Tehnologia Mokume Gane în bijuteriile moderne
Ieșire colecție:
TEHNOLOGIA MOKUME GANE ÎN BIJUTERII MODERNE
Baranova Olga Konstantinovna
solicitant grad Candidat la științe, asistent al Departamentului de Tehnologia Prelucrării Artistice a Materialelor și Arta Bijuteriilor din Sankt Petersburg universitate de stat tehnologie și design, Federația Rusă, Sankt Petersburg
Chalova Ekaterina Igorevna
student postuniversitar, asistent al departamentului de tehnologie de prelucrare artistică a materialelor și artă bijuteriilor, Universitatea de Stat de Tehnologie și Design din Sankt Petersburg, RF, Sankt Petersburg
Baranova Alexandra Ivanovna
profesor al Colegiului Industrial Kamchatka, RF, Vilyuchinsk
UTILIZAREA MOKUME GANE ÎN BIJUTERII MODERNE
Olga Baranova
candidat pentru o diplomă de candidat în științe, asistent al departamentului de fabricație artistică a materialelor și bijuterii din Universitatea de Tehnologie și Design din Sankt-Petersburg, Rusia, Sankt-Petersburg
Ekaterina Chalova
postuniversitar, asistent al departamentului de fabricație artistică de materiale și bijuterii din Universitatea de Tehnologie și Design din Sankt-Petersburg, Rusia, Sankt-Petersburg
Alexandra Baranova
profesor categoria I la Colegiul Industrial Kamchatskiy, Rusia, Viluchinsk
ADNOTARE
S-a făcut o analiză a metodei străvechi de prelucrare a metalelor - tehnica tradițională japoneză „mokume gane”, cunoscută încă din secolul al XVII-lea, modalitățile de dezvoltare a acesteia în această perioadă, apariția noilor tehnologii de fabricație, precum și sfaturi privind practicile practice. fabricarea de bijuterii folosind această tehnică.
ABSTRACT
Analiza metodei antice de tratare a metalelor - tehnica tradițională japoneză „Mokume Gane”, cunoscută încă din secolul al XVII-lea, dezvoltarea ei de-a lungul perioadei, noile tehnologii de fabricație și sfaturi privind fabricarea practică a bijuteriilor în această tehnică.
Cuvinte cheie: producția de bijuterii; proiecta; tehnologii de fabricare a bijuteriilor; arta tradițională a Japoniei; mokume gane.
Cuvinte cheie: fabricarea de bijuterii; design, tehnologie de bijuterii; artă tradițională japoneză Mokume Gane.
LA Bijuterii oamenii apreciază nu numai frumusețea, ci și unicitatea. Bijuteriile în sine pot fi atât decorative (pentru purtător), cât și o formă de auto-exprimare (pentru producător), motiv pentru care unele dintre ele sunt considerate opere de artă. Decorațiunile realizate în tehnica tradițională japoneză mokume gane pot fi atribuite în siguranță acestei categorii, deoarece fiecare dintre ele este o capodoperă în miniatură independentă, unică, care are valoare atât estetică, cât și materială.
„Există multe tehnici diferite practicate în bijuterii. Unele dintre ele au apărut destul de recent, altele sunt asociate cu tradiții străvechi transmise din generație în generație. Mokume gane este o tehnică tradițională, cinsată de timp, cufundată în istorie, a dat o nouă viață tehnologiei moderne.
„Din japoneză, termenul „mokume gane” poate fi tradus ca „metal care arată ca lemn””. Aceasta este o metodă străveche de prelucrare a metalelor inventată în secolul al XVII-lea de maestrul Denbei Shoami, cu care a decorat mânerele săbiilor de samurai (Figura 1). Samuraii ocupau o poziție înaltă în societatea Japoniei medievale, dar nu fiecare dintre ei își putea permite un asemenea lux. Mânerul decorat cu rafinament a servit ca simbol al statutului înalt și al bogăției proprietarului.
Figura 1. Lamele unei katane realizate folosind tehnica mokume gane
Principiul pe care se bazează Mokumegane este același ca și în fabricarea săbiilor de samurai. Mai multe plăci de metale prețioase, care includ aliaje tradiționale japoneze (de exemplu, Shakudo - un aliaj pe bază de 96% cupru și 4% aur pur) sunt sudate împreună în difuzie la temperatura ridicata. Adâncimea de întrepătrundere a metalelor Mokume este de aproximativ 0,025 mm și creșterea de noi cristale în această zonă este cea care ține plăcile împreună. După îmbinarea plăcilor între ele, acestea sunt prelucrate și texturate în așa fel încât să fie expuse mici zone ale suprafeței fiecărui strat.
Complexitatea tehnologiei constă în faptul că metale diferite, uneori practic incompatibile, sunt interconectate în modele bizare și foarte frumoase care nu se repetă niciodată.
Ca rezultat al prelucrării prin tehnica mokume gane, metalul capătă un model stratificat, care amintește de inelele copacilor sau de scoarța în textură. „Aceste modele unice sunt un fel de celebrare a frumuseții naturale a lemnului, întruchipată în metal rece și puternic.” LA lumea modernă săbiile de samurai sunt populare doar printre colecționari, iar statutul de samurai nu are un astfel de lucru de mare importanta, dar, cu toate acestea, Mokume Gane a primit asta utilizare largăși adorație, care a fost întruchipată în artă și bijuterii fine.
Tehnica tradițională a mokume gane a fost de a fuziona împreună mai multe foi de metale diferite prin topire. Maeștrii moderni și noile tehnologii au adus unele modificări procesului, dar esența procesului rămâne neschimbată.
Până în prezent, există două metode principale de fabricare a Mokume gane: metoda de fuziune într-un cuptor și fabricarea folosind lipire.
Prima metodă constă în compilarea unei compoziții integrale din două sau mai multe metale diferite, care s-au suprapus unul peste altul în straturi, creând un aliaj omogen în condiții de tratament termic. În tradiția tehnologiei japoneze, un astfel de aliaj a fost realizat prin sudarea prin difuzie în forjele de cărbune.
In prezent sunt cunoscute diverse combinatii de metale potrivite acestei tehnici: aur galben, roz si alb, nichel, paladiu, platina, titan, zirconiu, bronz si alama.
