Diferențele dintre sudarea cu curent continuu și curent alternativ. Sudarea cu curent continuu. Echipamente de sudura si sudare
Echipamente de sudura si sudare
Avantajele mașinilor de sudură DCînainte ca „omologul lor de curent alternativ” să fie bine cunoscut. Aceasta include aprinderea arcului moale, capacitatea de a conecta părți cu pereți subțiri, mai puține stropi de metal și absența zonelor fără sudură. Nu există nici măcar un cod enervant (și, după cum s-a dovedit, dăunător pentru oameni). Și totul pentru că nu există o caracteristică principală inerentă mașinilor de sudură cu curent alternativ - arderea intermitentă a arcului atunci când sinusoida tensiunii de alimentare trece prin zero (Fig. 1).
Utilizarea controlerului de frecvență medie cu sudare curent continuu oferă multe avantaje în sudare curent alternativ, de exemplu. Pe lângă întreținerea corespunzătoare, unul dintre cele mai mari costuri asociate cu utilizarea mașinilor automate este necesarul de energie. Mașinile au nevoie de energie pentru a funcționa, iar sudorii electrici nu fac excepție de la această regulă.
Ce înseamnă asta pentru sudor? Poate fi folosit diverse lungimi caracteristicile lanțului și vârfului fără a afecta timpul necesar pentru finalizarea sudurii. Acest lucru oferă un nivel superior de integritate structurală produsului final, crescând durabilitatea generală și durata de viață utilă.
Trecând de la grafice la proiecte reale, trebuie remarcat, de asemenea: în mașinile de curent alternativ, pentru a îmbunătăți și a facilita sudarea, se folosesc transformatoare puternice (circuitul magnetic este realizat din fier electric special cu o caracteristică de scădere abruptă) și o tensiune supraestimată în mod deliberat în înfășurare secundară, ajungând până la 80 V, deși pentru 25-36 V este suficient pentru a susține arderea arcului și depunerea de metal în zona de sudare.Trebuie să suportăm masa și dimensiunile prohibitiv de mari ale aparatului, consumul de energie crescut. Prin reducerea tensiunii transformate în circuitul secundar la 36 V, este posibilă reducerea greutății „sudorului” de 5-6 ori, aducerea dimensiunilor acestuia la dimensiunea unui televizor portabil, îmbunătățind în același timp alte caracteristici de performanță.
Acest lucru face ca produsul să fie mai sigur pentru lucrul manual, deoarece reduce cantitatea de margini ascuțite rămase după sudare. În produsele care trebuie să fie fără bavuri și alte margini ascuțite, acest lucru poate reduce foarte mult timpul necesar pentru gătirea pieselor finite, deoarece vor fi mai puține articole ascuțite de curățat.
Sudarea este un proces folosit pentru a îmbina metalele între ele prin topirea pieselor și folosind o umplutură pentru a forma o îmbinare. Sudurile pot fi efectuate folosind o varietate de surse de energie, de la o flacără de gaz sau un arc electric la un laser sau ultrasunete. Sudarea nu se poate face cu toate tipurile de metale. De exemplu, oțelul inoxidabil este predispus la crăpare și deformare atunci când este supraîncălzit. Aliajele sunt adesea o problemă pentru că este greu de știut exact compoziție chimică metal.
Dar cum să aprindeți un arc cu o înfășurare de joasă tensiune?
Soluția a fost introducerea unei punți de diode cu un condensator în circuitul secundar. Ca urmare, tensiunea de ieșire a „sudorului” modernizat a fost crescută de aproape 1,5 ori. Opinia experților este confirmată în practică: atunci când bariera de 40 de volți DC este depășită, arcul se aprinde ușor și arde constant, permițând sudarea chiar și a metalului subțire al corpului.
Pentru ca un sudor să facă cele mai bune suduri, el trebuie să înțeleagă ce înseamnă AC și DC la aparatul de sudură, precum și la electrozi. Electricitatea circulă în două moduri: fie în curent alternativ, fie în curent continuu. Electricitatea sau „curent” nu este altceva decât mișcarea electronilor printr-un conductor, ca un fir.
