yaklaşık 0,5 L) granül kömürü metal bir tencereye dökün ve kömürün havadan emdiği suyu buharlaştırmak için 200°C'nin biraz üzerine ısıtın (bunun için bir bit pazarı ekmek kızartma makinesi kullanıyorum). Bu en az 30 dakika sürer. İhtiyacınız olana kadar 200°C'ye ısıtılmış fırında bırakın.
Şimdi çelik plakaları temizlemeniz ve düzleştirmeniz gerekiyor. Bunu yapmanın en kolay yolu bir zımpara taşıdır, ancak bunu manuel olarak da yapabilirsiniz. Çelik plakaların iç yüzeylerinden önceki çalışmalardan tüm oksitleri ve çentikleri çıkarmanız gerekir. Diğer yüzeyle herhangi bir şey yapmanıza gerek yoktur. Temiz, pürüzsüz ve düz bir yüzey elde etmelisiniz. Çelik plakaları temizledikten sonra, ince bir kat sarı hardal veya Scalex ile kaplayın ve kurumaları için sıcak bir yere koyun.
Briketi temizlemek ve şekillendirmek için ekipman.
Bir sonraki adım metalleri temizlemektir. Temizlik, şüphesiz mokume yapımında en önemli adımdır. Metalin kapsamlı bir temizliğini yapmazsanız, kalitesiz bir lamine briket almış olarak birkaç saatlik çalışmanızı kaybedersiniz. Bu aşamada yaptığınız her şeye yakından sahip çıkmak çok önemlidir.
Atölyemde temizlik için üç küçük plastik küvet kullanıyorum. Birincisi iki litre distile su ile doldurulur, bu sert bir temizleme banyosudur. Bir sonraki banyo da iki litre distile su ile doldurulur, bu durulama banyosudur. Üçüncü banyo kuru, yanında damıtılmış su ile bir püskürtücü. Küvetler ve püskürtücü yeni satın alındı ve sadece mokümü temizlemek için kullanıldı.

İş ilerlemesi Adım1.
Ellerinizi sade sabun ve suyla yıkayın. Parfümlü sabunlar, losyonlar veya nemlendirici sabunlar kullanmayın, çünkü bunlar ellerinizde temizlenen metale bulaşacak bir film bırakacaktır. Ellerinizi iyi yıkayın. Sadece mokume temizlemek için kullandığım bakır ağartıcı cımbızla (balık kuyruğu cımbızını tercih ederim) temizleyin ve durulayın
Adım 2
Metal plakayı elinize alın ve temizleme banyosuna daldırın. Pomza taşı serpin ve yüzeyler temiz ve parlak hale gelene kadar 8 cm'lik bir ScotchBrite aşındırıcı sünger parçası ile ovalayın. Plakaların kenarlarını göz ardı etmeyin.
Aşama 3.
Temizlenmiş çarşafı bakır cımbızla alın ve önce temizleme banyosunda, ardından durulama banyosunda durulayın. Süngerler arasında kalan pomzanın yıkandığından emin olmak için durulama banyosundaki cımbızın sapını gevşetin. Metali cımbızla alır almaz, artık elinizle dokunmayın.
Adım4.
Plakayı ısıtılmış bir banyo üzerinde gevşekçe tutarak, üzerine bir sprey şişesinden damıtılmış su püskürtün. Su, metal yüzey üzerinde düz, eşit bir film oluşturmalıdır. Suyun kenarlardan yükseldiğini veya damlalar halinde toplandığını fark ederseniz, metal üzerinde kirlenmiş alanlar vardır. Geri dönüp tekrar etmeniz gerekiyor.
Adım 2 ve 3. Sayfa temizse, cımbız veya diğer temizlenmiş briket plakaları dışında herhangi bir şeyle temas etmesine izin vermeyin.
Adım 5.
Plakaları bir elektrikli süpürgeden gelen hava akımıyla kurutun. Metal plakayı hava akımıyla cımbızdan dışarı üflememeye dikkat edin. Ayrıca cımbızın çeneleri arasındaki metali de kurutmalısınız. Önce temizlenmemiş tabaklarla pratik yapabilirsiniz. Temizlenmiş plaka üzerinde hala kontrolü kaybettiyseniz (elinizden düştüyse), 2. adıma dönün.
