Calculul reproductibilității între două laboratoare. Caracteristicile procesului de testare. Demonstrarea controlabilității componentei de laborator a părtinirii
Să fim atenți la următoarele. Recomandările RMG 76 au fost elaborate ținând cont și în dezvoltare de cerințele standardelor internaționale ale seriei GOST R ISO 5725 (denumită în continuare 5725), în primul rând partea a șasea, referitoare la VLK. Deci, dintre cele două tipuri de control care ne interesează, ultimul document conține doar un test de acceptare. Controlul operațional nu este reglementat aici. Și acesta, cred, este unul dintre motivele „amestecării” menționate mai sus: când studiez controlul operațional conform RMG 76, unde, după cum s-a spus, sunt în curs de dezvoltare prevederile 5725, vreau să găsesc sursa originală în documentul „părinte” și, ca atare, poate „apari” un control de eligibilitate foarte asemănător.
Terminologie legată de calitate și statistică. Interpretarea non-statistică a acestor valori este că este diferența maximă dintre două rezultate obținute în anumite condiții care poate fi atribuită acurateței metodei de testare. Prin urmare, limitele de repetabilitate și reproductibilitate publicate pot fi utilizate ca limite de decizie pentru a susține sau a contesta validitatea ipotezei că ambele rezultate ale testelor au fost obținute pe același material în ordinea corectă, în funcție de condiții specifice.
În ceea ce privește moștenirea, trebuie spus aici că organizația FSUE „UNIIM” a elaborat și emis instrucțiunile MI 2881-2004 (denumit în continuare MI 2881), care joacă același rol pentru testarea eligibilității ca RMG 76 pentru VLK, precum și RMG 64- 2003 pentru evaluarea indicatorilor de acurateţe. Această moștenire este prezentată clar în diagramă. Rețineți că, pe lângă algoritmii și metodele moștenite de la 5725, RMG/MI dezvoltate conțin adăugiri proprii și foarte semnificative.
Limitele de repetabilitate și reproductibilitate sunt derivate statistic din studii special concepute. Diverse practici standard care prescriu cerințe specifice asociate cu aceste studii au fost dezvoltate și adoptate de diverse industrii pentru a satisface nevoile lor specifice.
Deși abordările și filozofiile statistice pot diferi de cele practice, toate aceste metode se bazează pe principii statistice similare, iar interpretarea și aplicarea rezultatelor rezultate finale sunt în esență aceleași. Trebuie luată o decizie dacă diferența dintre cele două rezultate poate fi atribuită numai acurateței testării metodei.
În contextul acestui articol, este de asemenea necesar să se țină seama de unele dintre prevederile și algoritmii cuprinsi în documentele de reglementare (DR) pentru procedurile de măsurare (MP). Cert este că în aceste documente, atât interne, cât și străine, într-o măsură sau alta, este reglementat și controlul erorilor. Majoritatea documentelor de pe MVI au fost create fie înainte de introducerea documentelor, fie fără a le lua în considerare. Din această cauză, apar anumite dificultăți metodologice pentru utilizarea consecventă a acestora împreună cu cele reglementate în documentele noi. Metode VLC. Acest lucru va fi discutat în continuare.
Unde = media celor două rezultate. Decizia trebuie luată folosind cele două rezultate privind prezența dovezilor de degradare octanică din cauza tranzitului. Deoarece ambele rezultate sunt obținute în condiții de reproductibilitate, iar diferența absolută de 7 este mai mică decât reproductibilitatea publicată de 9, diferența se poate datora numai acurateței testării metodei. Prin urmare, nu există dovezi concludente că degradarea octanică are loc în timpul tranzitului.
Expresie generală pentru incertitudinea standard combinată
După cum s-a descris în articolul anterior din această serie, același operator și același echipament se repetă pe mai multe perioade scurte de timp pe mai multe ore, rezultând cea mai bună situație, care ar trebui să fie cea mai mică variație între citiri. Aceasta devine o măsură a repetabilității măsurătorilor și este reprezentată prin calcularea abaterii standard a repetabilității.
Indicatori de calitate
La efectuarea oricăror tipuri de VLK, principalul criteriu de luare a deciziilor este compararea valorilor obținute în timpul măsurătorilor cu limitele de control. Aceste limite sunt calculate pe baza indicatori de calitate tehnici de analiză sau indicatori de calitate rezultatele analizei. Terminologia și metodologia de stabilire și utilizare a acestora are o serie de caracteristici. Considerarea lor este importantă pentru prezentarea ulterioară.
De obicei, este necesar doar un număr mic de replici pentru fiecare protocol de testare din fiecare laborator. Făcând o medie a rezultatelor în mai multe laboratoare, aflăm cum ar putea funcționa un laborator tipic. Desigur, totul depinde de câte laboratoare sunt implicate și de cât de bine reprezintă ele lumea reală a laboratoarelor. Deci, dacă aveți doar 10 laboratoare, mai ales dacă dezvoltă un standard, ar putea fi discutabil să presupunem că orice alt laborator aleatoriu va funcționa și el.
Acest lucru poate fi cu siguranță cazul pentru metode noi. Când rulăm o metodă de testare în mai multe laboratoare diferite pe același material, sperăm să detectăm toate variațiile potențiale care pot apărea atunci când folosim metoda de testare. De vreme ce acum avem diferiți operatori, diferite echipamente și diverse conditii mediu inconjurator, vor fi introduse toate condițiile intermediare și altele. Astfel, ar trebui să ne așteptăm la mai multă variabilitate a rezultatelor de la diferite laboratoare.
