Doğru akım ile kaynak yapın. DC ve AC elektrotlar arasındaki farklar
Model tasarımcısı 1998 №4
DC kaynak makinelerinin "alternatif akım muadillerine" göre avantajları iyi bilinmektedir. Buna yumuşak ark ateşlemesi, ince duvarlı parçaları bağlama yeteneği, daha az metal sıçraması ve kaynak yapılmayan alanların olmaması dahildir. Sinir bozucu (ve ortaya çıktığı gibi, insanlara zararlı) bir morina bile yok. Ve hepsi kaynak makinelerinde doğal bir ana olmadığı için alternatif akımözellik - besleme voltajının sinüzoidi sıfırdan geçtiğinde arkın aralıklı yanması (Şekil 1).
Pirinç. 1. Alternatif (a) ve doğru (b) akımda kaynak işlemini açıklayan grafikler.
Grafiklerden gerçek tasarımlara dönersek, şuna da dikkat edilmelidir: AC makinelerinde, kaynağı iyileştirmek ve kolaylaştırmak için güçlü transformatörler kullanılır (manyetik devre, dik düşme özelliğine sahip özel elektrik demirinden yapılmıştır) ve kasıtlı olarak yüksek bir voltaj kullanılır. ikincil sargı, 80 V'a kadar ulaşır, ancak kaynak bölgesinde ark yanmasını ve metal birikimini desteklemek için 25-36 V yeterli olsa da.Aparatın aşırı derecede büyük kütlesine ve boyutlarına, artan güç tüketimine katlanmak zorundayız. Sekonder devreye dönüştürülen voltajı 36 V'a düşürerek, "kaynakçının" ağırlığını 5-6 kat hafifletmek, boyutlarını taşınabilir bir TV boyutuna getirmek ve diğer performans özelliklerini iyileştirmek mümkündür.
Ancak düşük voltajlı sargılı bir ark nasıl ateşlenir?
Çözüm, ikincil devreye kapasitörlü bir diyot köprüsü eklemekti. Sonuç olarak, modernize edilmiş "kaynakçı" nın çıkış voltajı neredeyse 1,5 kat arttı. Uzmanların görüşleri pratikte doğrulanır: 40 volt DC bariyeri aşıldığında, ark kolayca tutuşur ve sabit bir şekilde yanar, ince gövde metalinin bile kaynaklanmasına izin verir.
Pirinç. 2. Bir DC kaynak makinesinin şematik diyagramı.
Ancak ikincisi kolayca açıklanabilir. Devreye büyük bir kapasitenin dahil edilmesiyle, kaynak makinesinin karakteristiğinin de dik bir şekilde düştüğü ortaya çıkıyor (Şekil 3). Kondansatör tarafından yaratılan ilk artan voltaj, arkın ateşlenmesini kolaylaştırır. Ve kaynak elektrotundaki potansiyel transformatörün U2'sine düştüğünde (çalışma noktası "A"), kaynak bölgesinde metal birikimi ile kararlı bir ark yakma işlemi meydana gelecektir.
Pirinç. 3. "Kaynakçının" Volt-amper özelliği.
Yazar tarafından önerilen "kaynakçı", 220-36 / 42 V'luk bir endüstriyel güç transformatörü temel alınarak evde bile monte edilebilir (bunlar genellikle güvenli aydınlatma ve düşük voltajlı fabrika ekipmanlarına güç sağlamak için sistemlerde kullanılır). Kural olarak, 1,5 mm 2 kesitli 250 tur yalıtılmış tel içeren birincil sargının sağlam olduğundan emin olduktan sonra, ikincil olanlar kontrol edilir. Durumları önemli değilse, her şey (çalışan bir ağ sargısı hariç) pişmanlık duymadan silinir. Ve boş alanda yeni bir ikincil sargı sarılır ("pencere" dolana kadar). Önerilen 1.5 kVA transformatör için bu, iyi yalıtımlı 20 mm2 kesitli bir bakır veya alüminyum baranın 46 dönüşüdür. Ayrıca, toplam kesiti 20 mm2 olan bir kablo (veya bir demet halinde bükülmüş birkaç yalıtılmış tek damarlı tel) bir veriyolu olarak oldukça uygundur.