Echipamente de sudura si sudare
Curent alternativ - Cel mai bun mod transportul energiei electrice pe distanțe lungi. Fiecare circuit electric are un pol negativ și unul pozitiv. Curentul direct curge într-o singură direcție, rezultând polaritate constantă. Alte diferențe între curentul AC și curentul DC.
Acesta din urmă, însă, este ușor de explicat. Odată cu introducerea unei capacități mari în circuit, caracteristica mașinii de sudură se dovedește a fi, de asemenea, în scădere abruptă (Fig. 3). Tensiunea inițială crescută creată de condensator facilitează aprinderea arcului. Și când potențialul electrodului de sudură scade la U2 al transformatorului (punctul de lucru „A”), va avea loc un proces de ardere stabilă a arcului cu depunere de metal în zona de sudare.
Este ideal pentru următoarele tipuri de suduri. Reguli de siguranță la utilizarea acestor aparate de sudură. Vaporii de sudură pot cauza probleme de respirație sudorilor. Unele probleme sunt pe termen scurt, iar altele pot fi boli pe termen lung, cum ar fi astmul. Vaporii de sudură sunt, de asemenea, clasificați la nivel mondial drept posibili cancerigeni.
Echipamentul individual de protecție pentru sudori include. Îmbrăcăminte ignifugă, ochelari de protecție, pantofi, mănuși, glugă și cască de sudură și piele. Îmbrăcămintea sintetică nu trebuie purtată niciodată, deoarece se topește extrem de mult atunci când este expusă temperatura ridicata. Interacțiunea unică a invertorului cu dublă energie cu controlul digital precis al procesului de sudare asigură proprietăți excelente de sudare. Standard cu lanternă încorporată răcită cu apă. Ciclu de funcționare 100% pentru toate unitățile. Control rapid și precis al procesului de sudare: arcul rămâne stabil în orice poziție. Acest lucru asigură o penetrare sigură și uniformă, reducând în același timp zona expusă la căldură. Schimbările practic inevitabile dintre pistolul de sudură și bazinul de topire în timpul sudării manuale nu au practic niciun efect negativ asupra rezultatului sudării. Indiferent de electrodul de tungsten folosit, acest lucru are ca rezultat un arc stabil rapid și ușor și protejează atât piesa de prelucrat, cât și electrozii. Arcul AC rămâne liniștit și stabil chiar și cu suprafețe de material critice sau foarte oxidate.
- Lâna este cea mai bună alegere deoarece este durabilă și rezistentă la foc.
- Controlul inovator al aprinderii asigură o aprindere fiabilă.
- O presiune mai mare a arcului duce, de asemenea, la viteze mai mari de sudare.
- Zgomot de arc scăzut și plăcut cu mult sub cerințele legale.
„Sudorul” recomandat de autor poate fi asamblat chiar și acasă, pe baza unui transformator de putere industrial 220-36 / 42 V (acestea sunt de obicei folosite în sistemele de iluminat sigur și alimentarea echipamentelor de joasă tensiune din fabrică). După ce ne-am asigurat că înfășurarea primară, care conține, de regulă, 250 de spire de sârmă izolată cu o secțiune transversală de 1,5 mm 2, este intactă, se verifică cele secundare. Dacă starea lor nu este importantă, totul (cu excepția unei înfășurări de rețea care funcționează) este șters fără regret. Și în spațiul eliberat, o nouă înfășurare secundară este înfășurată (până când „fereastra” este umplută). Pentru transformatorul recomandat de 1,5 kVA, acesta este de 46 de spire ale unei magistrale din cupru sau aluminiu cu o secțiune transversală de 20 mm 2 cu o izolație bună. Mai mult, un cablu (sau mai multe fire izolate cu un singur conductor răsucite într-un mănunchi) cu o secțiune transversală totală de 20 mm 2 este destul de potrivit ca magistrală.