Analiza terminologică
Termenii și definițiile legate de VLC se găsesc în multe documente de referință. Nu există întotdeauna o sincronizare strictă între ele. Și pentru o interpretare fără ambiguitate a formulărilor utilizate, este adesea necesară o analiză suplimentară. Unele concepte problematice care sunt importante pentru controlul operațional sunt luate în considerare mai jos.
Măsura acestei schimbări mai mari din cauza citirilor efectuate în laboratoare este definită ca abaterea standard a reproductibilității. Din nou, problema interpretării acestei opțiuni este că depinde de numărul de laboratoare. Când se folosește doar un eșantion foarte mic din toate laboratoarele care pot rula această metodă, ar trebui să aveți grijă să presupuneți că aceste rezultate sunt reprezentative pentru toate laboratoarele care ar fi putut fi efectuate cu același test. În plus, este important să ne uităm la rezultate pentru a vă asigura că unele laboratoare îndeplinesc diferite sarcini în mod constant.
Valori măsurate
Fără a pierde generalitatea, putem presupune că rezultatul final al oricărui CCA - cu alte cuvinte, măsurarea prin MVI - este o anumită valoare numerică care este emisă ca rezultat pentru utilizarea sa în diverse scopuri. În 5725 această valoare este numită rezultatul măsurării, în RMG 76 - rezultatul măsurării de control, în MI 2881 și RMG 76 - rezultatul analizei. În alte RD, în special în procedurile de măsurare, pot exista denumiri diferite, de exemplu rezultat final. Vom păstra termenul rezultatul măsurării.
Adesea, cauza principală a diferențelor dintre laboratoare se datorează unui tip de părtinire sau diferență sistematică care apare pentru unul sau mai multe laboratoare. Aceasta este o problemă mai ales când aflați când au participat efectiv doar un număr foarte mic de laboratoare.
Procesul de eșantionare
Dacă folosim termenii repetabilitate și reproductibilitate pentru a descrie natura variației, atunci această modificare este cel mai bine calculată ca abatere standard. Cu aceste calcule, ajungem la un interval de reproductibilitate, care este apoi folosit pentru a compara diferența dintre două rezultate reale ale testelor pe care le-am putut observa din două laboratoare. Aceste tipuri de intervale sugerează următoarele.
Alte „obiecte” importante pentru noi care apar în CCA sunt valorile obținute în urma a două sau mai multe repetări ale tuturor pașilor de măsurare și utilizate pentru mediere pentru a obține un rezultat al măsurării (uneori se calculează mediane în loc de medie - vezi de mai jos). În 5725 este - observații unice, în RMG 76 - rezultatele determinărilor de control, în MI 2881 și RMG 76 - rezultatele analizelor individuale (determinări unice). Uneori este folosit și termenul definiții paralele, unde cuvântul „paralel” înseamnă obținerea tuturor valorilor în condiții de repetabilitate (a se vedea mai jos). Vom adera la combinație rezultat(e) determinării paralele, întrucât trebuie respectate întotdeauna condițiile de repetabilitate din algoritmii considerați mai jos.
Și mai importantă este reutilizarea comparației de modele. De exemplu, dacă faceți o mulțime de comparații în perechi, șansa ca una să fie diferită aleatoriu crește rapid. Tabelul prezintă principalele statistici rezumative.
Prezentarea informațiilor despre incertitudine
Pentru a interpreta aceste valori de abatere standard, dacă am avut o citire de aproximativ 135 și am avut un operator într-un laborator care face multe teste pe acest material, atunci 95 la sută din citiri erau în intervalul de aproximativ 0 unități. Dar dacă doar două citiri au fost efectuate la întâmplare, atunci în 95% din cazuri diferența dintre aceste două citiri nu ar trebui să depășească 33 de unități. În mod similar, dacă mai multe laboratoare au trecut un test, 95 la sută din citirile individuale s-ar încadra în intervalul de aproximativ 6 unități, dar o pereche de citiri ar avea rareori o diferență de mai mult de 02 unități.
Caracteristicile indicatorului de repetabilitate
În practică, la interpretarea parametrilor de erori dați în diverse documente normative, apar anumite dificultăți. Nu în ultimul rând, aceasta se datorează ambiguității interpretării, într-un context sau altul, a unor termeni, care a fost ilustrată mai sus. Există și alte motive.
Standardele 5725 „au venit la noi” din străinătate și, în general, fără adaptare (aceasta este o traducere autentică). Ele trebuie aplicate, în primul rând, la MVI domestic. Dar există diferențe în practica de compilare a ND străine și interne cu privire la metode.
Interese concurente: Autorii au afirmat că nu există interese concurente. Utilizarea instrumentelor standardizate este o componentă importantă a practicii bazate pe dovezi. Încrederea în instrumentele standardizate necesită clinicienilor să-și înțeleagă proprietățile, punctele forte și punctele slabe pentru a interpreta rezultatele și a lua decizii clinice. Acest articol este pentru ca medicii să ia în considerare ratele de eroare de măsurare. Autorii prezenti metode statistice, care fac parte din abordarea actuală pentru evaluarea fiabilității testelor și evaluarea rezultatelor testelor.
