Sudarea cu curent continuu. Diferențele dintre electrozii DC și AC
Designer model 1998 №4
Avantajele mașinilor de sudat în curent continuu față de „omologul lor de curent alternativ” sunt bine cunoscute. Aceasta include aprinderea arcului moale, capacitatea de a conecta părți cu pereți subțiri, mai puține stropi de metal și absența zonelor fără sudură. Nu există nici măcar un cod enervant (și, după cum s-a dovedit, dăunător pentru oameni). Și totul pentru că nu există un element principal inerent în mașinile de sudură curent alternativ caracteristică - arderea intermitentă a arcului atunci când sinusoida tensiunii de alimentare trece prin zero (Fig. 1).
Orez. 1. Grafice care explică procesul de sudare pe curent alternativ (a) și continuu (b).
Trecând de la grafice la desene reale, trebuie remarcat, de asemenea: în mașinile de curent alternativ, pentru a îmbunătăți și a facilita sudarea, se folosesc transformatoare puternice (circuitul magnetic este realizat dintr-un fier electric special cu o caracteristică de cădere abruptă) și o tensiune în mod deliberat ridicată în înfășurare secundară, ajungând până la 80 V, deși pentru 25-36 V este suficient pentru a susține arderea arcului și depunerea de metal în zona de sudare.Trebuie să suportăm masa și dimensiunile prohibitiv de mari ale aparatului, consumul de energie crescut. Prin reducerea tensiunii transformate în circuitul secundar la 36 V, este posibilă reducerea greutății „sudorului” de 5-6 ori, aducerea dimensiunilor acestuia la dimensiunea unui televizor portabil, îmbunătățind în același timp alte caracteristici de performanță.
Dar cum să aprindeți un arc cu o înfășurare de joasă tensiune?
Soluția a fost introducerea unei punți de diode cu un condensator în circuitul secundar. Ca urmare, tensiunea de ieșire a „sudorului” modernizat a fost crescută de aproape 1,5 ori. Opinia experților este confirmată în practică: atunci când bariera de 40 de volți DC este depășită, arcul se aprinde ușor și arde constant, permițând sudarea chiar și a metalului subțire al corpului.
Orez. 2. Schema schematică a unui aparat de sudat în curent continuu.
Acesta din urmă, însă, este ușor de explicat. Odată cu introducerea unei capacități mari în circuit, caracteristica mașinii de sudură se dovedește a fi, de asemenea, în scădere abruptă (Fig. 3). Tensiunea inițială crescută creată de condensator facilitează aprinderea arcului. Și când potențialul electrodului de sudură scade la U2 al transformatorului (punctul de lucru „A”), va avea loc un proces de ardere stabilă a arcului cu depunere de metal în zona de sudare.
Orez. 3. Caracteristica volt-amperi a „sudorului”.
„Sudorul” recomandat de autor poate fi asamblat chiar și acasă, luând ca bază un transformator de putere industrial 220-36 / 42 V (acestea sunt de obicei folosite în sistemele de iluminat în siguranță și alimentarea echipamentelor din fabrică de joasă tensiune). După ce ne-am asigurat că înfășurarea primară, care conține, de regulă, 250 de spire de sârmă izolată cu o secțiune transversală de 1,5 mm 2, este intactă, se verifică cele secundare. Dacă starea lor nu este importantă, totul (cu excepția unei înfășurări de rețea care funcționează) este șters fără regret. Și în spațiul eliberat, o nouă înfășurare secundară este înfășurată (până când „fereastra” este umplută). Pentru transformatorul recomandat de 1,5 kVA, acesta este de 46 de spire ale unei magistrale din cupru sau aluminiu cu o secțiune transversală de 20 mm 2 cu o izolație bună. Mai mult, un cablu (sau mai multe fire izolate cu un singur conductor răsucite într-un mănunchi) cu o secțiune transversală totală de 20 mm 2 este destul de potrivit ca magistrală.
SELECTAREA SECȚIUNII DE ELECTROZI ÎN FUNȚIE DE PUTEREA TRANSFORMATORULUI
Puntea redresoare poate fi asamblată din diode semiconductoare cu un curent de funcționare de 120-160 A prin instalarea lor pe radiatoare-radiatoare 100x100 mm. Cel mai convenabil este să plasați o astfel de punte în aceeași carcasă cu un transformator și un condensator, aducând un comutator de 16 amperi, un vizor de lumină de semnal „Pornit”, precum și bornele „plus” și „minus” la textolit frontal. panou (Fig. 4). Și pentru a vă conecta la suportul de electrod și la „împământare”, utilizați un segment de cablu cu un singur conductor de lungimea adecvată, cu o secțiune transversală de cupru de 20-25 mm 2. În ceea ce privește electrozii de sudare în sine, diametrul lor depinde de puterea transformatorului utilizat.
Orez. 4. Aparat de sudura DC de casa.