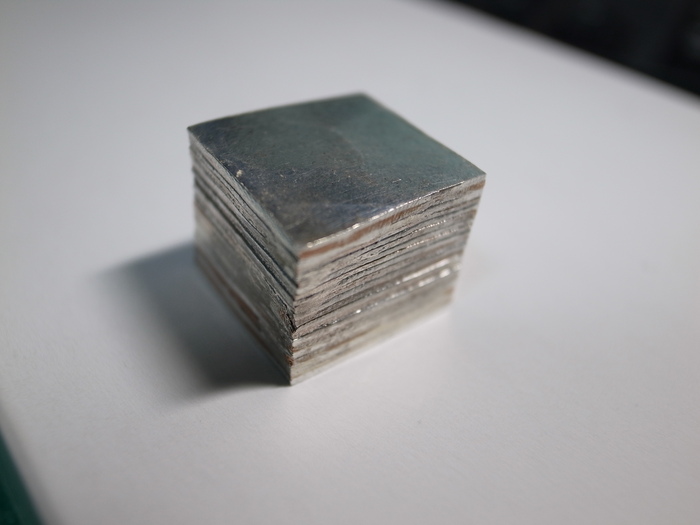
Esența metodei mokume gane este aceea că foile din diferite metale de bijuterii sunt pliate în straturi care alternează în culori (Fig. 2). Numărul de straturi ajunge la câteva zeci. Apoi piesa de prelucrat este încălzită la o temperatură ridicată, astfel încât metalele să înceapă să se sintereze împreună. Difuzia metalelor are loc în faza solidă. Cel mai important și dificil este să conectați ferm diferite metale și, în același timp, să nu depășiți temperatura de topire, astfel încât straturile individuale să fie păstrate.
. 
Figura 2. Blank plate înainte de răsucirea straturilor
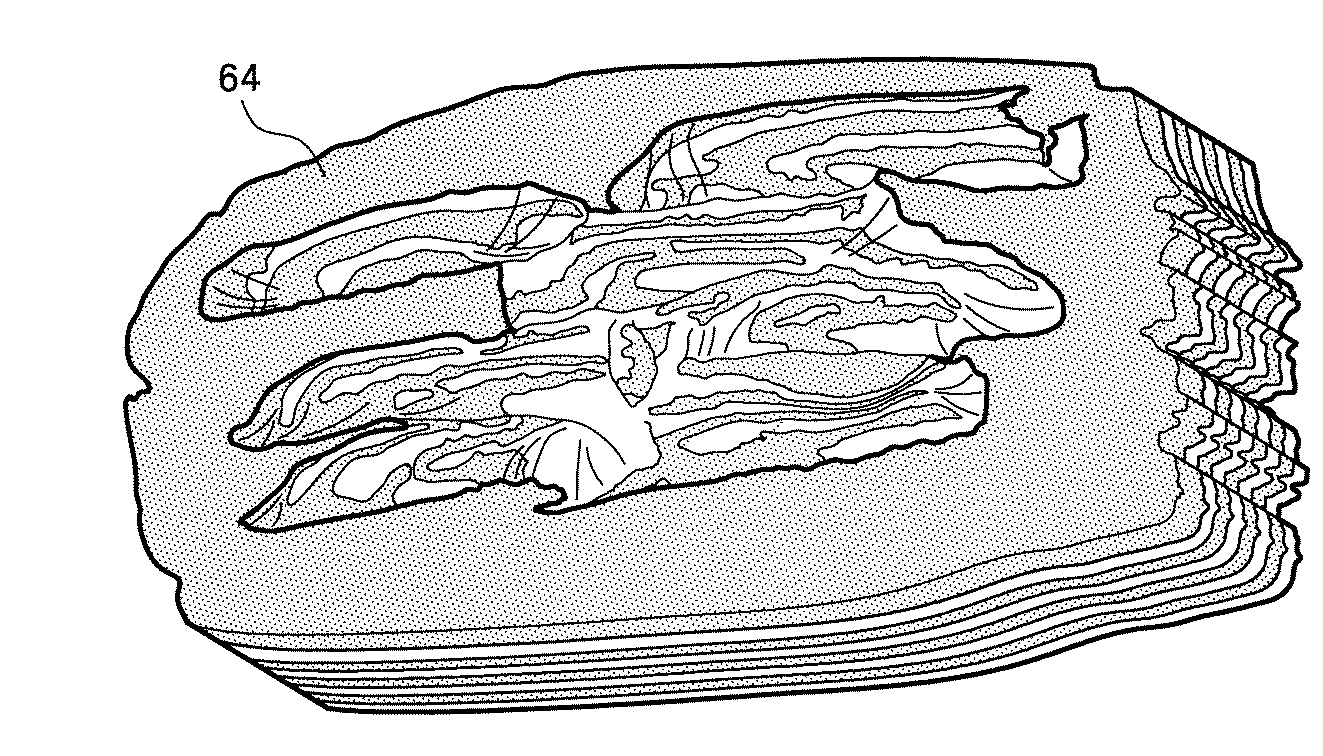
În continuare, piesa de prelucrat învățată este presată, forjată, răsucită astfel încât straturile plate să devină sinuoase. Încălzit pentru a elimina stresul intern. Și de atâtea ori. Uneori, multe depresiuni obișnuite sunt tăiate în metal prin mai multe straturi contrastante pentru a expune designul. Apoi din nou supus la forjare pentru a face piesa de prelucrat plată. Procesul este lung și complicat. Natura și interesul modelului depind de experiența maestrului (Fig. 3).

Figura 3. Aliaj în tehnica „Mokume Gane”
Să luăm în considerare mai detaliat a doua metodă de fabricație, care nu necesită echipamente complexe și costisitoare.
Realizarea Mokume folosind lipire poate fi, de asemenea, împărțită în două metode: lipirea firului și lipirea plăcilor. Dacă metoda de fabricare a firului poate fi considerată simplă, deoarece firul are o suprafață mică de contact, ceea ce nu creează probleme speciale la lipire, atunci când lipiți suprafețele plane ale plăcilor, totul este mai complicat. Să luăm în considerare ultima metodă mai detaliat:
1. În primul rând, ar trebui să selectați metalele pentru lipit în funcție de compatibilitatea lor în ceea ce privește maleabilitatea și capacitatea de a fi lipite cu lipire de argint. De obicei este vorba de cupru, aliaje de cupru, argint și aur.
2. Tăiați metalele selectate în două benzi egale de cel mult 25 mm lățime. Lungimea benzii nu este o problemă, dar pentru articole mici sunt potrivite semifabricate cu o lungime de 50-100 mm. Grosimea piesei de prelucrat trebuie să fie de cel puțin 1,5 mm, altfel plăcile se vor deforma ușor în timpul lipirii, ceea ce va afecta foarte mult calitatea suprafețelor lipite. Încercați să utilizați un metal cât mai gros posibil pentru a reduce suprafața pentru lipire. Dar, în același timp, nu uitați de limitarea distanței dintre arborii de pe role, care încă nu au fost utilizate. În cele mai multe cazuri, variază de la 3 la 6 mm. Astfel, piesa de prelucrat ar trebui să fie o bandă îngustă plată.
3. Aliniați perfect suprafețele plăcilor astfel încât distanța dintre ele să fie minimă. Slefuiți astfel încât să nu existe pete de oxid pe suprafața lor. Apoi teșiți partea lungă, care va servi ca o canelură între plăci pentru un flux precis de lipit. Lustruirea suprafețelor de îmbinat este de asemenea importantă, deoarece lipirea se întinde mult mai bine pe suprafața lustruită.
4. Conectați plăcile astfel încât părțile teșite ale teșiturilor să se potrivească. Legați ambele semifabricate cu un fir relativ gros (bindra), astfel încât să existe o distanță egală între spirele firului. Este important să lăsați bucle de 6 mm deasupra. Ele vor ajuta la ținerea piesei de prelucrat într-un unghi la lipire. Firul trebuie să fie bine întins pentru a ține bine metalul.