Documentele normative străine nu reglementează aproape niciodată medierea pentru a obține un rezultat de măsurare, prin urmare, o formă sau alta a termenului „definiții paralele” este absentă în ele. (Cel puțin, acest lucru este confirmat de analiza noastră a câtorva zeci de standarde americane și internaționale - ASTM și, respectiv, ISO - utilizate în rafinăriile de petrol.) Ca urmare, documentele 5725 funcționează numai cu rezultatele măsurătorilor și niciodată cu rezultatele paralele. determinări (în sensul din RMG/MI considerat aici). Acest lucru este valabil și pentru definiție repetabilitate, care în 5725-6 (a se vedea paragrafele 3.12–14) este definit ca gradul de apropiere a independentei rezultatele măsurătorilorîn condiţii de repetabilitate. Și asta, la rândul său, înseamnă că pentru a implementa orice fel de control al repetabilității, este necesar de două ori complet (de la început până la sfârșit) efectuați MVI.
Fiabilitatea și fiabilitatea testării
Fiabilitatea se referă la reproductibilitatea măsurătorilor. Validitatea sau reproductibilitatea unui test-retest este o metodă de evaluare a fiabilității unui instrument prin administrarea acestuia aceleiași persoane sau grup de persoane în același mod, în două sau mai multe ocazii diferite, la intervale de ore sau zile. Fiabilitatea validării testelor oferă clinicienilor încrederea că instrumentul măsoară rezultatul în același mod, într-un client stabil, de fiecare dată când este utilizat. O mai bună reproductibilitate implică o mai bună acuratețe a măsurătorilor individuale, ceea ce este o cerință pentru o mai bună urmărire a modificărilor măsurătorilor în cercetare sau practică.
Notă. Din această cauză, pentru o repetabilitate de 5725, numărul de măsurători paralele (nu definiții!) Este întotdeauna 2.
O imagine complet diferită se observă în ND intern privind metodele. Aici, aproape întotdeauna (dacă specificul MIM o permite), în ultima etapă, pentru a obține rezultatul măsurării, se reglementează media peste două sau mai multe rezultate ale determinărilor paralele. Este ușor de înțeles din statistici că s-a răspândit rezultate medii ale măsurătorilor efectuate în condiții de repetabilitate vor fi proporționale cu răspândirea folosit pentru a media rezultatele, în cazul nostru al definițiilor paralele (coeficientul de proporționalitate este, unde n este numărul acestor definiții). În acest sens, există dorința firească de a nu efectua o măsurătoare repetată pentru a controla repetabilitatea, așa cum este reglementată în 5725, ci de a „satisfăcu” cu rezultatele determinărilor paralele deja obținute în prima măsurătoare. Care, de fapt, este reglementată în RMG/MI.
Există două ipoteze necesare în fiabilitatea test-retest. În primul rând, scorul adevărat nu se schimbă între administrații. În al doilea rând, perioada de timp dintre administrații este suficient de lungă pentru a preveni învățarea, a suporta efecte sau a reaminti.
Schimbarea tipului de obiect de testare
Înțelegerea stabilității sau variabilității rezultatului măsurat și a caracteristicilor participanților care participă la studiul de fiabilitate ar trebui să determine intervalul de timp dintre administrații. Scorurile excelente pentru fiabilitatea testelor de registry sunt rare, deoarece toate instrumentele răspund cu unele erori. Întrucât este imposibil să se cunoască T; adevărata fiabilitate a oricărui test nu este o estimare. Fiabilitatea poate fi definită folosind conceptul statistic de varianță. Dacă componenta erorii este mare, atunci raportul este aproape de zero, dar este aproape de unu dacă eroarea este relativ mică.
Dacă acest lucru este corect sau nu, este o chestiune de gust. Dar un lucru este cert: în 5725 și în RMG/MI moștenit repetabilitatea este definită în moduri diferite. În primul caz, aceasta apropierea rezultatelor măsurătorilor, in secunda apropierea rezultatelor determinărilor paralele. Acest lucru poate duce la dificultăți în studierea și compararea documentelor legate de VLC. De exemplu, acest citat din 5725 (p. V): „extreme în precizie - (este) repetabilitate, convergență și reproductibilitate” - spune fără echivoc că repetabilitate și reproductibilitate sunt tratate aici ca valori extreme ale unui singur lucru (precizia ). Dar în RMG, acestea sunt concepte diferite: repetabilitatea se referă la rezultatele determinărilor paralele, reproductibilitatea la rezultatele măsurătorilor.
Verificarea cantitativă a fiabilității testului
Teoretic, același T s-ar obține dacă clientul ar fi evaluat de nenumărate ori. Fiabilitatea testării și retestării este legată de repetabilitatea observațiilor făcute de indivizi sau indivizi. Atunci când un instrument standardizat este utilizat pentru a măsura rezultatul, clinicienii se bazează pe criteriile de fiabilitate a instrumentelor de testare-replicare publicate pentru a oferi încredere în rezultatele lor. Valabilitatea unui test de repetiție poate fi evaluată folosind scoruri relative și absolute.
Notă. Realizarea acestui fapt va ajuta la depășirea prejudecății intuitive conform căreia repetabilitatea este întotdeauna mai mare decât reproductibilitatea. Dacă factorii care afectează răspândirea rezultatelor măsurătorilor din cauza schimbării testerelor, echipamentului, orei din zi etc. sunt nesemnificativi (de exemplu, în experimentele din laborator), atunci influența poate fi predominantă, iar repetabilitatea va depăși reproductibilitatea.