Și mai departe. La testare se recomanda, prin deconectarea aparatului (10 minute dupa sudare) de la retea, sa se verifice conditiile termice ale transformatorului, puntii de diode si condensatorului. Numai după ce te asigur că totul este în ordine, poți continua să lucrezi. La urma urmei, un „sudor” supraîncălzit este o sursă de pericol sporit!
Dintre celelalte cerințe, merită remarcat, cred, că aparatul de sudură trebuie să fie echipat cu o mască de protecție împotriva scânteilor, mănuși și un covor de cauciuc. Locul în care se efectuează lucrările de sudare este echipat ținând cont de cerințele de securitate la incendiu. În plus, este necesar să se asigure că în apropiere nu există cârpe sau alte materiale combustibile, iar conectarea „sudorului” la rețea trebuie efectuată în conformitate cu regulile de siguranță electrică printr-un conector puternic al tabloului electric la intrarea în clădire.
V.KONOVALOV, Irkutsk
Surse de curent continuu. Pentru sudarea cu arc de curent continuu se folosesc generatoare sau redresoare. Generatorul de curent continuu se rotește energie mecanicăîn electric. În timpul funcționării, generatorul, așa cum spune, aspiră electroni de la polul pozitiv (anodul „+”) și îi mută la polul negativ (catodul „-”). Lipsa electronilor la anod și excesul lor la catod creează o diferență de tensiune sau potențial. Pentru a obține curent continuu, sunt utilizate pe scară largă și redresoare de sudură, a căror funcționare se bazează pe capacitatea unor semiconductori de a trece curentul alternativ numai în
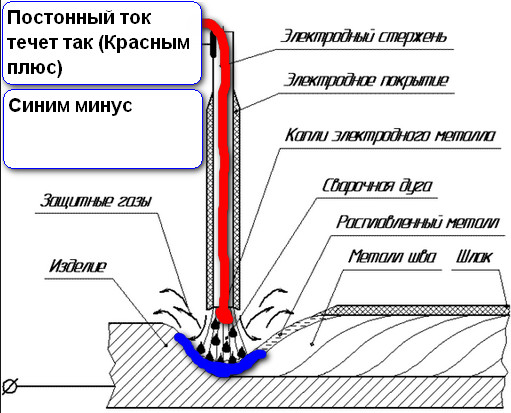
O singura directie. Pentru sudare, unul dintre polii sursei de curent continuu este conectat printr-un cablu flexibil prin suportul de electrod la secțiunea electrodului fără acoperire. Al doilea pol al sursei de curent este conectat la piesa de sudat. Schema de conectare a produsului-generator-electrod este prezentată în fig. cincisprezece.
Când generatorul funcționează și circuitul este deschis, curentul nu curge, iar tensiunea dintre produs și electrod (tensiune miscare inactiv) este maximă și limitată doar de standardele de siguranță. În cazul în care un circuit electricînchideți apăsând ferm electrodul pe produs, tensiunea va scădea aproape la zero, iar curentul va fi maxim.
tensiune câmp electric. Când electrodul se apropie de piesa de sudat, se stabilește o anumită interacțiune între piesa de prelucrat încărcată opus și electrod, care se caracterizează prin intensitatea câmpului electric E. Forța E va fi cu atât mai mare, cu atât diferența de potențial dintre electrod este mai mare. iar piesa de prelucrat și distanța dintre ele este mai mică. Dar practica arată că atunci când electrodul se apropie de produs fără contact, chiar și la o distanță minimă, curentul nu va curge. Acest lucru demonstrează că nu există particule încărcate între electrod și produs, iar electronii care sunt în exces pe catod nu sunt capabili să părăsească metalul liber, în ciuda intensității relativ ridicate a câmpului electric.
Funcția de lucru a electronilor. Forțele care dețin electronii într-un metal sunt acțiunea colectivă a sarcinilor pozitive situate în nucleele atomilor de metal. Pentru a depăși aceste forțe și a extrage electroni din metale, este necesar să cheltuiți o anumită cantitate de muncă - funcția de lucru a electronilor (p. Pentru diferite metale, este diferită:
Funcția de prelucrare a metalelor a electronului, eV
LA................................................. ................................................. . ........... 2.02
N / A................................................. ................................................. . ......... 2.12
Sa.................................................. ................................................. . ......... 3.34
AI ................................................. ... .............................................. .... ....... 3,74
Si................................................. ................................................. . ......... 4.47
Sg.................................................. ................................................. . ......... 4.51
Fe................................................. ................................................. . ......... 4,79
Ni................................................. ................................................. . .......... 4,84
De regulă, prezența peliculelor de oxid pe metale reduce semnificativ funcția de lucru.