6. Adım
İş parçasını alt kelepçe plakasına yerleştirin. Ardından bir sonraki plakayı temizlemeye geçin - 2. adım.
7. Adım
Tüm iş parçaları temizlenip istiflendiğinde, koruyucu tabaka aşağıda olacak şekilde kelepçe plakasını üstüne yerleştirin ve cıvataları iki anahtarla sıkın.
8. Adım
Varsa, tüm yapıyı bir mengene veya hidrolik preste sıkıştırın ve briket basınç altındayken cıvataları tekrar sıkın. En iyi sonuçlar, tüm cıvatalara eşit basınçla elde edilir. Bu en iyi şekilde otomatik bir anahtarla (bir dinamometre ile) yapılır. Bu tip anahtarlar, belirli bir torka ulaşıldığında tık sesi çıkarır. Nispeten pahalıdırlar, bu yüzden mümkünse pratik yapmak için bir yere kiralayın ve daha sonra ihtiyacınız olduğunu düşünüyorsanız kendiniz satın alın. Otomatik bir anahtarla çalışırken, bunu 90 fit pound (12,45 kilogram-metre) olarak ayarladım. Bir sonraki adımı tamamlayana kadar monte edilen briketi bir kenara koyun.
Adım9.
Sarma folyosundan, kömürü ve briketin kendisini koyacağınız bir torba yapın. Bunu yapmak için, bir parça folyoyu makasla kesin, böylece uzunluğu kenetleme plakalarının çevresinden 5 cm daha uzun (10 cm x 4 = 40 cm + 5 cm = 105 cm) ve 30 cm genişliğinde olsun. folyo tabakasını ikiye katlayın ve kenarları çift katlayın, ardından bir polisaj pedi veya rulonun gücüyle düzeltin. Folyoyu bir tüp şeklinde şekillendirin ve sıkıştırma plakalarının içine sığıp sığmadığını kontrol edin. Sıkıştırma plakalarının şeklini taklit eden dikdörtgen veya kare bir şekil vermek için tüpte oluklar açarsanız, folyonun kenarlarını düzleştirmeniz ve briketi fırına yerleştirmeniz daha kolay olacaktır. Ardından, bir torba oluşturmak için tüpün alt ucunu ikiye katlayın ve bir deri çekiçle düzeltin.
Adım 10.
Kömürü fırından çıkarın. Bir folyo torbanın dibine az miktarda dökün. Kelepçe plakalarını bir torbaya koyun ve üst plakayı kaplayacak kadar kömür ekleyin, ardından tüpün üst ucunu ikiye katlayın ve bir tokmakla dikişi düzeltin.
Adım 11.
Maşa ve yanmaz eldiven kullanarak briketli poşeti önceden ısıtılmış fırına koyun ve 8-12 saat orada bırakın. Çoğu durumda, altın ve gümüş alaşımlı briketlerimi 760°C'de ve gümüş olmayan bakır alaşımlı briketlerimi 816°C'de lamine ederim. (Füzyon sıcaklıkları hakkında daha fazla bilgi için sonraki sayfadaki tabloya bakın).
Adım 1/2
Fırını kapatın. Briketli paketi fırından çıkarın ve oda sıcaklığında soğutun. Paketi açın. Bunu yaparken dikkatli olun, koruyucu deri eldiven giyin, çünkü artık eskisinden çok daha sert ve kırılgan olan folyo sizi çok kolay kesebilir. Briketi çıkarın. Cıvataları gevşetin ve bloğu sıkıştırma plakalarından çıkarın.

Adım 13
Çok kaba bir eğe veya demir testeresi olan bir mücevher testeresi kullanarak briketin kenarlarını törpüleyin. Plakaları ne kadar dikkatli kesip üst üste koyduğuma bağlı olarak genellikle 1.5mm ile 4.5mm arasında çekim yapıyorum. Briketi mümkün olduğunca az metal çıkaracak şekilde toplamak çok önemlidir. Testere izlerini parlatmak için kenarları zımpara kağıdı ile zımparalayın.