5. Scufundați într-o soluție groasă de borax sau folosiți borax cremos. Utilizați lipire cu argint cu topire ridicată pe tot parcursul procesului. Acest lucru va scădea temperatura lipiturii utilizate în viitor. Lipirea este de preferință utilizată sub formă de sârmă.
6. Preîncălziți blocul cu o flacără mare stufoasă pe un platou până când devine roșu tern. În acest moment, reduceți flacăra și concentrați-o în centrul metalului care se îmbină. Când este atinsă temperatura dorită, începeți să introduceți lipirea între plăci folosind crestătura în V. Nu-ți pare rău pentru lipitură. Apoi, rotiți suportul, încălziți din spate și întindeți pe toată lățimea plăcilor. Amintiți-vă regula: lipirea curge acolo unde temperatura este mai mare. Prin urmare, atunci când furnizați lipitură dintr-o parte, este necesar să o încălziți din partea opusă până când lipirea apare între plăci. Asigurați-vă că plăcile sunt complet lipite cu o cusătură continuă de lipit care iese în afara întregului perimetru.
7. Se răcește încet, se scoate firul și se înălbi. Dacă plăcile nu sunt complet lipite, după albire, clătiți într-o baie cu ultrasunete, clătiți cu apă și uscați. Rotiți ușor rolele, astfel încât plăcile să se potrivească bine. Apoi reacoperiți cu flux și încălziți plăcile la temperatura necesară până când lipirea este complet eliminată.
8. Aliniați piesa de prelucrat, șlefuiți. Opțional, un al treilea metal poate fi adăugat prin repetarea procesului anterior. Rulați farfuria rezultată în lungime până se dublează. Tăiați în jumătate și lipiți din nou cele două jumătăți împreună, dublând numărul de straturi.
Acest proces poate fi continuat de orice număr de ori. Dar cu o creștere a numărului de straturi, se pierd proprietăți fizice metal: metalul devine dur și casant, iar un număr excesiv de straturi poate duce la pierderea aspectului decorativ dorit. După ce numărul necesar de straturi a fost acumulat, este de dorit să lipiți o bază metalică groasă pe plăcile lipite. Pentru a obține forma și grosimea dorite, piesa de prelucrat rezultată trebuie rulată în direcțiile necesare, tăiată și lipită din ea piesele necesare. Apoi recoaceți și menționați metalul din interior, obținând o suprafață în relief. Relieful rezultat din exterior este ascuțit cu o pila și șmirghel. După șlefuire, metalul este lustruit și finisat, „iar finisajul potrivit va scoate în evidență modelul și textura metalului, precum și culoarea adevărată a aliajelor utilizate”. Bijuteriile moderne realizate folosind tehnica mokume gane sunt prezentate în Figura 4.

Figura 4. Bijuterii realizate folosind tehnica mokume gane
Bijuteriile create folosind tehnica mokume gane combină spiritul Japoniei medievale, frumusețea naturală a modelelor din lemn, puterea rece a metalului și este opere contemporane artă.
Bibliografie:
1. Mokume-gane // Revista de internet „Dekorata.ru”. - 2010 - Nr. 1 [Resursa electronica] - Mod de acces. - URL: http://dekorata.ru/NN/01/mokume-gane.html (accesat 17.02.2014).
2. Ponomareva K.S., Zhukova L.T., Utilizarea texturii la crearea obiectelor din piatră decorativă și ornamentală, Design. Materiale. Tehnologie. - 2014. - Nr 4(34) Sankt Petersburg: SPGUTD - 220 pagini.
3.Richard Fuller, Ron Gregory, Spade japoneze. Enciclopedia armelor tăiate, AST, Astrel, Harvest, 2010 - 288 pagini
4. Robert Coogan, James Bignon, Steve Midgett, Mokume Gane. Revizuire completă , Dedal-Press, 2005 - 160 pagini
Mokume Gane este o tehnică japoneză de lucru cu metale. Dacă încercăm să-i traducem numele literal, obținem următorul set de cuvinte: "mo" - lemn, "kume" - textură, "gane" - metal. Esența sa constă în obținerea unui produs compozit format din mai multe metale diferite, care formează un model decorativ pe suprafața sa, care amintește de textura lemnului.
Istoria nașterii tehnologiei
Tehnica mokume gane a apărut la sfârșitul secolului al XVII-lea datorită producătorului de săbii samurai Denbei Shaomi. Se crede că ideea de a conecta metale diferite între ele este rezultatul unei abordări economice orientale a producției. Din cauza lipsei de metale prețioase, ei au încercat să găsească un înlocuitor demn care să nu diminueze nobilimea sabiei samurai.
Într-un fel sau altul, Shaomi a transmis tehnologia dezvoltată numeroși studenți care au completat și îmbunătățit-o continuu. De-a lungul timpului, Mokume a început să fie folosit nu numai pentru decorarea armelor, ci și la fabricarea articolelor de uz casnic: vaze, vase, bijuterii.
Esența tehnicii mokume gane
Primele produse au fost realizate din aliaj shakudo (shakudo), constând din 90–96% cupru și 4–10% aur, dar apoi au început să fie folosite alte metale: platină, paladiu, argint, nichel, zirconiu, titan și bronz.

Prima etapă a metodei mokume gane este obținerea unei piese de prelucrat multistrat din metale care sunt diferite ca culoare și ductilitate. În plus, pentru a crea un ornament contrastant, merită luat în considerare faptul că în procesul de încălzire și reacții chimice materialele își pot schimba nuanțele. Foile prețioase de diferite grosimi sunt curățate temeinic de praf, oxid și pelicule de grăsime și stivuite una peste alta într-o anumită secvență, numărul de straturi poate ajunge la câteva zeci. Apoi foile sunt plasate într-un cuptor, unde, sub influența unei anumite temperaturi, se realizează procesul de difuzie a metalelor în faza solidă.
Este deosebit de important ca gradul de încălzire să fie exact astfel încât foile să înceapă să fuzioneze împreună, dar să nu treacă în faza lichidă, formând o singură piesă de prelucrat cu limite clar definite între straturi. Dificultatea constă în faptul că fiecare metal are propriul său punct de topire, iar uneori meșterii reușesc să realizeze cele mai incredibile combinații.
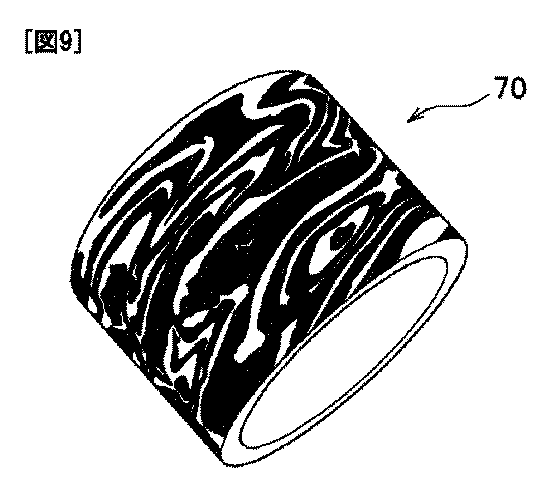
Un exemplu de realizare a verighetei folosind tehnica mokume gane.