Aprinderea unui arc electric. Arcul se aprinde prin atingerea scurtă a piesei de sudat cu electrodul sau lovirea capătului acestuia de suprafața metalică (Fig. 16). În momentul contactului, un curent mare va curge prin punctele de contact. De când
Dacă zona de contact este mică, un curent de mare densitate va curge prin ea. Acest lucru va duce la eliberarea de căldură suficientă pentru a se topi și a evapora parțial metalul în punctul de contact.
Desprinderea ulterioară a electrodului de produs nu va avea loc instantaneu. În procesul de separare, distanța de la produs la electrod va crește treptat. La un moment dat, distanța devine suficientă pentru a obține o intensitate a câmpului electric care să asigure ieșirea (emisia) electronilor din catod, mai ales că funcția de lucru a ieșirii lor dintr-un metal topit sau încălzit este mai mică decât dintr-un metal rece. Electronii eliberați se vor precipita către anod, primind energie din câmpul electric (anodul atrage, catodul respinge). Cantitatea acestei energii depinde de diferența de potențial dintre produs și electrod. Electronii vor transfera o parte din energia primită moleculelor de aer sau vaporilor de metal, încălzindu-le la o temperatură ridicată și o parte la reproducerea continuă a particulelor încărcate, fără de care arcul electric nu poate exista.
Ionizarea elementelor. Se știe că la periferia nucleelor de atomi încărcate pozitiv se află electroni. Electronii aflați pe orbita exterioară sunt legați mai slab de atom decât cei de pe orbitele interioare. Dacă acești electroni sunt îndepărtați, electroneutritatea atomului va fi ruptă, acesta se va transforma într-un ion încărcat pozitiv. Pentru ionizarea atomilor, este necesar să cheltuiți o anumită cantitate de muncă:
Element Lucrare de ionizare, eV
Cesiu (Cs) .................................................. . ................................................. 3 .88
Potasiu (K) ................................................. . ................................................. 4.30
Sodiu (Na) .................................................. ................................................. 5.11
Aluminiu (A1) ................................................. . ................................................. 5,98
Calciu (Ca) ................................................. .............................. 6.11
Crom (Cr) ................................................. . ................................................. 6,76
Mangan (Mn) ................................................. ................................................. 7.43
Nichel (Ni).............................................. ............................................... 7.63
Cupru (Cu) ................................................. ................................................. 7 .72
Fier (Fe) ................................................. ............................................. 7.83
Siliciu (Si) ................................................. ................................................. 8.15
Hidrogen (H) ................................................. .............................. 13,60
Oxigen (O) ................................................. ................................................. 13,60
Azot (N) ................................................. . ................................................. 14.52
Fluor (F)............................................................. .... ................................................. ... .18.6
Masa unui ion metalic, care este practic egală cu masa unui atom neutru, este de mii de ori mai mare decât masa unui electron, de exemplu, pentru fier - de aproximativ o sută de mii de ori. Prin urmare, când valori egale energia cinetică mV2/2 a electronului și ionului, viteza electronului este de peste 300 de ori mai mare decât viteza ionului de fier. Datorită masei lor scăzute, electronii, atunci când lovesc o particulă, pot transfera aproape toată energia lor stocată către aceasta. În același timp, atunci când un atom neutru este lovit de același atom sau ion, nu poate fi transferată mai mult de jumătate din energia stocată.
Regiunea catodică a arcului de sudare. Regiunea care include sarcina spațială pozitivă și care se extinde până la catod se numește regiunea catodică a arcului electric. În ciuda întinderii foarte mici a acestei regiuni, în ea se formează în principal sarcini electrice elementare, fără de care electricitateîn gaze şi vapori este imposibil.
În momentul inițial al separării electrodului de metal, pe un drum scurt, electronul capătă o rezervă mare energie kineticăși o cheltuiește doar parțial pe încălzirea gazelor și vaporilor. Lovind un atom neutru, un electron este capabil să-l ionizeze, adică să elimine un nou electron din el. Ca rezultat, în loc de un atom neutru și un electron, vor apărea un ion încărcat pozitiv și doi electroni.
Numeroase cazuri de ionizare duc la crearea unui spațial sarcină pozitivă. Ca urmare, apare o diferență de potențial între catod și sarcina spațială, numită scădere de potențial catodului UK.
Distanța de la catod la sarcina spațială nu depășește o miime de milimetru. Prin urmare, puterea câmpului electric dintre catod și această sarcină poate asigura eliberarea de noi electroni din catod.
Ionii pozitivi sub influența unui câmp electric se deplasează continuu spre catod, ajungând la care își transferă energia cinetică și, captând electroni, se transformă în atomi neutri. În acest caz, munca cheltuită pentru ionizare este returnată sub formă de căldură. Cea mai mare parte a energiei primite de catod este cheltuită pentru topirea metalului.
Stâlp arc de sudare. Partea arcului electric adiacentă direct regiunii catodului se numește coloană cu arc.