TRANSFORMATÖR GÜCÜNE BAĞLI ELEKTROT BÖLÜMÜNÜN SEÇİMİ
Doğrultucu köprüsü, 120-160 A çalışma akımına sahip yarı iletken diyotlardan, 100x100 mm ısı alıcı-radyatörlerine monte edilerek monte edilebilir. Böyle bir köprüyü bir transformatör ve bir kapasitör ile aynı muhafazaya yerleştirmek, 16 amperlik bir anahtar, bir "Açık" sinyal ışığı gözetleme deliği ve ayrıca ön textolite "artı" ve "eksi" terminalleri getirmek en uygunudur. paneli (Şekil 4). Elektrot tutucuya ve "toprak" a bağlamak için, 20-25 mm2 bakır kesitli uygun uzunlukta tek damarlı bir kablo segmenti kullanın. Kaynak elektrotlarının kendilerine gelince, çapları kullanılan transformatörün gücüne bağlıdır.
Pirinç. 4. Ev yapımı DC kaynak makinesi.
Ve Ötesi. Test sırasında, cihazı şebekeden ayırarak (kaynaktan 10 dakika sonra) transformatörün, diyot köprüsünün ve kapasitörün termal koşullarını kontrol etmeniz önerilir. Ancak her şeyin yolunda olduğundan emin olduktan sonra çalışmaya devam edebilirsiniz. Sonuçta, aşırı ısınmış bir "kaynakçı" artan tehlike kaynağıdır!
Diğer gereksinimlerden, kaynak makinesinin kıvılcım koruyucu maske, eldiven ve kauçuk paspas ile donatılması gerektiğini belirtmekte fayda var. Kaynak işinin yapıldığı yer, yangın güvenliği gereklilikleri dikkate alınarak donatılmıştır. Ayrıca, yakınlarda paçavra veya diğer yanıcı maddelerin bulunmadığından emin olunmalı ve “kaynakçı” nın şebekeye bağlantısı, elektrik panosunun güçlü bir fiş konektörü aracılığıyla elektrik güvenliği kurallarına uygun olarak gerçekleştirilmelidir. binanın girişi.
V.KONOVALOV, Irkutsk
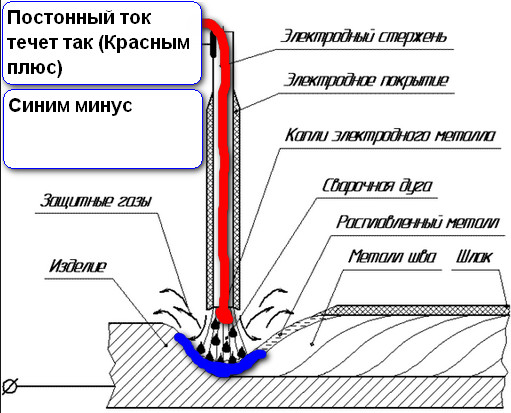
DC akım kaynakları. DC ark kaynağı için jeneratörler veya doğrultucular kullanılır. DC jeneratörü döner mekanik enerji elektrik içine. Çalışma sırasında, jeneratör, olduğu gibi, pozitif kutuptan (anot "+") elektronları emer ve onları negatif kutba (katot "-") hareket ettirir. Anottaki elektronların eksikliği ve katottaki fazlalıkları bir voltaj veya potansiyel farkı yaratır. Doğru akım elde etmek için, çalışması bazı yarı iletkenlerin sadece alternatif akımı geçme kabiliyetine dayanan kaynak redresörleri de yaygın olarak kullanılmaktadır.
tek yön. Kaynak için DC kaynağının kutuplarından biri esnek bir kablo ile elektrot tutucu aracılığıyla kaplamasız elektrot bölümüne bağlanır. Akım kaynağının ikinci kutbu, kaynak yapılacak iş parçasına bağlanır. Ürün-jeneratör-elektrot bağlantı şeması, Şek. on beş.