Piesa de metal rezultată este presată în mod repetat, tăiată, batată, forjată, răsucită ca un aluat, astfel încât straturile interioare să fie la suprafață, iar marginile plate să se întindă într-un nou model complicat. Fiecare model creat este unic, chiar și repetarea exactă a tuturor pașilor tehnologici cu aceleași materiale nu vă permite să obțineți o pereche de produse identice.
Tendințele moderne
Timp de mai bine de două secole, tehnica mokume gane a rămas necunoscută în afara Japoniei. Numai în sfârşitul XIX-lea secolul, au început să fie exportate produse neobișnuite tari europene. Meșterii occidentali au petrecut mult timp și efort pentru a dezvălui misterul lemnului metalic oriental. Datorită complexității tehnologiei, produsele de înaltă calitate sunt încă foarte rare astăzi. În ciuda realizărilor moderne ale producției de bijuterii și a disponibilității echipamentelor tehnologice, nu există aproape o sută de meșteri cu adevărat calificați care lucrează în această direcție în lume.

Astăzi, bijuteriile realizate folosind tehnica mokume gane sunt considerate bijuterii exclusive și au o valoare corespunzătoare. Pe lângă unicitatea fiecărui articol și laboriozitatea procesului său de producție, un factor de cost suplimentar este o cantitate mare de deșeuri nereturnabile, deoarece metalele prețioase utilizate după sudarea difuză nu pot fi prelucrate în continuare.
MO - LEMN.
KUME - TEXTURA.
GANE - METAL.
Pentru a înțelege diferența dintre procesul tradițional de laminare cu mokume și metoda cuptorului electric de a face mokume, este necesar să aveți anumite cunoștințe despre cum funcționează procesul de laminare. În fiecare metodă, plăcile metalice de laminat sunt curățate, stivuite și prinse între două plăci de oțel.
În procesul tradițional, bricheta colectată este plasată într-un cuptor sau vatră care folosește cărbune, cărbune sau gaz (ca în mini-cuptorul lui Steve) ca combustibil. Acolo se încălzește până când metalul de pe suprafață strălucește sau scânteie. Bricheta este apoi scoasă din cuptor și eventual supusă la o forjare rapidă pentru a întări stratul de lipire. Cheia fuziunii straturilor este aspectul unei „sclipici”. Dacă bricheta este lăsată prea mult timp la cuptor după ce strălucește, cel mai probabil laminatul se va supraîncălzi, lăsându-vă cu o baltă de mokume. Prin urmare, trebuie să urmăriți bricheta cu ochi de șoim pentru a reacționa la momentul potrivit. Rețineți că aspectul strălucirii este un lucru foarte curios: metalul strălucește ca și cum ar fi topit, dar este încă solid! Faptul este că doar o cantitate mică de metal din brichetă este topită și aceasta este cea care leagă straturile de metale între ele. Și acum: cum nu se transformă o brichetă într-o băltoacă în prezența metalului topit în ea? Pentru a înțelege acest lucru, este necesară o scurtă digresiune în metalurgie.

Un metal pur, cum ar fi argintul pur sau aurul 999 (24K), se topește la o temperatură bine definită, pe care o numim de obicei punct de topire. În termeni metalurgici, temperatura la care un metal devine lichid se numește punct lichidus, iar temperatura la care se solidifică la răcire se numește punct solidus. Dacă un metal pur este încălzit la o temperatură lichidus de minus 1 grad, acesta este încă solid; odată ce este încălzit deasupra punctului de lichidus, devine lichid. În schimb, atunci când metalul se răcește la o temperatură puțin peste punctul solidus, este încă lichid, când se răcește până la punctul solidus devine din nou solid.
În multe aliaje, metalele individuale sunt combinate în așa fel încât toate boabele să aibă aceeași compoziție. De exemplu, dacă creați un aliaj de 60% argint și 40% aur, fiecare bob din aliaj va fi 60% argint și 40% aur. Din punct de vedere metalurgic, este o soluție solidă omogenă. Aurul și argintul sunt reciproc solubile și în orice raport vor forma o soluție solidă omogenă. O soluție solidă omogenă se comportă ca un metal pur, ceea ce înseamnă că punctele sale solidus și liquidus au aceeași valoare a temperaturii.
Argintul și cuprul au însă o cu totul altă poveste. Într-un aliaj de cupru și argint, intervalul dintre punctele solidus și liquidus poate fi măsurat în zeci și sute de grade. De exemplu, argintul sterling devine lucios și începe să se topească la 778°C, dar nu atinge punctul său de lichid până la 892°C. Când este răcit de la stare lichida nu se va intari pana nu ajunge la temperatura de 778°C. Acest comportament al metalului este o consecință a faptului că în argint sterling elementele individuale sunt distribuite neuniform. Unele boabe din aliaj pot avea o compoziție de 94% Ag (argint) și 6% Cu (cupru), unele 94% Cu și 6% Ag și toate celelalte -72% Cu și 28% Ag.
Punctul lichidus al boabelor 72Cu/28Ag este de 778°C, punctul liquidus al boabelor 94Cu/6Ag este aproape de punctul de topire al cuprului pur, iar boabele 6Cu/94Ag sunt preparate la o temperatură puțin peste 892°C. Când aliajul este încălzit peste 778°C, boabele de 72Cu/28Ag se vor topi, dar boabele de 94Cu/6Ag și 6Cu/94Ag vor fi în continuare în stare solidă. Aliajul își va păstra forma, dar va consta dintr-un lichid conținut într-o matrice cristalină solidă. Din punct de vedere metalurgic, la aceeași temperatură aveți atât faze lichide, cât și faze solide. Cât de lichid sau solid este depinde de temperatură. Pe măsură ce temperatura aliajului crește, argintul dizolvă din ce în ce mai mult cupru, iar boabele dure se dizolvă. Imediat ce temperatura atinge 892°C, toate boabele vor trece în faza lichidă.

Acum putem vorbi despre ce se întâmplă cu bricheta mokume atunci când este încălzită până în punctul în care suprafața începe să strălucească. La această temperatură, aliajul conține boabe care au atins temperatura lichidus și s-au topit. Dacă sunt îndeplinite condițiile (suprafață metalică curățată, fără oxizi), atunci vor începe să curgă sau să umezească suprafețele tuturor plăcilor. Când boabele fuzibile se topesc, ele încep să curgă din matricea cristalină și acoperă o suprafață din ce în ce mai mare. Ele sunt afectate de atracția capilară și umplu golurile dintre plăci și acoperă toate suprafețele expuse în același mod în care lipirea cu argint se comportă pe o zonă foarte curată de metal. Ele lasă în urmă o matrice poroasă cu mai multe granule refractare. Această zonă poroasă este un punct foarte slab într-un laminat. Pentru a remedia acest lucru, bricheta trebuie ciocănită ușor pentru a comprima această zonă de îndată ce este scoasă din cuptor. Acest lucru ajută la conferirea zonei poroase a unei structuri mai dense și mai puternice. Dacă acest lucru nu se face, atunci zona poroasă va fi un potențial focar pentru delaminare în timpul procesării ulterioare.