În această parte a arcului, care are o lungime de câțiva milimetri, are loc în principal un transfer de electroni format la catod. Consumul de energie pentru transferul sarcinilor gata este mult mai mic decât pentru formarea lor, astfel încât intensitatea câmpului electric în coloana arcului va fi de multe ori mai mică decât în regiunea catodului. Energie electricaîn coloana arcului se cheltuiește în principal pentru încălzirea gazelor și vaporilor prin care se mișcă electronii. În același timp, câmpul electric nu afectează particulele neutre; astfel de particule părăsesc continuu coloana arcului în spațiul înconjurător, luând cu ele energia primită. O parte din energie se pierde și prin radiația și ionizarea unui număr foarte mic de atomi.
Temperatura coloanei arcului de sudare este estimată la 5000-6500 °C. La această temperatură este posibilă ionizarea termică a atomilor neutri. Electronii rezultați sunt direcționați către anod, la fel ca și electronii din regiunea apropiată de catod, iar ionii încărcați pozitiv se deplasează către catod. Cu toate acestea, numărul de sarcini elementare formate în coloana arcului nu depășește un procent din numărul lor total. Prin urmare, ele nu au un efect semnificativ asupra caracteristicilor de topire a metalului electrodului și piesei de prelucrat sudate.
Regiunea anodului. Această zonă este situată între anod și coloana arcului. Lungimea sa este ceva mai mare decât cea a regiunii aproape catodice. La suprafața anodului, curentul este transportat doar de electroni care provin în principal din coloana arcului.
Producția de electroni și ionii pozitivi in aceasta regiune apare intr-o cantitate relativ mica in apropierea anodului datorita ionizarii atomilor neutri de catre electroni cu energie crescuta, accelerati de un camp electric. Ionii pozitivi care apar la limita regiunii apropiate de anod cu coloana arcului formează o sarcină pozitivă spațială care împiedică mișcarea electronilor către anod. Prin urmare, între anod și sarcina spațială apare o diferență de potențial, numită căderea potențialului anodic U. d.
Intensitatea câmpului electric în apropierea anodului va fi foarte semnificativă, dar mai mică decât intensitatea câmpului în apropierea catodului.
Electronii dispersați de câmpul electric își transferă energia cinetică către anod și, de asemenea, returnează funcția de lucru a electronilor cheltuiți pentru extragerea lor din catod sub formă de căldură. Cea mai mare parte a energiei primite este cheltuită pentru încălzirea și topirea anodului, iar o parte din aceasta este cheltuită pentru radiații și pentru încălzirea atmosferei din jurul anodului.
Orez. 17. Schema modificării tensiunii în arcul de sudare: /d - lungimea arcului; 1K este lungimea regiunii aproape catodice; 1С - lungimea coloanei arcului; /a - lungimea regiunii anodice; UR - tensiunea arcului; UK - scăderea potențialului catodic; UR - căderea potențialului anodic; Uc - căderea potențialului în coloana arcului
Dintr-o comparație a fenomenelor de la catod și anod, se poate observa că numărul de electroni consumați de catod pe unitatea de timp pentru emisia și neutralizarea ionilor pozitivi este egal cu numărul de electroni care intră în anod. Acești electroni sunt din nou furnizați catodului de un generator de curent.
Din graficul modificărilor de tensiune în arcul de sudare de-a lungul întregii sale lungimi (Fig. 17), se poate observa că în regiunea apropiată de catod, tensiunea UK crește rapid. Datorită lungimii mici a regiunii și a valorii mari a UK, intensitatea câmpului are o valoare foarte mare Ek = UK/eK, ceea ce asigură ieșirea electronilor din catod și accelerarea ulterioară a acestora până la energia mare necesară ionizării atomi neutri. Situația opusă este în coloana arcului, deci intensitatea sa Ес = Uc/ec nu va avea mare importanță.
În regiunea anodului, curentul este transportat de electroni care provin în principal din coloana arcului. Doar o mică parte din ele se formează lângă anod în timpul ionizării atomilor neutri. Acest lucru consumă mai puțină energie decât în regiunea aproape catodică. Prin urmare, căderea de tensiune este determinată de masa de metal depusă în procesul de sudare timp de 1 oră, pe puterea curentului de 1 A, caracterizându-se astfel productivitatea specifică de sudare. Viteza de depunere depinde în mod semnificativ de compoziția acoperirii și de polaritatea pe care se realizează sudarea. O altă caracteristică normalizată a electrozilor este consumul lor - masa (kg) necesară pentru a obține 1 kg de metal depus. Aceste două caracteristici sunt necesare la alegerea mărcii și a numărului necesar de electrozi pentru lucrările de sudare și sudare.
O altă caracteristică a electrozilor este coeficientul de topire ap. Valoarea acestuia este determinată de masa electrodului topit în grame pe 1 oră la trecerea unui curent de 1 A. Pentru a determina influența diferiților factori asupra vitezei de topire a electrozilor, coeficientul de topire este mai potrivit decât coeficientul de depunere, deoarece calculul acestuia nu ia în considerare pierderile de metal datorate deșeurilor și stropilor.