Scorurile relative de încredere se referă la consistența sau asocierea poziției indivizilor dintr-un grup în comparație cu ceilalți. Aceste corelații cuantifică direcția și puterea relației dintre scorurile testelor de retestare prin punctarea acestora dependență liniarăși se află între 1 și -1. Coeficientul de corelație este o reflectare a cât de aproape un set de observații pereche urmează o linie dreaptă, indiferent de panta dreptei. De exemplu, Figura 1 prezintă două seturi de date fictive care au o relație liniară similară.
Linia de cea mai bună potrivire este linia continuă de pe grafic și este aceeași pentru ambele seturi de date, dar cercurile negre sunt mult mai aproape de linie decât cercurile roșii, rezultând un coeficient de corelație semnificativ mai mare. Niciunul dintre seturile de cercuri nu se află pe o linie de acord complet. Principalul dezavantaj al valorii lui Pearson este că nu oferă clinicienilor nicio perspectivă asupra distorsiunilor care pot fi asociate cu o măsurare obținută cu un instrument de evaluare specific.
Cele de mai sus sunt importante pentru interpretarea practică a caracteristicilor de eroare date în RD pentru MVI, în scopul utilizării lor în VLC. Acest lucru este discutat mai jos.
Compoziția indicatorilor de calitate
După cum știți, VLC operează cu patru indicatori ai calității metodologiei/rezultatelor:
repetabilitate sau convergență (la fel pentru metodologie și rezultate);
De exemplu, așa cum se arată în datele ipotetice prezentate în Figura 1, Pearson oferă o valoare foarte mare de 99 pentru cercurile negre, în ciuda divergenței măsurătorilor de-a lungul liniei de acord. Clinicienii ar putea greși în privința acestei corelații excelente pentru acordul complet între scoruri, ceea ce în mod clar nu este cazul.
Când citesc studii de fiabilitate și înainte de a alege un instrument de utilizat, este important ca practicienii să evalueze critic caracteristicile participanților la studiu care participă la studiul de evaluare a fiabilității. De exemplu, măsurătorile funcției cognitive la persoanele cu boala Alzheimer avansată vor fi mai asemănătoare între ele decât la persoanele cu afecțiuni neurologice diferite în timp diferit dupa diagnostic. Astfel, practicienii trebuie să se asigure cu atenție că instrumentul ales pentru utilizare a fost testat pe un grup de eșantioane cu caracteristici similare.
reproductibilitate (pentru metodă) / precizie intralaborator (VL) (pentru rezultate);
corectitudinea (diferită pentru metodologie și pentru rezultate);
precizie (diferită pentru tehnică și pentru rezultate).
Iată câteva dintre caracteristicile acestor indicatori.
Standardele 5725 operează numai cu indicatori ai calității metodologiei.
Indicatorii de corectitudine nu sunt utilizați în controlul operațional și testarea de acceptare.
Ratele de acuratețe sunt exprimate ca un interval de încredere pentru eroarea rezultatelor analizei și de obicei nu au probleme cu interpretarea. Desemnat ca Δ și Δ l pentru metodologie și, respectiv, rezultate (în continuare, indicele „l” înseamnă „laborator”).
Indicator de reproductibilitate. După cum sa menționat mai sus, este considerat cazul limitativ al indicelui de precizie în condiții de reproductibilitate, de aceea, în continuare, acesta și indicele de precizie VL vor fi numiți pur și simplu indici de precizie. LA aparate matematiceîn RMG/MI, reprezentarea sub formă de abatere standard (RMS), notată cu σ R , este utilizată ca principală pentru acești indicatori. şi σ Rl. În același timp, în RD pentru metode, este mai des utilizată limita de precizie pentru două rezultate de măsurare. Cea mai comună denumire R și R l.
Indicatorul de repetabilitate în RMG / MI este de obicei exprimat ca RMS, dar acum determinări paralele și notat ca σ r (se crede că σ rl \u003d σ r ca valoare limită a „preciziei determinării paralele” în condiții de repetabilitate). Prin analogie cu precizia, în ND pentru metode, limita de repetabilitate r pentru n determinări paralele este mai des utilizată.
Interpretarea erorilor în RD la MVI
Majoritatea RD-urilor interne au fost create înainte de apariția (sau fără a lua în considerare) 5725 și au moștenit documentele, astfel încât formularele de prezentare a erorilor în ele sunt destul de diverse și diferă semnificativ de ceea ce „aș dori să văd”. Nu vom atinge aici problemele reprezentării analitice (cu alte cuvinte, formule) a dependențelor indicatorilor de eroare de valoarea măsurată (asta va fi discutată în alte publicații), ci ne vom referi la caracteristicile asociate tipului posibil. a reprezentării lor: abatere standard sau limită.