Jeneratör çalışırken ve devre açıkken akım akmaz ve ürün ile elektrot arasındaki gerilim (voltaj) boşta hareket) maksimumdur ve yalnızca güvenlik standartlarıyla sınırlıdır. Eğer bir elektrik devresi elektrodu ürüne sıkıca bastırarak kapatın, voltaj neredeyse sıfıra düşecek ve akım maksimum olacaktır.
tansiyon Elektrik alanı. Elektrot, kaynak yapılacak iş parçasına yaklaştığında, zıt yüklü iş parçası ile elektrot arasında, elektrik alan şiddeti E ile karakterize edilen belirli bir etkileşim kurulur. E gücü ne kadar yüksek olursa, elektrot arasındaki potansiyel fark o kadar büyük olur. ve iş parçası ve aralarındaki mesafe ne kadar küçükse. Ancak uygulama, elektrot ürüne temas etmeden yaklaştığında, minimum mesafede bile akımın akmayacağını göstermektedir. Bu, elektrot ile ürün arasında yüklü parçacıkların olmadığını ve katot üzerinde fazla olan elektronların, nispeten yüksek elektrik alan kuvvetine rağmen metali serbestçe terk edemediğini kanıtlar.
Elektronların iş fonksiyonu. Elektronları bir metalde tutan kuvvetler, metal atomlarının çekirdeğinde bulunan pozitif yüklerin toplu hareketidir. Bu kuvvetlerin üstesinden gelmek ve metallerden elektronları çıkarmak için belirli bir miktarda iş harcamak gerekir - elektron iş fonksiyonu (s. Farklı metaller için farklıdır:
Elektronun Metal İşi fonksiyonu, eV
İLE................................................. ................................................ . ........... 2.02
Na................................................ ................................................ . ......... 2.12
Sa................................................. ................................................ . ......... 3.34
AI ................................................ ... ................................................ .... ...... 3.74
Si................................................. ................................................ . ......... 4.47
Sg ................................................................ ................................................ . ......... 4.51
Fe ................................................................ ................................................ . ......... 4.79
Ni ................................................................ ................................................ . ......... 4.84
Kural olarak, metaller üzerinde oksit filmlerin varlığı, iş fonksiyonunu önemli ölçüde azaltır.
Bir elektrik arkının tutuşması. Ark, kaynak yapılacak iş parçasına elektrotla kısaca dokunarak veya ucunu metal yüzeye çarparak ateşlenir (Şekil 16). Temas anında, temas noktalarından büyük bir akım akacaktır. Beri
Temas alanı küçükse, içinden yüksek yoğunluklu bir akım geçecektir. Bu, temas noktasında metali eritmek ve kısmen buharlaştırmak için yeterli ısının salınmasına yol açacaktır.
Elektrodun üründen sonraki ayrılması anında gerçekleşmeyecektir. Ayırma sürecinde, üründen elektrota olan mesafe kademeli olarak artacaktır. Bir anda, mesafe elektronların katottan çıkışını (emisyon) sağlayan bir elektrik alan kuvveti elde etmek için yeterli hale gelir, özellikle de erimiş veya ısıtılmış bir metalden çıkışlarının iş fonksiyonu soğuk olandan daha az olduğu için. Serbest bırakılan elektronlar, elektrik alanından enerji alarak anoda koşar (anot çeker, katot iter). Bu enerjinin miktarı, ürün ile elektrot arasındaki potansiyel farka bağlıdır. Elektronlar, alınan enerjinin bir kısmını hava moleküllerine veya metal buharlarına aktaracak, onları yüksek bir sıcaklığa ısıtacak ve bir kısmını elektrik arkının olamayacağı yüklü parçacıkların sürekli yeniden üretilmesine aktaracaktır.