În tabel. 14 prezintă date experimentale privind efectul unui strat subțire de diverse substanțe aplicat tijelor de oțel cu conținut scăzut de carbon pe valorile factorului de topire la sudarea în polaritate directă și inversă. Tabelul arată că la sudarea cu polaritate directă (pe electrodul (-)), coeficientul de topire depinde cel mai semnificativ de tipul de componentă care alcătuiește acoperirea electrodului. La sudarea pe spate
polaritatea (pe electrod (+)) acest coeficient se modifică mult mai puțin.
Datorită complexității și cunoașterii incomplete a problemei, ne vom concentra doar pe principalele, cele mai probabile cauze ale modelului identificat. Rețineți că o serie de substanțe depuse pe catod reduc semnificativ funcția de lucru a electronilor. Astfel de substanțe includ pelicule de oxizi metalici, în principal metale alcalino-pământoase. Să estimăm aproximativ echilibrul (intrare și ieșire) de căldură la catod și anod, ținând cont de influența substanțelor depuse pe tijă.
Catodul primește căldură datorită energiei cinetice a ionilor pozitivi dispersați de câmpul electric, munca cheltuită la ionizare, revenită parțial la catod atunci când ionii captează electronii din catod. Catodul degajă căldură electronilor „fierbinți” care ies din el, care au o mare cantitate de energie. Ieșirea unor astfel de electroni răcește catodul.
În prezența unor filme pe catod care reduc funcția de lucru a unui electron, este necesară o scădere mai mică a potențialului catodic pentru a extrage electronii din catod. Prin urmare, va fi necesară mai puțină sarcină spațială pozitivă, formată din mai puțini ioni pozitivi. Numărul de ioni pozitivi care intră în catod și energia fiecăruia dintre ei va scădea, ceea ce va duce la o scădere a factorului de topire a electrodului.
Să presupunem acum că electrodul este acoperit cu o acoperire care conține atomi de elemente a căror ionizare necesită o cantitate mică de muncă pentru a fi cheltuită. Evident, cu cât este nevoie de mai puțină muncă pentru ionizarea atomilor, cu atât mai puțin va fi primit de catod în timpul tranziției ionilor la atomi neutri. Este important de reținut că, cu cât masa fiecărui ioni pozitivi este mai mare, cu atât aceștia se vor deplasa mai lent către catod și cu atât numărul lor va fi mai mic pentru a forma sarcina spațială necesară. Prin urmare, prezența în acoperirea electrozilor a unor substanțe ai căror atomi au o masă mare, necesită puțină muncă pentru ionizare și reduce funcția de lucru a electronilor, duce la o scădere bruscă a coeficientului de topire a electrozilor la sudarea cu polaritate directă. După cum se vede din tabel. 14, astfel de substanțe sunt carbonatul de bariu și în special carbonatul de cesiu, ai căror atomi sunt de aproape 2,5 ori mai masivi decât atomii de fier, iar activitatea de ionizare este de numai 3,88 eV.
Dacă atomii de metal ai tijei necesită mai puțină energie pentru ionizare decât atomii acoperirii, atunci ei vor fi ionizați în primul rând, ceea ce determină valoarea CXp. Aici se manifesta principiul minimului: arcul electric arde cu cel mai mic consum de energie posibil.
Anodul primește căldură datorită energiei cinetice a electronilor dispersați de câmpul electric și funcției de lucru a electronilor returnați la anod. Dacă căldura consumată de electrod atunci când este catod depinde de raportul dintre energiile primite și cele date, atunci când se sudează în polaritate inversă, electrodul primește doar energie. Prin urmare, vor exista mai puține oportunități de variație a cantității de căldură primită.
Prezența în atmosferă a unui arc de atomi cu o valoare scăzută a lucrării de ionizare a acestora va reduce scăderea potențialului anodic. Prin urmare, electronii vor ajunge la anod cu o rezervă de energie mai mică, ceea ce va reduce rata de topire a electrodului. Cu toate acestea, datorită valorii relativ scăzute a încărcăturii spațiale în fața anodului, factorul de topire va scădea într-o măsură mai mică decât la sudarea cu polaritate dreaptă.
sudare AC. Majoritatea electrozilor produși sunt destinati sudării cu curent alternativ, ceea ce este asociat cu costul redus și eficiența echipamentului utilizat în acest scop. Luați în considerare caracteristicile arcului de sudare AC și unele măsuri pentru a îmbunătăți stabilitatea arderii acestuia.