Deci, pentru a utiliza matematica VLC direct (fără transformări de formule), trebuie parcurși doi pași:
Pasul 1. Aduceți indicatorii de repetabilitate și precizie la abaterea standard, dacă sunt dați sub formă de limite. Pentru reproductibilitate, aceasta înseamnă efectuarea transformării σ R = R/Q(P, 2) º R/2.77, pentru repetabilitate, σ r = r/Q(P, n). În același timp, ținând cont de secțiunea anterioară, trebuie să monitorizați cu atenție ce frecvență este prezentată în RD. De exemplu, în ASTM D 1319–03, spre deosebire de ceea ce sa afirmat mai sus cu privire la standardele străine, este reglementată media pentru un eșantion reprezentativ. Dar, deoarece standardul este străin, atunci, după cum știm deja, în el repetabilitatea este stabilită pentru doi rezultate măsurători. Și relația σ r = r/Q(P, 2) va fi corectă. În plus, numărul de valori medii n ale unui eșantion reprezentativ din acest document nu este cunoscut.
Pasul 2 Pentru a stabili în orice mod indicatorii VL de precizie și acuratețe (pentru repetabilitate, după cum știm, indicatorul de metodă este utilizat ca indicator intralaborator). În mod ideal, acesta este un experiment special de evaluare (Anexa B în GMG 76). De asemenea, este posibil să se evalueze rezultatele diagramelor de control (QC). este tot - metode experimentale. RMG 76 reglementează și (clauza 4.7) metode de calcul de evaluare. Și, deși sunt considerate acolo ca fiind temporare: ele ar trebui să fie utilizate de laborator numai în etapa de implementare a MIM, în practică (de exemplu, în standardele întreprinderii sau manualele de calitate a laboratorului), ele sunt destul de des considerate ca „finale” . Acest lucru are un anumit sens. Si de aceea.
Controlul calității rezultatelor măsurătorilor are două scopuri:
Monitorizați stabilitatea proceselor de producție și, prin urmare, una dintre componentele sale importante - procesul de control al calității materialelor și produselor.
Garantați eroarea declarată a produselor și, prin urmare, principalul său criteriu - eroarea metodelor de testare.
Prima sarcină, în general, este internă întreprinderii sau laboratorului. „Filosofia” este cam așa: dacă producția este stabilită, este de dorit ca aceasta să fie stabilizată. Și pentru aceasta este de dorit ca și procesul de măsurare să fie stabilizat. Prin urmare, modificările erorilor rezultatelor măsurătorilor, chiar dacă nu încalcă erorile menționate în RD pentru MVI, sunt nedorite. Adică, această sarcină necesită stabilirea liniilor aeriene ale indicatorilor de calitate rezultate măsurători şi ulterior controlul acestora.
A doua sarcină se concentrează pe client, fie extern sau intern. Și, în general, este interesat să garanteze eroarea rezultatelor măsurătorilor menționate în RD pentru MVI. Adică, indicatorii de calitate ar trebui controlați metodologii măsurători.
Notă. Uneori este de dorit să se reducă erorile de măsurare revendicate. De exemplu, în testele de mediu, unde aceste erori sunt luate în considerare în standardele de control, al căror depășire atrage penalizări. În astfel de cazuri, desigur, vor fi necesari și indicatori intralaborator.
Din cele de mai sus rezultă că există situații în care este recomandabil să se utilizeze doar indicatorii de calitate ai metodelor de control. Adică să acționeze așa cum este direct prescris în RD pentru aceste metode. În acest sens, utilizarea indicatorilor calculati conform RMG 76 este un fel de soluție de compromis și este destul de acceptabilă dacă este realizată în mod conștient și consemnat în manualul de control al calității din laborator. Adevărat, în acest caz, poate fi necesară o anumită corecție a calculelor, inclusiv la programarea aplicațiilor de suport VLK.
În încheierea secțiunii, atingem o mică problemă care uneori provoacă dificultăți în practică. Vorbim despre alegerea formulelor de evaluare a indicatorilor calculati. RMG 76 (clauza 7.4) prevede două seturi:
primul set se caracterizează prin faptul că toți indicatorii, cu excepția repetabilității, sunt înmulțiți cu 0,84. Ar trebui să fie utilizat atunci când nu este planificată utilizarea QC pentru acest MVI,
al doilea set se caracterizează prin faptul că indicatorul de eroare nu rămâne neschimbat, iar indicatorul de corectitudine este recalculat (cu o nouă precizie). Ar trebui aplicat atunci când sunt planificate QC pentru MVI.
Motivul pentru toate acestea pare să fie următorul. La menținerea QC, mai devreme sau mai târziu, se vor face evaluări ale indicatorilor intralaboratori reglementați în RMG, se va executa protocolul acestora pentru utilizare ulterioară în VLK. Dacă QC nu este planificat, „trebuie să corectați ușor” indicatorul de eroare.
Notă. Așa cum este folosit mai sus, „ajustați puțin” prin înmulțirea cu 0,84 (sau, echivalent, prin împărțirea la 1,2), înseamnă statistic restrângerea intervalului de eroare la un nivel de încredere de 0,9.
Algoritmi ai procedurilor de control
Probe (controlate sau utilizate pentru control)
Conform RMG 76, controlul operațional este efectuat din când în când la apariția anumitor evenimente, cum ar fi schimbarea unui lot de reactivi, utilizarea instrumentelor de măsură după reparații, o nouă serie de probe de lucru etc. În același timp, conform MI 2881 (precum și 5725-6), acceptarea rezultatelor unice este verificată la primirea fiecărui rezultat al analizei probelor de lucru. ilustrează o astfel de relaţie între eşantioanele considerate.