În metodele tradiționale de fuziune, determinarea momentului potrivit pentru a scoate o brichetă dintr-un cuptor sau din forjă necesită o anumită abilitate și experiență. Unele combinații de metale sunt ușor de prelucrat, în parte datorită gamei largi dintre temperaturile solidus și lichidus ale unuia sau mai multor metale din brichetă. Într-un aliaj cu un domeniu larg de topire, faza de temperatură scăzută se va topi și curge, creând o „strălucire”, dar plăcile metalice vor păstra în continuare o structură solidă a fazelor de topire superioare netopite. Dacă intervalul de topire este îngust, atunci când vedeți strălucirea, întregul aliaj aproape s-a topit. De asemenea, este foarte dificil să topești brichete cu mai multe straturi, deoarece este dificil să se mențină încălzirea uniformă a întregii brichete. Marginile exterioare se pot încălzi la temperatura corespunzătoare, în timp ce zonele interioare sunt încă reci pentru a fuziona. În Japonia antică, nu avea de ales; ai lucra într-un cuptor de cărbune și ai depăși toate dificultățile acestei tehnici.
Astăzi, cuptoarele electrice cu temperatură controlată vă permit să controlați pe deplin timpul și temperatura procesului de fuziune. Prin controlul acestor doi parametri, puteți crește rata de succes și puteți lucra cu obiecte mari.
Există o diferență majoră între laminarea tradițională și topirea cuptorului electric. Metalul nu este niciodată încălzit la temperatura lichidus a vreuneia dintre fazele sale constitutive ale vreunuia dintre metalele utilizate. În schimb, metalul este încălzit la o temperatură apropiată de temperatura lichidus și menținut la acea temperatură timp de câteva ore. Acum că ai un instrument care permite un control precis, cum alegi temperatura potrivită? Pentru a-l calcula, trebuie să continuăm să vorbim despre metalurgie.
În termeni metalurgici, temperatura de recoacere este cunoscută și sub denumirea de temperatură de recristalizare. Unul dintre procesele care se întâmplă unui metal atunci când este încălzit la această temperatură este reducerea tensiunii care a fost creată în timpul prelucrării la rece, cum ar fi forjarea, laminarea sau trefilarea. Ne interesează și un alt aspect al acestui fenomen. Când un metal sau un aliaj pur este încălzit la această temperatură, cristalele încep să crească din nou în el. Dacă două sau mai multe plăci metalice curate, fără oxizi sunt plasate în contact strâns una cu cealaltă, iar temperatura crește chiar peste punctul de recristalizare pentru metalele utilizate, atunci cristalele vor crește peste limita contactului lor. Atomii fiecărui metal se vor deplasa prin difuzie de la un metal la altul. În procesul de mișcare, acești atomi se vor asambla în structuri ordonate, care sunt determinate de dimensiunea relativă a atomilor și de numărul fiecărui tip de atom. Structurile ordonate ale atomilor se numesc granule. Dacă bricheta este menținută la această temperatură suficient de mult, se va transforma într-un aliaj omogen al tuturor metalelor din brichetă (acest lucru durează mult). De obicei, aria de difuzie în mokum este mult mai mică de 0,025 mm. Compoziția granulelor din regiunea de difuzie se modifică în funcție de cât de repede se mișcă atomii fiecărui metal în raport cu atomii altor metale. Creșterea de noi cristale în punctul de contact al plăcilor metalice formează stratul de legătură care le conectează.

Pentru a determina temperatura necesară pentru laminare, trebuie să cunoașteți o temperatură zilnică specială a aliajului cu cel mai scăzut punct de topire dintre toate combinațiile de metale care sunt în contact cu suprafețele. Aceasta nu înseamnă cel mai scăzut punct de topire al plăcii de metal din brichetă. Să luăm ca exemplu pe lama, „o națiune de aramă și argint curat. Știm că cuprul se topește la 1083°C și argintul pur la 960°C; dar dacă setați cuptorul la 926°C, veți găsi o baltă de metal topit când vă întoarceți. Trebuie înțeles că un aliaj se poate topi la o temperatură mai mică decât punctul de topire al oricăruia dintre metalele sale constitutive. In cazul argintului si cuprului, aliajul cu cel mai mic punct de topire este 28% argint si 72% cupru; se topește la 778°C. Acest aliaj se numește eutectic. El este cel mai fuzibil aliaj de cupru și argint și se comportă ca un metal pur. Adică merge de la stare solidă, într-un lichid fără o etapă intermediară de topire. Anumite molecule de cupru și argint vor forma un astfel de aliaj care se va topi dacă aduceți aceste metale în contact strâns și le încălziți la 778°C. Metalurgiștii au multe diagrame care arată punctele de topire ale combinațiilor a două sau mai multe elemente, numite diagrame de fază. Mai jos este o diagramă de fază ternară (trei elemente) pentru aur, argint și cupru.
Diagramele de fază pentru toate combinațiile de metale pot fi găsite în cărțile de referință pentru metalurgiști. Ele pot fi găsite și online. Diagrama de fază este cea mai precisă modalitate de a determina temperatura pentru laminare. Privind punctele de topire ale celor mai cunoscute aliaje, puteți face o presupunere care nu va fi departe de adevăr. De exemplu, dacă aveți nevoie de punctele de topire ale aliajelor de aur, argint și cupru, veți vedea în diagrama cu trei faze că punctul minim de topire este de 778°C. Prin urmare, puteți fi sigur că orice combinație de aur, argint și cupru dintr-un aliaj nu se va topi sub 778°C. Prin urmare, dacă setați temperatura cuptorului la 760°C, veți constata că aliajele de aur/argint și cupru sunt laminate cu succes fără a se topi. De obicei, setez temperatura la 15-30°C sub temperatura solidus, în cazul în care cuptorul se încălzește neuniform sau există puncte fierbinți care pot duce la topirea locală.
Echipamente.
Majoritatea echipamentelor necesare pentru a face mokume într-un cuptor electric este deja disponibilă într-un atelier de bijuterii bine echipat, dar este posibil să nu aveți unele dintre cele de mai sus.
Cuptor ieftin cu senzor de temperatură, potrivit pentru mokume.
Coace:
Primul lucru de care aveți nevoie este un cuptor electric cu un termostat care vă va permite să setați și să mențineți temperatura exactă. Astfel de cuptoare pot menține temperatura până la un grad Celsius. Cuptoarele cu gaz nu sunt utilizate în mod obișnuit, deoarece nu pot fi reglate ușor sau ieftin pentru a menține o temperatură precisă.