La sudarea pe curent alternativ, arcul se stinge la sfârșitul fiecărui semiciclu, iar la începutul următorului semiciclu trebuie reaprins. Datorită schimbării periodice a direcției de curgere a curentului, electrodul devine alternativ fie anod, fie catod. La frecvența industrială (50 Hz), intervalul de timp dintre două stingeri consecutive ale arcului este egal cu durata unui semiciclu și este de 0,01 s. În acest timp, arcul ar trebui să apară, să se dezvolte și să se stingă din nou. Imediat după stingerea arcului, ionii pozitivi și electronii rămân încă în golul inter-arc. În plus, de la capătul topit al electrodului și de pe suprafața bazinului de sudură, încălzit la o temperatură ridicată, zboară o cantitate mică de electroni, a căror energie în interiorul metalului depășește funcția de lucru (emisia termionică).
Prezența simultană a sarcinilor electrice de semne opuse în spațiul inter-arc reduce rata de disipare a acestora datorită prezenței atracției reciproce.
Dacă, în momentul în care tensiunea apare și crește, particulele încărcate (în special ionii pozitivi) rămân în spațiul arcului în cantități suficiente, atunci un arc electric va apărea și se va dezvolta cu ușurință. Acest lucru se întâmplă astfel: electronii se îndreaptă spre anodul nou format, în timp ce se încălzesc atmosfera arcului, iar ionii încărcați pozitiv se îndreaptă spre catod și, formând o sarcină pozitivă spațială, asigură ieșirea electronilor din catod. În plus, totul se va întâmpla așa cum este observat în timpul excitării inițiale a arcului în timpul sudării în curent continuu. Un mecanism similar de reexcitare și ardere a arcului are loc la sudarea pe curent alternativ cu electrozi acoperiți cu rutil, care includ oxizi de potasiu și alte elemente ușor ionizate.
Dacă în momentul în care tensiunea crește după trecerea curentului prin zero, concentrația de particule încărcate (în special ionii pozitivi) este insuficientă, atunci arcul nu se va putea reaprinde. Acest lucru se întâmplă, de exemplu, când se încearcă sudarea cu electrozi (tije) goi.
Pe baza celor de mai sus, se poate observa că stabilitatea arcului de sudare va crește odată cu introducerea de elemente ușor ionizabile în acoperire, precum și cu creșterea diametrului electrozilor sau a rezistenței curentului de sudare. Acesta din urmă se datorează faptului că o creștere a puterii arcului duce la o creștere a temperaturii acestuia și, în consecință, la o creștere a duratei de viață a ionilor pozitivi.
Influența atomilor elementelor deionizante, care au afinitate pentru electroni și sunt capabili să formeze ioni negativi destul de stabili, este opusă. Afinitatea electronică este cantitatea de energie, de obicei exprimată în electron volți, care este eliberată atunci când un electron este atașat la un atom neutru. Descompunerea inversă a unui ion negativ într-un atom neutru și un electron necesită cheltuirea aceleiași cantități de muncă (energie).
Mai jos este afinitatea electronică a unui număr de elemente:
Element Afinitate electronică, eV
C1................................................. ................................................. . ......... „..3,7
F................................................. ................................................. . .............. 3.6
Vg................................................. ................................................. . ............. 3.5
Si................................................. ................................................. . ............. 1.8
O................................................. ................................................. . .............. 1.5
Mecanismul de apariție a atomilor de elemente deionizante este următorul: în timpul tranziției curentului prin zero, acțiunea câmpului electric încetează. Electronii aflați în golul interarc pierd rapid energie ca urmare a numeroaselor ciocniri cu diferite particule și, întâlnindu-se cu atomii elementelor deionizante, le unesc cu eliberarea energiei de legare. Ca rezultat, se formează ioni masivi încărcați negativ în locul electronilor lumini și mobili.
Cu cât este mai mare afinitatea unui atom pentru un electron, cu atât este mai mare posibilitatea formării unui ion negativ. Rețineți că la viteze mari ale electronilor, probabilitatea formării ionilor negativi este foarte mică. Prin urmare, cu o descărcare constantă a arcului (sudare DC), acestea sunt practic absente.
Să luăm în considerare mecanismul de reducere a stabilității arcului de sudare de către ionii negativi. Ionii negativi se formează în orice parte a spațiului inter-arc, în special, lângă catodul nou apărut. Deținând o masă de multe mii de ori mai mare decât un electron, se vor îndepărta încet de catod, care va fi alimentat la începutul semiciclului. În acest caz, efectul încărcăturii pozitive spațiale formate din ionii pozitivi rămași va fi slăbit și mai mult de efectul de neutralizare al ionilor negativi. Prin urmare, intensitatea câmpului la catod nu va putea asigura eliberarea numărului necesar de electroni, iar arcul se va stinge.
Pentru fabricarea electrozilor cu o acoperire de bază din motive metalurgice, spatul fluor (CaF2) sub formă de concentrat spat fluor este utilizat pe scară largă. La o temperatură ridicată a arcului de sudare, se disociază parțial cu eliberarea de fluor.La sudarea cu curent continuu, acest lucru nu afectează stabilitatea arcului. Cu toate acestea, atunci când sudați pe curent alternativ, este suficient să introduceți 2-4% spat fluor în acoperire, astfel încât stabilitatea arderii arcului să fie redusă semnificativ. Această împrejurare trebuie luată în considerare în practică.