Notă. Există o oarecare ambiguitate în modul de utilizare a termenilor încerca, probă, dimensiune etc. În special, atunci când mai multe măsurători sunt efectuate simultan în scopuri de control sau este atribuită o măsurătoare repetată. Dacă măsurătorile sunt nedistructive, pare oportun să vorbim despre măsurători. Altfel, termenul mai exact ar fi probă(repetată sau alicotă). Se pare că această ambiguitate nu va duce la neînțelegeri la citirea articolului.
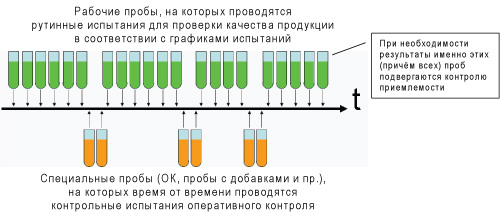
Orez. 2 „Încorporarea” probelor de control operațional în succesiunea testelor de rutină efectuate pentru un anumit MVI
Verificarea eligibilității
Din anumite motive, este convenabil să începem luarea în considerare a algoritmilor de control care ne interesează prin verificarea acceptabilității rezultatelor, deși acesta nu este subiectul principal al articolului.
Testarea de acceptare se aplică rezultatelor obținute în condiții de repetabilitate sau reproductibilitate. Această din urmă situație nu va fi luată în considerare, întrucât testul de acceptare în acest caz se referă în principal la relația dintre laboratoare, de exemplu între furnizor și client, care este „departe” de controlul operațional.
Notă. Reamintim că condițiile de repetabilitate sunt astfel de condiții atunci când măsurătorile sunt efectuate „după aceeași tehnică pe probe identice în aceleași condiții (același operator, aceeași instalație etc.) și practic în același timp (adică pe rând). Condițiile de reproductibilitate se numesc condiții atunci când există aceeași tehnică și sunt utilizate mostre identice, iar totul se schimbă. Cel mai adesea vorbim despre măsurători în diverse laboratoare.
Conform MI 2881, testul de acceptare în condiții de repetabilitate (condițiile nu vor fi specificate mai departe în text) se aplică rezultatelor determinărilor paralele ale rezultatelor individuale. Verificarea se aplică probelor de rutină (pe rândul de sus) și tuturor. Și dacă da, atunci ei spun că măsurătorile sunt efectuate cu o verificare de acceptabilitate.
În 5725, este dată o definiție ușor diferită. Acest lucru se datorează faptului că, după cum sa menționat mai sus, nu există „nu” definiții paralele în documentele de referință străine. Prin urmare, în situațiile cu cerințe crescute pentru rezultatele măsurătorilor, procedura MVI poate fi efectuată de două sau mai multe ori la rând și supusă controlului de acceptare pentru a stabili rezultatul final pentru aceste măsurători. Un astfel de algoritm poate fi prescris, de exemplu, în specificațiile tehnice (TS) pentru produse sau într-un contract. Spre deosebire de practica națională, unde implementarea „mai multor măsurători la rând” se numește definiții paralele sau ceva similar, este prescrisă direct în ND pe MVI.
În ciuda discrepanței de terminologie și a unor nuanțe, algoritmul de verificare (), reglementat în MI 2881, coincide de fapt complet cu algoritmul corespunzător 5725-6.
Notă. 5725-6 are, de asemenea, algoritmi cu un număr diferit de rezultate suplimentare. În principiu, ele nu diferă de cele prezentate.
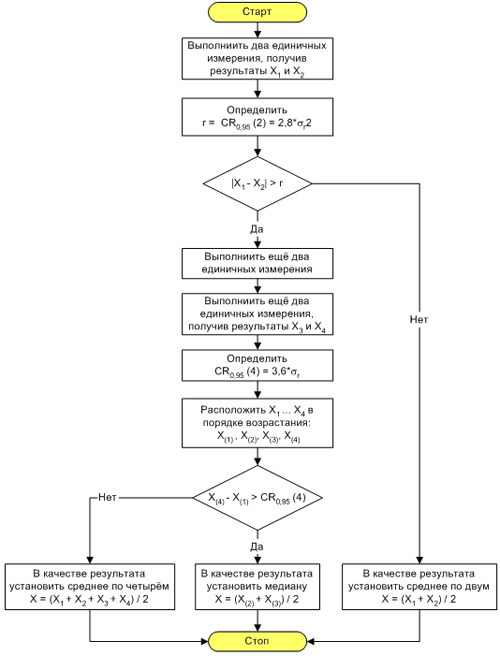
Orez. 3 Algoritm de verificare a acceptabilității rezultatelor măsurătorilor conform 5725-6
Remarcăm următoarele puncte importante:
Numai repetabilitatea este controlată (verificată).
Rezultatul testului de acceptare este determinarea rezultatului măsurării.
Numărul de rezultate de măsurare unică din care se determină rezultatul măsurării depinde de cursul testului de acceptare.
Rezultatul măsurării poate fi exprimat nu numai ca medie, ci și ca mediană.
Merită să spui altceva. În majoritatea RD-urilor autohtone pentru MVI, verificarea eligibilității este reglementată sub forma unui simplu control „normal / nu normal”. De fapt, aceasta înseamnă că, în cazul unei verificări nesatisfăcătoare, rezultatul este pur și simplu remăsurat.