Există trei părți principale într-un sistem digital de control al temperaturii. Primul este termostatul în sine. Este un tip special de microprocesor care folosește un senzor pentru a citi temperatura din interiorul cuptorului și trimite un semnal unui comutator electronic care pornește sau oprește elementele de încălzire ale cuptorului pentru a menține temperatura dorită. Termocuplul de tip K este cel mai frecvent utilizat senzor. El este cu într-o mare măsură fiabilitate, poate măsura temperaturi de la temperatura camerei până la puțin peste 1100°C. Comutatorul poate fi fie un releu, fie un semiconductor folosit pentru a porni și opri elementele de încălzire. Puteți obține toate acestea pentru mai puțin de 300 USD. De asemenea, este posibilă modificarea unui cuptor electric existent prin instalarea unui termostat pe acesta. Modificarea nu trebuie efectuată pe cont propriu dacă nu sunteți familiarizat cu regulile de siguranță pentru instalarea aparatelor electrice. Acest lucru ar trebui să fie făcut de un electrician profesionist.
Ventilator:
Il folosesc pentru a usca metalul dupa curatare. Este important să se usuce rapid metalul umed, astfel încât să nu aibă timp să se oxideze în contact cu apa. Folosesc un aspirator de uz casnic ieftin, dar exclusiv în acest scop. Manșonul este atașat la ieșirea aspiratorului și este folosit pentru a furniza un curent de aer curat și rece la presiune ridicată. De asemenea, puteți folosi un uscător de păr stingând căldura. Dacă aerul este furnizat fierbinte, acesta va accelera procesul de oxidare, deci nu este necesar. Aerul compresorului nu trebuie folosit deoarece va conține cantități mici de apă și ulei și va contamina metalul.
Materiale.
Piatră ponce:
Piatra ponce sau pudra de uz casnic pentru curățarea suprafețelor din cupru sau oțel inoxidabil, precum Clean King, este folosită pentru curățarea plăcilor metalice înainte de a le așeza în brichetă.
Fracție granulară de cărbune 4-12 ochiuri.
Acest tip de cărbune este folosit în filtrele de acvariu, pe care le puteți achiziționa de la magazinul local de animale de companie. Poate fi achiziționat și de la firme care furnizează reactivi de laborator, dar la un preț mai mare. preț mare. Se poate folosi și cărbune obișnuit pentru grătar, mai întâi trebuie zdrobit în bucăți de aproximativ 6 mm, iar acesta este un proces foarte dezordonat.
Bureții abrazivi ScotchBrite împreună cu piatră ponce sunt necesari pentru curățarea metalului.
Plăci de prindere cu șuruburi.
Sunt necesare două plăci de oțel pentru a prinde bricheta pe care urmează să o laminati între ele cu forță. De obicei folosesc plăci care au 20 - 25 mm grosime și au suficient spațiu pentru a ține bricheta între șuruburi.
Înainte de fiecare începere a lucrului, pentru a îndepărta oxizii și crestăturile după bricheta anterioară, le prelucrez suprafețele interioare cu o roată de smirghel. Le pot folosi din nou și din nou până când devin prea subțiri. Când grosimea lor este mai mică de 20 mm, se îndoaie puternic sub temperatura și presiunea ridicată din cuptor, așa că trebuie înlocuite.
Piulițe și șuruburi.
Veți avea nevoie de piulițe și șuruburi pentru a ține împreună plăcile de cleme și a le ține sub presiune în interiorul cuptorului. Am descoperit că șuruburile de 12 mm funcționează bine. Șuruburile trebuie să fie cu cel puțin 12 mm mai lungi decât grosimea plăcilor de prindere și a brichetei dintre ele, astfel încât să aveți suficient spațiu pentru a strânge piulița. Veți avea nevoie și de două chei pentru a strânge piulițele și șuruburile.
Înveliș de protecție.
Plăcile de prindere se aplică un strat de protecție pentru a preveni fuziunea brichetei cu oțelul. Utilizați ocru galben diluat în apă și niște lipici Elmers pentru ca pasta să adere la suprafața plăcilor. De asemenea, puteți folosi Scalex, un strat de protecție pentru emailarea suprafețelor de cupru, folosit pentru a proteja partea din spate a produsului de oxidare în cuptor. Oricare dintre metode va funcționa.
Material de ambalare pentru unelte din oțel inoxidabil.
Acest material de ambalare este folosit în mod obișnuit pentru a face pungi etanșe pentru a proteja oțelul pentru scule de oxidare în timpul tratamentului termic în timpul procesului de întărire cu aer. Creează o barieră excelentă de oxigen în timpul laminării cu mokume. Plăcile de prindere cu bricheta vor fi plasate într-o pungă umplută cu cărbune, care va asigura o atmosferă reducătoare (fără oxigen).
Materialul de ambalare este o folie special formulata din otel inoxidabil care rezista la temperaturile ridicate din cuptor si ramane sigilata. Este disponibil în role de 30 sau 60 cm lățime și 15 până la 30 m lungime.Se vinde de la furnizorii de mașini-unelte. Fiți foarte atenți când lucrați cu acest material. Are o grosime de 0,05 mm, aproximativ de două ori grosimea unei foi de hârtie, așa că folia te poate tăia ca un cuțit.
operațiuni pregătitoare.
Selectați și tăiați foile de metal pe care urmează să le utilizați în laminat. Mărimea și grosimea foilor este determinată de dimensiunea produsului finit mokume. Am lucrat atât cu inserții mici de 25 mm x 12 mm, cât și cu inserții mari de 75 mm x 75 mm, cu grosimi variind de la 26 B&S (0,4 mm) la 6,3 mm. Dacă nu intenționați să vă forjați manual bricheta, atunci grosimea brichetei nu ar trebui să depășească setarea maximă a rulourilor. Întinderea brazdei a majorității rolelor manuale este limitată la 6 mm sau chiar mai puțin.
Cărbunele granular este un absorbant foarte bun, motiv pentru care este folosit în sistemele de filtrare. De asemenea, absoarbe bine vaporii de apă din aer. Nu avem nevoie de vapori de apă într-o pungă sigilată în cuptor, așa că trebuie să scăpăm de ei. Se toarnă 2 căni de măsurare (aproximativ 0,5 L) de cărbune granular într-o cratiță de metal și se încălzește la puțin peste 200°C (eu folosesc un cuptor cu prăjitor de purici pentru asta) pentru a evapora orice apă pe care cărbunele a absorbit-o din aer. Acest lucru durează cel puțin 30 de minute. Se lasa la cuptorul incalzit la 200°C pana iti trebuie.
Acum trebuie să curățați și să nivelați plăcile de oțel. Cel mai simplu mod de a face acest lucru este pe o roată de smirghel, dar o puteți face manual. Trebuie să îndepărtați toți oxizii și spărturile din lucrările anterioare de pe suprafețele interioare ale plăcilor de oțel. Nu trebuie să faci nimic cu cealaltă suprafață. Ar trebui să obțineți o suprafață curată, netedă și plană. După ce ați curățat plăcile de oțel, acoperiți-le cu un strat subțire de ocru galben sau Scalex și puneți-le într-un loc cald să se usuce.