Pentru a facilita excitarea inițială a arcului de sudură în producția modernă de electrozi, se folosesc adesea acoperiri ionizante, aplicate la capătul gol al electrodului.
Echipamente de sudura si sudare
Avantajele mașinilor de sudură DCînainte ca „omologul lor de curent alternativ” să fie bine cunoscut. Aceasta include aprinderea arcului moale, capacitatea de a conecta părți cu pereți subțiri, mai puține stropi de metal și absența zonelor fără sudură. Nu există nici măcar un cod enervant (și, după cum s-a dovedit, dăunător pentru oameni). Și totul pentru că nu există o caracteristică principală inerentă mașinilor de sudură cu curent alternativ - arderea intermitentă a arcului atunci când sinusoida tensiunii de alimentare trece prin zero (Fig. 1).
Trecând de la grafice la desene reale, trebuie remarcat, de asemenea: în mașinile de curent alternativ, pentru a îmbunătăți și a facilita sudarea, se folosesc transformatoare puternice (circuitul magnetic este realizat dintr-un fier electric special cu o caracteristică de cădere abruptă) și o tensiune în mod deliberat ridicată în înfășurare secundară, ajungând până la 80 V, deși pentru 25-36 V este suficient pentru a susține arderea arcului și depunerea de metal în zona de sudare.Trebuie să suportăm masa și dimensiunile prohibitiv de mari ale aparatului, consumul de energie crescut. Prin reducerea tensiunii transformate în circuitul secundar la 36 V, este posibilă reducerea greutății „sudorului” de 5-6 ori, aducerea dimensiunilor acestuia la dimensiunea unui televizor portabil, îmbunătățind în același timp alte caracteristici de performanță.
Dar cum să aprindeți un arc cu o înfășurare de joasă tensiune?
Soluția a fost introducerea unei punți de diode cu un condensator în circuitul secundar. Ca urmare, tensiunea de ieșire a „sudorului” modernizat a fost crescută de aproape 1,5 ori. Opinia experților este confirmată în practică: atunci când bariera de 40 de volți DC este depășită, arcul se aprinde ușor și arde constant, permițând sudarea chiar și a metalului subțire al corpului.
Acesta din urmă, însă, este ușor de explicat. Odată cu introducerea unei capacități mari în circuit, caracteristica mașinii de sudură se dovedește a fi, de asemenea, în scădere abruptă (Fig. 3). Tensiunea inițială crescută creată de condensator facilitează aprinderea arcului. Și când potențialul electrodului de sudură scade la U2 al transformatorului (punctul de lucru „A”), va avea loc un proces de ardere stabilă a arcului cu depunere de metal în zona de sudare.
„Sudorul” recomandat de autor poate fi asamblat chiar și acasă, luând ca bază un transformator de putere industrial 220-36 / 42 V (acestea sunt de obicei folosite în sistemele de iluminat în siguranță și alimentarea echipamentelor din fabrică de joasă tensiune). După ce ne-am asigurat că înfășurarea primară, care conține, de regulă, 250 de spire de sârmă izolată cu o secțiune transversală de 1,5 mm 2, este intactă, se verifică cele secundare. Dacă starea lor nu este importantă, totul (cu excepția unei înfășurări de rețea care funcționează) este șters fără regret. Și în spațiul eliberat, o nouă înfășurare secundară este înfășurată (până când „fereastra” este umplută). Pentru transformatorul recomandat de 1,5 kVA, acesta este de 46 de spire ale unei magistrale din cupru sau aluminiu cu o secțiune transversală de 20 mm 2 cu o izolație bună. Mai mult, un cablu (sau mai multe fire izolate cu un singur conductor răsucite într-un mănunchi) cu o secțiune transversală totală de 20 mm 2 este destul de potrivit ca magistrală.
SELECTAREA SECȚIUNII DE ELECTROZI ÎN FUNȚIE DE PUTEREA TRANSFORMATORULUI
Puntea redresoare poate fi asamblată din diode semiconductoare cu un curent de funcționare de 120-160 A prin instalarea lor pe radiatoare-radiatoare 100x100 mm. Cel mai convenabil este să plasați o astfel de punte în aceeași carcasă cu un transformator și un condensator, aducând un comutator de 16 amperi, un vizor de lumină de semnal „Pornit”, precum și bornele „plus” și „minus” la textolit frontal. panou (Fig. 4). Și pentru a vă conecta la suportul de electrod și la „împământare”, utilizați un segment de cablu cu un singur conductor de lungimea adecvată, cu o secțiune transversală de cupru de 20-25 mm 2. În ceea ce privește electrozii de sudare în sine, diametrul lor depinde de puterea transformatorului utilizat.