Adım 14
Briketin kenarlarını, çalışabileceğiniz en refrakter gümüş lehimle lehimleyin. Bu, briketin inceltilmesinin erken aşamalarında delaminasyon riskinin azaltılmasına yardımcı olacaktır. Briket, gümüş ve bakır içeren bir alaşım içeriyorsa, bu genellikle orta eriyen bir lehim kullanılması gerektiği anlamına gelir. Bakır ve gümüş bir oranda ötektik alaşım oluşturduğundan, briketi erime noktası olan 778°C'nin üzerine ısıtamazsınız. İyi bir flux kullanmak ve briketi hafifçe ısıtmak çok önemlidir çünkü fluxu kolayca yakabilirsiniz ve bu lehimin yayılmasını önleyecektir. Bu tip yüksek sıcaklıkta lehimleme için, Kullanışlı flux pastası veya diğer herhangi bir lehim fluxu yeterli olacaktır. Handy flux veya diğer lehim fluxlarının florür içerdiğini ve koruma için iyi havalandırmaya ihtiyacınız olduğunu unutmayın.
Gerekli sıcaklığa ulaşmadan akı yanmaya başlarsa, toz boraks şeklinde daha fazla akı ekleyebilirsiniz. Ve çoğu süpermarketin çamaşırhane bölümlerinden satın alabilirsiniz. Sıcak metalin üzerine bir tutam boraks dökün, oksidasyondan koruyacaktır. Bu, metal soğuksa, boraks kabarma ve pul pul dökülme eğilimi gösterdiğinden işe yaramaz, ancak metal 538°C'nin üzerine ısıtılırsa, boraks erir ve yüzeye yayılır, kaplar ve uzun süreli bir koruma oluşturur. İhtiyacınız kadar boraks ekleyebilirsiniz. Çıkarması, iksir veya başka bir işlem kullanması veya pastayı ağartıcıda kaynatması zor olan yoğun bir kaplama oluşturacaktır.
Adım 15
İlk aşamada briketin kalınlığı çok dikkatli bir şekilde azaltılmalıdır. Bunun için genellikle silindirleri kullanırım. Tavlamadan önce briketin kalınlığını yarım milimetreden fazla azaltmıyorum. Rulolar arasındaki her geçişte, kalınlığı bir milimetrenin onda biri kadar azaltıyorum. Daha agresif yöntemlere geçmeden önce çubuğu 3-5 kez hafifçe döndürüyorum. Tavlamalar arasında briket kalınlığını ne kadar azaltabileceğinizi belirlemek için deneyim gereklidir. Sana bu formülü veremem. muhafazakar olun; Aşırı stres yaratarak briketi delaminasyona uğratmaktansa çok sık tavlamak daha iyidir. Mokum tavlama işlemi sırasında, briket sertleştirilemez, çünkü hızlı soğumanın neden olduğu gerilmeler, mokume yapıştırma tabakası için çok güçlüdür. Laminat çok yüksek kalitede değilse, temperleme briketi delamine edebilir. Briketi daha hızlı soğutmak için hava üfleyen yüksek basınçlı bir fan kullanıyorum. Çökelme sertleşmesini azaltmak için metali hızlı bir şekilde soğutmak önemlidir. Bazı alaşımlar, tavlama noktasının biraz altındaki sıcaklıklarda tutulduklarında sertleşirler. Buna partikül sertleştirme veya çözelti söndürme denir.
Sıcaklık ve füzyon süresinin uygunluğu.
elektrikli fırında mokume yapmak için
Alaşımlar Sıcaklık, °С Zaman, saat
1. Kendi aralarında renkli altın 760 8-10
2. Bakırlı gümüş,
nikel gümüşü, bronz, kuromido veya shakudo 738 8-10
3. Bakır alaşımları kendi aralarında 816 8-10
4. Gümüş 760 8-10 ile altın
5. Pirinçli gümüş 704 6-8
6. Platin, 18k yeşil altın (18K) 968 5-7
7. Gümüş 774 4-6 ile paladyum

Yukarıdaki sıcaklık/zaman ilişkisi, elektrikli fırında mokume yapmak için genel bir kılavuz olarak kullanılmalıdır. Bazı alaşımlar ve fırın türleri farklı süreler ve sıcaklıklar gerektirir. Steve Cüce
Metalleri birleştirme sanatı. TAKI BAHÇESİ. №5 2015 s. 43-47.