Acest mod special este o combinație de sudare AC și DC. În timpul sudării, controlul procesorului setează automat curentul CC pentru 0,2 secunde și apoi puterea CA pentru 0,3 secunde. Frecvența se adaptează automat la intensitatea curentului la sudarea AC. Rezultatul este o durată lungă de viață și o eficiență economică optimă. Frecvența selecției automate, în special, atunci când lucrați cu un pedalier beneficiază imprevizibilă. Controlul digital extrem de dinamic al procesului de sudare asigură proprietăți excelente de sudare cu o acuratețe unică și o reproductibilitate precisă chiar și în cazul topirii la scară largă. Datorită managementului inteligent al energiei, combinată cu utilizarea componentelor inovatoare, aproape toată puterea furnizată este convertită într-un arc.
- De exemplu, atunci când sudați foi subțiri sau ștergeți marginile.
- Prin reducerea aportului de căldură, sarcina pe electrod este redusă.
- B. în foi subțiri în Kelndend – punctat.
- La curenți mai mari, sarcina pe electrodul de wolfram scade.
- Mai multă flexibilitate în utilizarea dispozitivelor mobile.
- Polaritatea electrodului poate fi selectată pe dispozitiv.
- Invertorul de energie duală funcționează într-un mod unic.
SELECTAREA SECȚIUNII DE ELECTROZI ÎN FUNȚIE DE PUTEREA TRANSFORMATORULUI
Puntea redresoare poate fi asamblată din diode semiconductoare cu un curent de funcționare de 120-160 A prin instalarea lor pe radiatoare-radiatoare de 100x100 mm. Cel mai convenabil este să plasați o astfel de punte în aceeași carcasă cu un transformator și un condensator, aducând pe panoul frontal de textolit un comutator de 16 amperi, un ochi de lumină de semnal „Pornit”, precum și „plus” și „minus” terminale (Fig. 4). Și pentru a vă conecta la suportul de electrod și la „împământare”, utilizați un segment de cablu cu un singur conductor de lungimea adecvată, cu o secțiune transversală de cupru de 20-25 mm 2. În ceea ce privește electrozii de sudare în sine, diametrul lor depinde de puterea transformatorului utilizat.
De îndată ce arzătorul s-a răcit suficient, răcirea cu apă trece în modul standby. Constructii de instalatii, containere, masini si otel Constructii de instalatii chimiceIndustrie auto si alimentaraConstructii industriale si constructii de conducteSantier de constructii si instalatii.
- Dacă este necesar, pompa centrifugă este monitorizată.
- Acest lucru reduce consumul de energie și emisiile de zgomot.
- De asemenea, este inclusă o husă de protecție.
Christian Julius. Este despre despre rectificarea transformatorului obișnuit al echipamentului de sudură și apoi netezirea lui puțin pentru a avea putere DC pură. Principalul avantaj este curentul uniform, deoarece nu există trecere prin zero unde curentul este întotdeauna întrerupt pentru o perioadă scurtă de timp, ceea ce poate duce la probleme precum un arc de curent de sudare scăzut sau o aprindere slabă a electrodului. Există, desigur, dezavantaje ale curentului continuu: unele materiale nu pot fi sudate deoarece formează un strat de oxid și, prin urmare, metalul de sudură nu se leagă de materialul electrodului, astfel încât aici este nevoie de curent alternativ explicit sau curent continuu pulsat pentru a distruge oxidul. strat.
Și mai departe. La testare se recomanda, prin deconectarea dispozitivului (10 minute dupa sudare) de la retea, sa se verifice conditiile termice ale transformatorului, puntii de diode si condensatorului. Numai după ce te asigur că totul este în ordine, poți continua să lucrezi. La urma urmei, un „sudor” supraîncălzit este o sursă de pericol sporit!