Și mai departe. La testare se recomanda, prin deconectarea aparatului (10 minute dupa sudare) de la retea, sa se verifice conditiile termice ale transformatorului, puntii de diode si condensatorului. Numai după ce te asigur că totul este în ordine, poți continua să lucrezi. La urma urmei, un „sudor” supraîncălzit este o sursă de pericol sporit!
Dintre celelalte cerințe, merită remarcat, cred, că aparatul de sudură trebuie să fie echipat cu o mască de protecție împotriva scânteilor, mănuși și un covor de cauciuc. Locul în care se efectuează lucrările de sudare este echipat ținând cont de cerințele de securitate la incendiu. În plus, este necesar să se asigure că în apropiere nu există cârpe sau alte materiale combustibile, iar conectarea „sudorului” la rețea trebuie efectuată în conformitate cu regulile de siguranță electrică printr-un conector puternic al tabloului electric la intrarea în clădire.
V.KONOVALOV, Irkutsk
Designer model 1998 №4
Electrozii de curent continuu și alternativ nu diferă extern. Dar din fabrică este deja indicat pentru ce curenți sunt proiectați, și anume, aceasta este tija și învelișul electrodului, polaritățile și pozițiile la care se poate efectua sudarea, curentul recomandat la sudarea anumitor metale. Care sunt principalele diferențe dintre AC și DC. În faptul că în timpul sudării, un curent este furnizat electrodului fie în mod variabil cu o anumită frecvență, și anume, este de 50 herți, fie în mod constant. Luați electrozii Uoni de exemplu. Sunt proiectate pentru curent continuu. Dacă luați și încercați să gătiți cu variabile, atunci acestea se vor lipi sau arcul se va plimba sau nu va exista niciun arc stabil.
Să ne uităm la curentul continuu și alternativ. Voi începe cu o variabilă, deoarece este cel mai ușor de înțeles.
Și deoarece curentul alternativ și curentul constant funcționează la sudarea cu un electrod. Voi desena clar.
Și acum să vedem cum ne vine curentul alternativ acasă. Toată lumea știe că există o fază și există zero. Zero este ca un minus, dar nu chiar. Oricum, să ne uităm la faza AC și cum funcționează. Curentul alternativ, atunci este, atunci nu există, apoi este din nou.
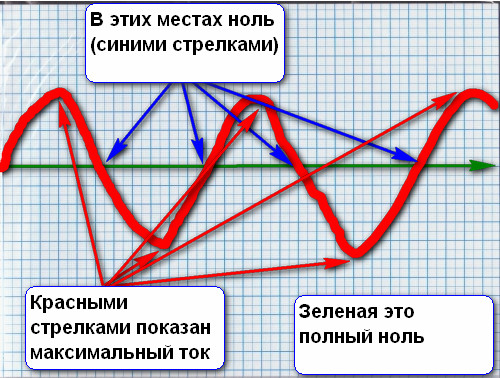
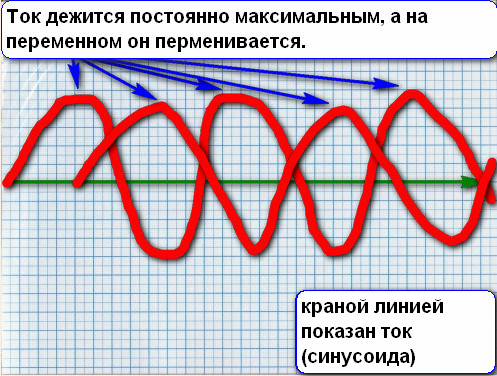
După cum puteți vedea, curentul alternativ crește apoi într-o direcție apoi în cealaltă (linia roșie este afișată pe măsură ce crește într-o direcție apoi în cealaltă), adică curentul se modifică. De aceea există mai multe stropi la sudarea cu electrozi de curent alternativ . Ei bine, curentul continuu este același cu curentul alternativ, trecând doar prin redresor ( de aceea se numește astfel deoarece redresează curentul care se află pe grafic) obținem mai mulți curenți alternativi care funcționează sincron și formează un curent continuu.
Din aceasta putem concluziona că prin sudare se va obține sudare de înaltă calitate curent continuu. Probabil că nu toată lumea înțelege ceea ce este arătat în grafic. Răspund la întrebarea care este diferența dintre electrozii DC și AC. De exemplu, electrozii MR-3s pot fi sudați atât cu curent alternativ, cât și cu curent continuu de orice polaritate. Dar, de exemplu, ele sunt doar constante și permise doar de polaritatea inversă. O sa spun singur ca luam electrozi pentru curent alternativ si gatim cu curent constant si nu ne temem de nimic. Multe mărci de electrozi pot fi gătite cu curent continuu, în timp ce variabilele trebuie urmărite. Acum