Elementlerin iyonlaşması. Pozitif yüklü atom çekirdeklerinin çevresinde elektronların olduğu bilinmektedir. Dış yörüngede bulunan elektronlar, atoma iç yörüngelerdekilerden daha zayıf bağlanır. Bu elektronlar uzaklaştırılırsa atomun elektronötralitesi bozulacak, pozitif yüklü bir iyona dönüşecektir. Atomların iyonlaşması için belirli bir miktar iş harcamak gerekir:
İyonlaşmanın Eleman İşi, eV
Sezyum (Cs) ................................................................ ................................................................. 3 .88
Potasyum (K) ................................................................ ................................................................. 4.30
Sodyum (Na) ................................................................ ................................................................. 5.11
Alüminyum (A1) ................................................................ ................................................................. 5.98
Kalsiyum (Ca) ................................................................ ................................. 6.11
Krom (Cr) ................................................................ ................................................................. 6.76
Manganez (Mn) ................................................................ .................................................................7.43
Nikel (Ni)................................................ ................................................................7.63
Bakır (Cu) ................................................................ ................................................................ 7 .72
Demir (Fe) ................................................................ .................................................................7.83
Silikon (Si) ................................................................ ................................................................. 8.15
Hidrojen (H) ................................................................ ................................. 13.60
Oksijen (O) ................................................................ ................................................. 13.60
Azot (N) ................................................................ ................................................................. 14.52
Flor (F)................................................................ .................................................................... ... .18.6
Nötr bir atomun kütlesine pratik olarak eşit olan bir metal iyonunun kütlesi, örneğin demir için bir elektronun kütlesinden binlerce kat daha fazladır - yaklaşık yüz bin kat. Bu nedenle, ne zaman eşit değerler elektron ve iyonun kinetik enerjisi mV2/2, elektronun hızı demir iyonunun hızından 300 kat daha fazladır. Düşük kütleleri nedeniyle elektronlar bir parçacığa çarptığında depolanan enerjilerinin neredeyse tamamını ona aktarabilir. Aynı zamanda, aynı atom veya iyon nötr bir atoma çarptığında, depolanan enerjinin yarısından fazlası aktarılamaz.
Kaynak arkının katot bölgesi. Pozitif uzay yükünü içeren ve katoda uzanan bölgeye elektrik arkının katot bölgesi denir. Bu bölgenin çok küçük boyutuna rağmen, esas olarak onsuz temel elektrik yüklerinin oluşmasıdır. elektrik gazlarda ve buharlarda imkansızdır.
Elektrotun metalden ayrıldığı ilk anda, kısa bir yolda elektron büyük bir rezerv elde eder. kinetik enerji ve sadece kısmen gazları ve buharları ısıtmak için harcar. Nötr bir atoma çarpan bir elektron, onu iyonize edebilir, yani ondan yeni bir elektron koparabilir. Sonuç olarak, nötr bir atom ve bir elektron yerine pozitif yüklü bir iyon ve iki elektron görünecektir.
Çok sayıda iyonlaşma vakası, mekansal bir oluşumun oluşmasına yol açar. pozitif yük. Sonuç olarak, katot ile uzay yükü arasında katot potansiyel düşüşü adı verilen potansiyel bir fark ortaya çıkar.
Katottan uzay yüküne olan mesafe milimetrenin binde birini geçmez. Bu nedenle, katot ile bu yük arasındaki elektrik alanın gücü, katottan yeni elektronların salınmasını sağlayabilir.
Bir elektrik alanının etkisi altındaki pozitif iyonlar sürekli olarak katoda doğru hareket eder, kinetik enerjilerini ona aktardıkları ve elektronları yakalayarak nötr atomlara dönüşürler. Bu durumda iyonizasyon için harcanan iş ısı olarak geri döner. Katot tarafından alınan enerjinin çoğu metali eritmek için harcanır.
Kaynak ark direği. Elektrik arkının doğrudan katot bölgesine bitişik kısmına ark kolonu denir.