Echipament pentru curățarea și modelarea brichetei.
Următorul pas este curățarea metalelor. Curățarea este, fără îndoială, cel mai important pas în realizarea mokume. Dacă nu efectuați o curățare temeinică a metalului, atunci veți pierde câteva ore de muncă, primind o brichetă laminată de proastă calitate. Este foarte important să oferiți strânsă proprietate asupra a tot ceea ce faceți în această fază.
În atelierul meu, folosesc trei căzi mici de plastic pentru curățare. Primul este umplut cu doi litri de apă distilată, aceasta este o baie de curățare dură. Următoarea baie se umple și cu doi litri de apă distilată, aceasta este baia de clătire. A treia baie este uscată, lângă ea este un pulverizator cu apă distilată. Căzile și pulverizatorul au fost cumpărate noi și au fost folosite doar pentru curățarea mokume-ului.

Progresul lucrării Pasul 1.
Spălați-vă mâinile cu apă și săpun simplu. Nu utilizați săpunuri parfumate, loțiuni sau săpunuri hidratante, deoarece acestea vor lăsa pe mâini o peliculă care se va transfera pe metalul curățat. Spălați-vă bine pe mâini. Curățați și clătiți cu pensetă de înălbire de cupru (prefer penseta cu coadă de pește), pe care o folosesc doar pentru curățarea mokume
Pasul 2
Luați placa de metal în mâini și scufundați-o în baia de curățare. Se presară cu piatră ponce și se freacă cu o bucată de 8 cm de burete abraziv ScotchBrite până când suprafețele sunt curate și strălucitoare. Nu ignorați marginile plăcilor.
Pasul 3.
Luați foaia curățată cu penseta de cupru și clătiți-o mai întâi în baia de curățare, apoi în baia de clătire. Slăbiți mânerul pensetei în baia de clătire pentru a vă asigura că piatra ponce rămasă între bureți a fost spălată. De îndată ce ați ridicat metalul cu penseta, nu-l mai atingeți cu mâinile.
Pasul 4.
Ținând lejer placa peste o baie încălzită, pulverizați apă distilată dintr-o sticlă de pulverizare pe ea. Apa trebuie să formeze o peliculă plată, uniformă pe suprafața metalică. Dacă observați că apa urcă în jurul marginilor sau se adună în picături, atunci există zone contaminate pe metal. Trebuie să te întorci și să repeți.
pașii 2 și 3. Dacă foaia este curată, nu lăsați-o să intre în contact cu altceva decât cu penseta sau alte plăci de brichete curățate.
Pasul 5.
Uscați plăcile cu un curent de aer de la un aspirator. Aveți grijă să nu suflați placa metalică din pensetă cu fluxul de aer. De asemenea, ar trebui să uscați metalul dintre fălcile pensetei. Puteți exersa mai întâi cu farfurii necurățate. Dacă totuși ați pierdut controlul (a căzut din mâini) asupra plăcii curățate, reveniți la pasul 2.
Pasul 6
Așezați piesa de prelucrat pe placa de prindere inferioară. Apoi treceți la curățarea următoarei farfurii - pasul 2.
Pasul 7
Când toate piesele de prelucrat sunt curățate și stivuite, așezați placa de prindere deasupra cu stratul de protecție în jos și strângeți șuruburile cu două chei.
Pasul 8
Prindeți întreaga structură într-o menghină sau presă hidraulică dacă aveți una și strângeți din nou șuruburile în timp ce bricheta este sub presiune. Cele mai bune rezultate se obțin cu o presiune egală pe toate șuruburile. Acest lucru se face cel mai bine cu o cheie automată (cu un dinamometru). Cheile de acest tip fac un clic atunci când este atins un anumit cuplu. Sunt relativ scumpe, așa că dacă este posibil, închiriază-le undeva pentru a le exersa, iar mai târziu cumpăra-le pentru tine dacă simți nevoia de ele. Când lucrez cu o cheie automată, am setat-o la 90 de lire picioare (12,45 kilograme-metri). Pune bricheta asamblată deoparte până când termini următorul pas.
Pasul 9.
Din folia de împachetat, faceți o pungă în care veți pune cărbunele și bricheta în sine. Pentru a-l realiza, tăiați o bucată de folie cu foarfece astfel încât lungimea acesteia să fie cu 5 cm mai mare decât perimetrul plăcilor de prindere (10 cm x 4 = 40 cm + 5 cm = 105 cm) și 30 cm lățime. folie de folie în jumătate și îndoiți de două ori marginile, apoi neteziți-le cu puterea unui tampon de lustruit sau a unei role. Modelați folia într-un tub și verificați dacă plăcile de prindere pot încadra în interior. Îți va fi mai ușor să netezești marginile foliei și să pui bricheta în cuptor dacă faci caneluri în tub pentru a-i da o formă dreptunghiulară sau pătrată care să imită forma plăcilor de prindere. Apoi pliați de două ori capătul inferior al tubului pentru a forma o pungă și neteziți-l cu un ciocan de piele.
Pasul 10.
Scoateți cărbunele din cuptor. Se toarnă o cantitate mică în fundul unei pungi de folie. Puneți plăcile de cleme într-o pungă și adăugați suficient cărbune pentru a acoperi placa de sus, apoi pliați de două ori capătul superior al tubului și neteziți cusătura cu un ciocan.
Pasul 11.
Folosind clește și mănuși ignifuge, puneți punga cu bricheta în cuptorul preîncălzit și lăsați-o acolo timp de 8-12 ore. În cele mai multe cazuri, îmi laminez brichetele din aliaj de aur și argint la 760°C și brichetele din aliaj de cupru non-argintiu la 816°C. (Pentru mai multe informații despre temperaturile de fuziune, consultați tabelul de pe pagina următoare).
Pasul 12
Opriți cuptorul. Scoateți pachetul cu bricheta din cuptor și răciți-l la temperatura camerei. Deschide pachetul. Aveți grijă când faceți acest lucru, purtați mănuși de protecție din piele, deoarece folia, acum mult mai dura și mai casantă decât odinioară, vă poate tăia foarte ușor. Scoateți bricheta. Slăbiți șuruburile și scoateți blocul de pe plăcile de prindere.

Pasul 13
Folosind un puzzle de bijuterii cu o pilă foarte aspră sau un ferăstrău, pileți marginile brichetei. De obicei filmez între 1,5 mm și 4,5 mm, în funcție de cât de atent am tăiat și stivuit plăcile. Este foarte important sa colectati bricheta in asa fel incat sa indepartati cat mai putin metal. Slefuiți marginile cu hârtie abrazivă pentru a străluci urmele ferăstrăului.