“... Mokume gane, bir teknoloji olarak, feodal Japonya kültüründe oldukça uzun zaman önce ortaya çıktı. Adının kendisi “ahşap dokulu metal” olarak okunabilir, burada “gane” metal, “kume” doku, “mo” ahşaptır.
Mokume gane, hayatının çoğunu Kuzey Japonya'nın Akita Eyaletinde çalışarak geçiren kılıç ustası Denbei Shoami, 1651-1728 tarafından icat edildi. O ustaydı
en üst düzeyde ve bıçak imalatında, demir dışı metallerin birbirine bağlanmasının da mümkün olduğu keşfedildi.
desenli Şam çeliğine benzer dokular. Onun icat ettiği tekniğin karmaşıklığı, pratik olarak uyumsuz olan farklı metallerin, asla tekrarlanmayan çok güzel ve tuhaf kalıplarla birbirine bağlı olduğu gerçeğinde yatmaktadır.
Mokume gane sadece bir teknik değil, aynı zamanda bir felsefedir, çünkü metallerin eritilmesiyle oluşturulan çizimlere bakarak, felsefe yapabilir ve tefekkür edebilir, ancak silahların ve halkaların her zaman kutsal bir anlamı olduğu ve tüm doğu sanatlarında olduğu gibi. düzgün isimler. Mokume gane'deki ana şey bir çizimin oluşturulmasıdır.
Bu en zor süreçtir ve iç katmanlarçeşitli yöntemler kullanılarak ürünün yüzeyinde. Çok katmanlı metal kompozit sayesinde kuyumcu çeşitli desenler yaratmak için bolca fırsata sahiptir. Metaller basınçla sinterlenir
yüksek sıcaklıkta, bağlantı noktalarında farklı metallerin atomlarının difüzyon ikamesini oluşturur. Tüm süreç, yüksek mücevher becerisi gerektiren çok maliyetli ve zaman alıcıdır.

Batı'da bu tekniğin keşfinin tarihi, 19. yüzyılın sonunda, Hiroko Sato Pizhanovsky ve Eugene Michael Pizhanovsky'nin Tokyo'da bir halk el sanatları sergisini ziyaret ettiği 70-80'lerde geliştirildi. Mokume gane tekniğinde yapılan çalışmalar onlar için bir keşif oldu ve usta Gyukomei Shindo'nun yanı sıra Masahisa Yagihara ve Norio Tamagawa ile dostane ilişkiler kurmak için her türlü çabayı gösterdiler. Onlardan teknolojinin kökenini öğrendiler. Hirotoshi Ito adlı başka bir Japon usta, 1998 yılında mokume gane tekniğini öğretti. Ito'nun dersleri ve felsefesi, öğrencilerinin yaşamı ve çalışmaları üzerinde derin bir iz bıraktı. Ve mokume tekniği hala Tokyo Üniversitesi'nde tanıtılıyor. Güzel Sanatlar ve müzik.
Şu anda, mokume gane tekniği en karmaşık ve güzel metal işleme tekniklerinden biridir. Mokume gane, teknoloji ve sanatın birliğidir, ustadan sadece en derin üretim yöntemleri bilgisini değil, aynı zamanda yaratıcı ilhamı da gerektirir. Ne yazık ki, geleneksel Japon mokume gane tekniği Rusya'da pratik olarak kullanılmamaktadır. St. Petersburg'un kuyumcuları, bilgileri parça parça toplayarak ve süreçte bazı değişiklikler yaparak, bu teknikteki ürünlerin özünü değiştirmeden bırakarak onu yeniden yaratmayı başardılar. Onlar sayesinde, feodal Japonya'nın ustalarının eski teknolojisini ortaya koyan çeşitli metallerin sentezinde benzersiz karizmaya sahip ürünler yaratmak mümkün oldu. mokume gane'in benzersizliğinin tadını çıkarın. O hayran olmayı hak ediyor.
Metalleri birleştirme sanatı. TAKI BAHÇESİ. №5 2015 s. 43-47.




 Английский вокруг нас исследовательская работа")