Dar Alu a fost și nu este material sursă pentru mine. De asemenea, este interesant de văzut avantajul curentului trifazat trifazat. Figura 1 arată tensiunea curentă normală, așa cum puteți vedea de la priză. Figura 2 prezintă curba tensiunii după utilizarea diodei; Aici trece doar semiunda pozitivă, care ar fi atunci o tensiune DC pulsatorie, dar cu o pierdere de 50%. Figura 3 prezintă curba tensiunii după un redresor în punte; Aici se adaugă o semiundă practic negativă, care dă și o tensiune DC pulsatorie, dar fără pierderi de 50%. Deci ceva trebuie făcut. Prin urmare, este necesar să se înmagazineze cât mai multă energie în timpul pulsului pentru a furniza această energie în timpul căderii pulsului, astfel încât să se genereze deșeuri cât mai mici. Astfel, trebuie să fie un dispozitiv de stocare a energiei care poate stoca suficientă energie pentru a acoperi acest decalaj.
Dintre celelalte cerințe, merită remarcat, cred, că aparatul de sudură trebuie să fie echipat cu o mască de protecție împotriva scânteilor, mănuși și un covor de cauciuc. Locul în care se efectuează lucrările de sudare este echipat ținând cont de cerințele de securitate la incendiu. În plus, este necesar să se asigure că nu există cârpe sau alte materiale combustibile în apropiere, iar conectarea „sudorului” la rețea trebuie efectuată în conformitate cu regulile de siguranță electrică printr-un conector puternic al tabloului electric la intrarea în clădire.
Cu cât frecvența este mai mare, cu atât mai puține piese se pot defecta, ceea ce este și avantajul mașinii de sudură cu invertor, care funcționează până la 200KHz, astfel încât bobinele transformatorului, inductoarele și condensatorii pot fi proiectate foarte mici, acest lucru duce la un mare avantaj față de transformator de sudare.
Aici puteți vedea foarte bine că condensatorul mic iese repede din suc și tensiunea scade foarte devreme și condensatorul mare menține tensiunea nivel inalt până la următorul impuls. Acest dezavantaj pare să nu existe în cazul clapetei de accelerație, dar îi conferă clapetei atât un design mai mare, cât și o greutate mai mare pe scară. Adesea, producătorii profită de ambele componente și, pe lângă inductorul mai mic, folosesc o serie de condensatoare.
V.KONOVALOV, Irkutsk
Designer model 1998 №4
Electrozii de curent continuu și alternativ nu diferă extern. Dar din fabrică este deja indicat pentru ce curenți sunt proiectați, și anume, aceasta este tija electrodului și învelișul, polaritățile și pozițiile la care se poate efectua sudarea, curentul recomandat la sudarea anumitor metale. Care sunt principalele diferențe dintre AC și DC. În faptul că în timpul sudării, un curent este furnizat electrodului fie în mod variabil cu o anumită frecvență, și anume, este de 50 herți, fie în mod constant. Luați electrozii Uoni de exemplu. Sunt proiectate pentru curent continuu. Dacă luați și încercați să gătiți cu variabile, atunci acestea se vor lipi sau arcul se va plimba sau nu va exista niciun arc stabil.
Poate cineva comuta mai multe triac-uri în paralel? Acest lucru ar fi trebuit să treacă cel puțin pentru triacuri controlate digital. O triodă aprinsă de un triac optic este potrivită în acest scop. Acesta este disponibil ca o componentă disponibilă la raft și se numește releu cu stare solidă. Oricine are nevoie de o schemă pentru a construi un releu cu stare solidă îmi poate trimite un e-mail.
Control de fază - suprimarea interferențelor radio. Deci va părea că va zăbovi prin el, doar va reduce puterea consumatorului. De asemenea, ar fi posibil ca comutatorul punctului zero să omite undele individuale, dar acest lucru ar reduce și mai mult frecvența și netezirea ar necesita din nou componente mari pentru a minimiza timpul necesar.
Să ne uităm la curentul continuu și alternativ. Voi începe cu o variabilă, deoarece este cel mai ușor de înțeles.
Și deoarece curentul alternativ și curentul constant funcționează la sudarea cu un electrod. Voi desena clar.
Și acum să vedem cum ne vine curentul alternativ acasă. Toată lumea știe că există o fază și există zero. Zero este ca un minus, dar nu chiar. Oricum, să ne uităm la faza AC și cum funcționează. Curentul alternativ, atunci este, atunci nu există, apoi este din nou.