O situație specială în ND străină. Formularea standard în ele este: „diferența dintre cele două rezultate poate depăși limita de control doar într-un caz din douăzeci” (5% în conformitate cu probabilitatea de încredere de 0,95 acceptată în practica de laborator). De fapt, aici nu vorbim despre măsurători repetate sau suplimentare, ci despre urmărirea datelor pe o anumită perioadă de timp. Aplicarea consecventă a acestei prevederi va duce la ceva similar cu menținerea QC.
Cum se aplică algoritmul în cazurile descrise fără a încălca ND? Răspunsul este dat în MI 2881: noul algoritm ar trebui să fie notat în specificații, manual de calitate etc.
Ultima nota. La implementarea algoritmului, dificultățile pot fi cauzate de faptul că nici 5725, nici MI nu reglementează metoda de determinare a valorii de referință, conform căreia standardul de control este calculat în cazurile în care indicele de repetabilitate depinde de valoarea măsurată. Aparent, nu mai rămâne nimic altceva decât să luăm valoarea medie curentă ca X op, chiar dacă atunci mediana este folosită ca rezultat final. Se pare că acest lucru este destul de eficient, deoarece probabilitatea unui astfel de eveniment (nevoia de mediană) este extrem de mică: cu o probabilitate de încredere de 0,95, vor apărea două încălcări consecutive ale repetabilității într-un caz din 400 (0,25%). .
control operational
Spre deosebire de testul de acceptare, controlul operațional este efectuat pe probe speciale, suplimentare față de probele de rutină (rândul de jos din Fig. 2). Chiar dacă presupunem că în unele cazuri proba de rutină tocmai testată este imediat „inclusă” în controlul operațional, să zicem în metoda de adăugare, va fi totuși doar un test de control, dar cu „unele caracteristici” de obținere a primei măsurători. În plus, o astfel de practică nu poate fi considerată oportună, deoarece în acest caz nu este atât de ușor să se realizeze respectarea strictă a reglementărilor de control operațional în conformitate cu RMG 76.
Algoritmii de control operațional se împart în două categorii:
Repetați controlul
După cum s-a menționat mai sus, controlul repetabilității este auxiliar: conform clauzei 5.10.2 din RMG 76, acesta ar trebui aplicat rezultatelor măsurătorilor efectuate în cadrul algoritmilor de control al erorilor operaționale (precum și în controalele statistice periodice și selective care nu sunt luate în considerare aici) . Reamintim că controlul repetabilității se efectuează numai pentru TIM, care au definiții paralele pentru a obține rezultatul măsurării.
Terminologia și cerințele pentru acuratețea metodelor de măsurare și a rezultatelor sunt reglementate într-un set de șase standardele de stat Federația Rusă - GOST R ISO 5725 la rubrica generală „Acuratețea (corectitudinea și precizia) metodelor și rezultatelor de măsurare”, introdus în 2002 (denumit în continuare Standard 5725). Standardele GOST R ISO sunt o traducere din de limba engleză standardele internaționale ISO 5725:1994.
Cuvântul „metodă” din Standardul 5725 acoperă atât metoda de măsurare în sine, cât și procedura de efectuare a acestora și ar trebui interpretat într-un sens sau altul (sau în ambele sensuri) în funcție de context. Deoarece Standardul 5725 indică modul în care poate fi asigurată acuratețea de măsurare necesară, în principiu devine posibil să se compare acuratețea diferitelor metode de măsurare, metode de implementare a acestora, organizații (laboratoare) și personal (operatori) care efectuează măsurători.
Apariția Standardului 5725 este cauzată de rolul din ce în ce mai mare al stimulentelor pieței pentru calitatea măsurătorilor și este răspunsul la întrebări arzătoare precum: care este calitatea măsurătorilor și cum să o măsoare; este posibil să se determine cât de mult o metodă (tehnică) este mai perfectă decât alta sau o organizație de testare este mai bună decât alta atunci când se măsoară o anumită cantitate; în ce măsură ar trebui să fie de încredere valorile măsurate și înregistrate; etc.
În metrologia internă, eroarea rezultatelor măsurătorilor, de regulă, este determinată prin compararea rezultatului măsurării cu valoarea reală sau reală a mărimii măsurate.
valoare adevarata- o valoare care caracterizează în mod ideal valoarea corespunzătoare din punct de vedere calitativ și cantitativ.
Valoarea reală- valoarea mărimii obţinute experimental şi atât de apropiată de valoarea adevărată încât poate fi folosită în locul acesteia în sarcina de măsurare stabilită.
În lipsa standardelor necesare care să asigure reproducerea, stocarea și transmiterea valorilor corespunzătoare ale cantităților necesare pentru a determina eroarea (acuratețea) rezultatelor măsurării, în practica națională și internațională, valoarea medie globală. este adesea luată ca valoare reală ( valorea estimata) un set dat de rezultate de măsurare, exprimate în cazuri individuale în unități convenționale. Această situație se reflectă în termen „valoare de referință acceptată”și este recomandat pentru utilizare în practica casnică.
Conceptul de valoare de referință acceptată este mai universal decât conceptul de „valoare reală”. Este definită nu numai ca o valoare condiționată adevărată a mărimii măsurate prin constante teoretice și (sau) standarde, ci și (în absența acestora) ca valoare medie a acesteia conform un numar mare măsurători efectuate anterior într-un set reprezentativ de laboratoare. Astfel, valoarea de referință acceptată poate fi atât valoarea de referință, cât și valoarea medie a caracteristicii măsurate.