Pasul 14
Lipiți marginile brichetei cu cel mai refractar lipit de argint cu care puteți lucra. Acest lucru va ajuta la reducerea riscului de delaminare în stadiile incipiente ale subțierii brichetei. Dacă bricheta conține un aliaj care conține argint și cupru, aceasta înseamnă de obicei că ar trebui să se folosească o lipire cu topire medie. Deoarece cuprul și argintul formează un aliaj eutectic într-o anumită proporție, nu puteți încălzi bricheta peste 778 ° C, care este punctul său de topire. Este foarte important să folosiți un flux bun și să încălziți bricheta ușor, deoarece puteți arde cu ușurință fluxul și acest lucru va împiedica răspândirea lipirii. Pentru acest tip de lipire la temperatură înaltă, este potrivită pasta de flux Handy sau orice alt flux de lipire. Rețineți că Handy Flux sau alte fluxuri de lipit conțin fluoruri și aveți nevoie de o bună ventilație pentru protecție.
Dacă fluxul începe să se ardă înainte de a atinge temperatura necesară, puteți adăuga mai mult flux sub formă de pulbere de borax. Și îl puteți cumpăra în departamentele de spălătorie ale majorității supermarketurilor. Turnați un vârf de borax pe metal fierbinte, îl va proteja de oxidare. Acest lucru nu va funcționa dacă metalul este rece, deoarece boraxul tinde să bule și să se desprindă, dar dacă metalul este încălzit la peste 538°C, boraxul se va topi și se va răspândi pe suprafață, acoperindu-l și creând o protecție de lungă durată. Puteți adăuga cât de mult borax aveți nevoie. Se va crea un strat dens care este greu de îndepărtat, se va folosi o poțiune sau alt tratament sau se va fierbe tortul în înălbitor.
Pasul 15
În stadiul inițial, grosimea brichetei trebuie redusă cu mare atenție. De obicei folosesc role pentru asta. Înainte de recoacere, reduc grosimea brichetei cu cel mult jumătate de milimetru. Cu fiecare trecere între rulouri, reduc grosimea cu o zecime de milimetru. Rolesc ușor bara de 3-5 ori înainte de a trece la metode mai agresive. Este necesară experiență pentru a determina cantitatea cu care puteți reduce grosimea brichetei între recoaceri. Nu pot să vă dau această formulă. Fii conservator; este mai bine să recoaceți prea des decât să delaminați bricheta creând un stres excesiv. În timpul procesului de recoacere cu mokume, bricheta nu poate fi întărită, deoarece tensiunile cauzate de răcirea rapidă sunt prea puternice pentru stratul de lipire mokume. Călirea poate delamina bricheta dacă laminatul nu este de o calitate foarte bună. Pentru a răci bricheta mai repede, folosesc un ventilator de înaltă presiune care sufla aer. Este important să se răcească metalul rapid pentru a reduce întărirea prin precipitare. Unele aliaje se întăresc atunci când sunt ținute la temperaturi ușor sub punctul de recoacere. Aceasta se numește întărirea particulelor sau stingerea prin soluție.
Corespondența temperaturii și a timpului de fuziune.
pentru a face mokume într-un cuptor electric
Aliaje Temp., °С Timp, oră
1. Aur colorat între ele 760 8-10
2. Argint cu cupru,
nichel-argint, bronz, kuromido sau shakudo 738 8-10
3. Aliaje de cupru între ele 816 8-10
4. Aur cu argint 760 8-10
5. Argint cu alamă 704 6-8
6. Platină cu aur verde de 18k (18K) 968 5-7
7. Paladiu cu argint 774 4-6

Relația de mai sus temperatură/timp ar trebui folosită ca un ghid general pentru a face mokume într-un cuptor electric. Unele aliaje și tipuri de cuptoare necesită timpi și temperaturi diferite. Steve Midgett
Arta îmbinării metalelor. GRADINA DE BIJUTERII. №5 2015 pp. 43-47.
„... Mokume gane, ca tehnologie, a apărut cu mult timp în urmă în cultura Japoniei feudale. Numele în sine poate fi citit ca „metal cu textură de lemn”, unde „gane” este metal, „kume” este textura, „mo” este lemn.
Mokume gane a fost inventat de producătorul de săbii Denbei Shoami, 1651-1728, care și-a petrecut cea mai mare parte a vieții lucrând în prefectura Akita, nordul Japoniei. El era stăpânul
cel mai înalt nivel și în fabricarea lamelor a descoperit că este posibil să se conecteze metale neferoase între ele, primind
texturi similare cu oțelul Damasc modelat. Complexitatea tehnicii inventate de el constă în faptul că diferite metale, practic incompatibile, sunt interconectate în modele foarte frumoase și bizare care nu se repetă niciodată.
Mokume gane nu este doar o tehnică, ci și un fel de filozofie, pentru că, privind desenele create prin topirea metalelor, se poate filosofa și contempla, totuși, ca în toate artele orientale, unde armele și inelele au avut întotdeauna un sens sacru și nume proprii. Principalul lucru în mokume gane este crearea unui desen.
Acesta este cel mai dificil proces și constă în extracție straturi interioare pe suprafața produsului folosind diverse metode. Datorită compozitului metalic multistratificat, bijutierul are oportunități ample de a crea diverse modele. Metalele sunt sinterizate prin presiune
la temperatură ridicată, formând o substituție de difuzie a atomilor diferitelor metale în punctul de legătură a acestora. Întregul proces este foarte costisitor și necesită timp, necesitând abilități ridicate de bijuterii.

Istoria descoperirii acestei tehnici în Occident a fost dezvoltată la sfârșitul secolului al XIX-lea în anii 70-80, când Hiroko Sato Pizhanovsky și Eugene Michael Pizhanovsky au vizitat o expoziție de meșteșuguri populare la Tokyo. Lucrările realizate în tehnica mokume gane au devenit o descoperire pentru ei și au depus toate eforturile pentru a stabili relații de prietenie cu maestrul Gyukomei Shindo, precum și cu Masahisa Yagihara și Norio Tamagawa. De la ei au aflat despre originea tehnologiei. Un alt maestru japonez pe nume Hirotoshi Ito a predat tehnica mokume gane în 1998. Lecțiile și filosofia lui Ito au lăsat o amprentă profundă asupra vieții și muncii elevilor săi. Și tehnica mokume este încă introdusă la Universitatea din Tokyo. Arte Frumoaseși Muzică.
În prezent, tehnica mokume gane este una dintre cele mai complexe și frumoase tehnici de prelucrare a metalelor. Mokume gane este unitatea tehnologiei și artei, necesită de la maestru nu numai cele mai profunde cunoștințe ale metodelor de producție, ci și inspirație creativă. Din păcate, tehnica tradițională japoneză a mokume gane nu este practic folosită în Rusia. Bijutierii din Sankt Petersburg au reușit să o recreeze, adunând informații bit cu bit și făcând unele modificări procesului, lăsând însăși esența produselor din această tehnică neschimbată. Datorită lor, a devenit posibil să se creeze produse cu carisma unică în sinteza diferitelor metale, care manifestă în aspectul lor tehnologia străveche a maeștrilor Japoniei feudale. Bucurați-vă de unicitatea mokume gane. Merită să fie admirată.
Arta îmbinării metalelor. GRADINA DE BIJUTERII. №5 2015 pp. 43-47.




 Английский вокруг нас исследовательская работа")