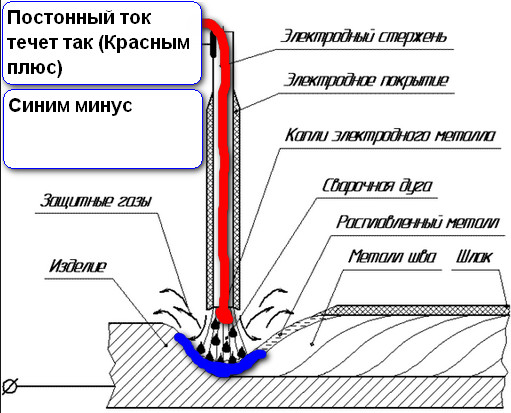
Pe o farfurie bună - factorul de putere din care puteți calcula. Alternativ, puteți măsura și cu un osciloscop: un canal pentru tensiune și unul pentru curent. Cu toate acestea, se poate obține. Sudarea cu arc acoperit este un proces în care metalul este topit prin căldura generată de un arc electric plasat între capătul electrodului acoperit și metalul de bază al îmbinării care urmează să fie sudată.
Materialul depozitului se obține prin topirea electrodului sub formă de mici picături. Protecția este asigurată prin descompunerea învelișului sub formă de gaze și sub formă de zgură lichidă, care plutește pe baia de topire și ulterior se solidifică. Sudarea cu arc acoperit este una dintre cele mai multe moduri eficiente datorită flexibilității mari și posibilităților de utilizare.
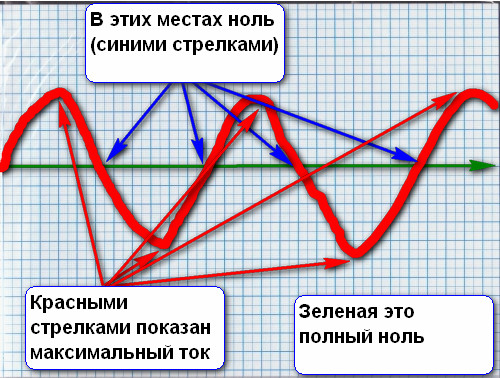
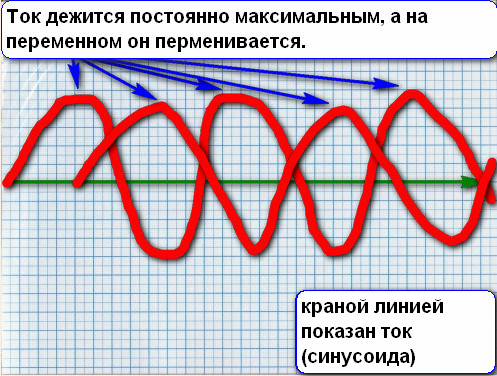
După cum puteți vedea, curentul alternativ crește apoi într-o direcție apoi în cealaltă (linia roșie este afișată pe măsură ce crește într-o direcție apoi în cealaltă), adică curentul se modifică. De aceea există mai multe stropi la sudarea cu electrozi de curent alternativ . Ei bine, curentul continuu este același cu curentul alternativ, trecând doar prin redresor ( de aceea se numește astfel deoarece redresează curentul care se află pe grafic) obținem mai mulți curenți alternativi care funcționează sincron și formează un curent continuu.
Din aceasta putem concluziona că la sudarea cu curent continuu se va obține o sudură de înaltă calitate. Probabil că nu toată lumea înțelege ceea ce este arătat în grafic. Răspund la întrebarea care este diferența dintre electrozii DC și AC. De exemplu, electrozii MR-3s pot fi sudați atât cu curent alternativ, cât și cu curent continuu de orice polaritate. Dar, de exemplu, ele sunt doar constante și permise doar de polaritatea inversă. O sa spun singur ca luam electrozi pentru curent alternativ si gatim cu curent constant si nu ne temem de nimic. Multe mărci de electrozi pot fi gătite cu curent continuu, în timp ce variabilele trebuie urmărite. Acum