Precizie- gradul de apropiere a rezultatului măsurării față de valoarea de referință acceptată.
Ca parte a asigurării uniformității măsurătorilor, se introduce termenul „corectitudine” - gradul de apropiere de valoarea de referință acceptată a valorii medii a unei serii de rezultate de măsurare. Măsura corectitudinii este de obicei valoarea eroare sistematică.
Anterior, termenul de „acuratețe” se extindea la o singură componentă, numită acum corectitudine. Totuși, a devenit evident că exprimă abaterea totală a rezultatului de la valoarea de referință (de referință), cauzată atât de cauze aleatoare, cât și de cauze sistematice.
precizie- gradul de apropiere unul de celălalt al rezultatelor măsurătorilor independente obţinute în condiţii specifice reglementate. Rezultatele măsurătorilor (sau testelor) independente sunt rezultate obținute într-o manieră care nu este influențată de niciun rezultat anterior obținut din testarea aceluiași obiect sau a unui obiect similar.
Necesitatea de a lua în considerare „precizia” apare din faptul că măsurătorile efectuate pe materiale presupus identice în circumstanțe presupus identice nu dau în general rezultate identice. Acest lucru se datorează erorilor aleatoare inevitabile inerente fiecărei proceduri de măsurare, iar factorii care afectează rezultatul măsurării nu sunt pe deplin controlabili.
Precizia depinde doar de erori aleatorii și nu are nimic de-a face cu valoarea adevărată sau declarată a mărimii măsurate. O măsură de precizie este de obicei exprimată în termeni de incertitudine și este calculată ca abaterea standard a rezultatelor măsurătorii. Mai puțină precizie corespunde unei abateri standard mai mari. Valorile cantitative ale măsurilor de precizie depind în mod semnificativ de condițiile reglementate. Cazurile extreme ale unor astfel de condiții sunt condițiile de repetabilitate și condițiile de reproductibilitate.
Repetabilitate- precizie în condiții de repetabilitate. În ND intern, împreună cu termenul „repetabilitate”, folosiți termenul "convergenţă".
Condiții de repetabilitate (convergență)- condițiile în care rezultatele măsurătorilor (sau testelor) independente sunt obținute prin aceeași metodă pe articole de testare identice, în același laborator, de către același operator, folosind același echipament, într-o perioadă scurtă de timp. Standardul 5725 utilizează abaterile standard ca măsurători de repetabilitate (și, de asemenea, reproductibilitate).
Abaterea standard (rădăcină pătrată medie) a repetabilității (convergența)- aceasta este abaterea standard (rădăcină medie pătrată) a rezultatelor măsurătorilor (sau testelor) obținute în condiții de repetabilitate (convergență). Această normă este o măsură a dispersiei rezultatelor măsurătorilor în condiții de repetabilitate.
Standardul 5725 introduce măsuri ale proprietăților de repetabilitate și limitează reproductibilitatea pentru condiții extreme de măsurare.
Limita repetabilității (convergenței)- o valoare care, cu o probabilitate de încredere de 95%, nu este depășită de valoarea absolută a diferenței dintre rezultatele a două măsurători (sau teste) obținute în condiții de repetabilitate (convergență).
Reproductibilitatea- precizie in conditii de reproductibilitate.
Condiții de reproductibilitate- sunt conditiile in care rezultatele masuratorilor (sau incercarilor) se obtin prin aceeasi metoda, pe obiecte de testare identice, in laboratoare diferite, de catre operatori diferiti, folosind echipamente diferite.
Abateri standard (rădăcină medie pătrată) de reproductibilitate- abaterile standard (rădăcină-medie-pătratică) ale rezultatelor măsurătorilor (testelor) obținute în condiții de reproductibilitate. Această limită este o măsură a dispersiei rezultatelor măsurătorilor (sau testelor) în condiții de reproductibilitate.
Limita de reproductibilitate- o valoare care, cu un nivel de încredere de 95%, nu este depășită de valoarea absolută a diferenței dintre rezultatele măsurătorilor (sau testelor) obținute în condiții de reproductibilitate.
Pentru practica măsurătorilor, termenul este important "ejectare". Un outlier este un element al unui set de valori care este incompatibil cu restul elementelor setului dat.
Standardul 5725 stabilește regulile de prezentare în standardele pentru metodele de testare a abaterilor standard de repetabilitate și reproductibilitate, limite de repetabilitate și reproductibilitate, eroare sistematică a metodei. Valoarea erorii sistematice este întotdeauna prezentată împreună cu o descriere a valorii de referință acceptate pe baza căreia a fost determinată. Valorile deviației standard de repetabilitate și reproductibilitate sunt prezentate cu indicarea condițiilor experimentale din care au fost obținute (numărul de laboratoare participante, valorile controlate ale măsurandului în domeniul de măsurare al metodei, prezența valorilor aberante în datele de laboratoare individuale).
În conformitate cu Procedura aprobată pentru intrarea în vigoare a GOST R descris, prevederile acesteia sunt puse în aplicare la dezvoltarea de noi și (sau) revizuirea existente. tehnici de măsurare (MP).
Crearea unui sistem de monitorizare a acurateței rezultatelor măsurătorilor în conformitate cu Standardul 5725 și standardele internaționale va permite țării noastre să evite pierderile în comerțul exterior.