Arkın birkaç milimetre uzunluğa sahip olan bu bölümünde, esas olarak katotta oluşan bir elektron transferi vardır. Hazır yüklerin transferi için enerji tüketimi, oluşumlarından çok daha azdır, bu nedenle ark kolonundaki elektrik alan gücü katot bölgesinden çok daha az olacaktır. Elektrik enerjisi ark sütununda esas olarak elektronların hareket ettiği gazları ve buharları ısıtmak için harcanır. Aynı zamanda, elektrik alanı nötr parçacıkları etkilemez; bu tür parçacıklar, alınan enerjiyi alarak ark sütununu sürekli olarak çevreleyen alana bırakır. Enerjinin bir kısmı da çok az sayıda atomun radyasyonu ve iyonlaşmasıyla kaybedilir.
Kaynak ark kolonunun sıcaklığının 5000-6500 °C olduğu tahmin edilmektedir. Bu sıcaklıkta, nötr atomların termal iyonizasyonu mümkündür. Ortaya çıkan elektronlar, katoda yakın bölgeden gelen elektronlar gibi anoda yönlendirilir ve pozitif yüklü iyonlar katoda doğru hareket eder. Bununla birlikte, yay sütununda oluşan temel yüklerin sayısı, toplam sayılarının yüzde birden fazla değildir. Bu nedenle, elektrot metalinin ve kaynak yapılan iş parçasının erime özellikleri üzerinde önemli bir etkisi yoktur.
Anot bölgesi. Bu alan anot ve ark kolonu arasında yer alır. Uzunluğu, katoda yakın bölgeninkinden biraz daha büyüktür. Anot yüzeyinde akım yalnızca esas olarak ark kolonundan gelen elektronlar tarafından taşınır.
Elektron üretimi ve pozitif iyonlar bu bölgede, nötr atomların artan enerjili elektronlar tarafından bir elektrik alanı tarafından hızlandırılan iyonizasyonu nedeniyle anot yakınında nispeten küçük bir miktarda meydana gelir. Anoda yakın bölgenin ark kolonu ile sınırında ortaya çıkan pozitif iyonlar, elektronların anoda hareketini önleyen uzamsal bir pozitif yük oluşturur. Bu nedenle, anot ile uzay yükü arasında, anot potansiyel düşüşü U olarak adlandırılan bir potansiyel fark ortaya çıkar. d.
Anot yakınındaki elektrik alan kuvveti çok önemli olacaktır, ancak katodun yanındaki alan kuvvetinden daha az olacaktır.
Elektrik alanı tarafından dağıtılan elektronlar, kinetik enerjilerini anoda aktarırlar ve ayrıca katottan çıkarılmaları için harcanan elektronların iş fonksiyonunu ısı şeklinde geri döndürürler. Alınan enerjinin büyük bir kısmı anodu ısıtmak ve eritmek için, bir kısmı da radyasyon ve anodu çevreleyen atmosferi ısıtmak için harcanır.
Pirinç. 17. Kaynak arkındaki voltaj değişikliği şeması: /d - ark uzunluğu; 1K, katoda yakın bölgenin uzunluğudur; 1С - ark kolonu uzunluğu; /a - anot bölgesinin uzunluğu; UR - ark voltajı; Birleşik Krallık - katot potansiyel düşüşü; UR - anot potansiyel düşüşü; Uc - ark sütununda potansiyel düşüş
Katot ve anottaki olayların karşılaştırılmasından, pozitif iyonların emisyonu ve nötralizasyonu için birim zamanda katot tarafından tüketilen elektronların sayısının anoda giren elektronların sayısına eşit olduğu görülebilir. Bu elektronlar yine bir akım üreteci tarafından katoda verilir.
Kaynak arkındaki tüm uzunluğu boyunca voltaj değişiklikleri grafiğinden (Şekil 17), katoda yakın bölgede, UK voltajının hızla arttığı görülebilir. Bölgenin küçük uzunluğu ve yüksek UK değeri nedeniyle, alan kuvveti çok büyük bir Ek = UK/eK değerine sahiptir, bu da elektronların katottan çıkışını ve daha sonra iyonizasyonu için gereken yüksek enerjiye hızlanmalarını sağlar. nötr atomlar. Bunun tersi durum yay sütunundadır, dolayısıyla yoğunluğu Ес = Uc/ec büyük önem.
Anot bölgesinde akım, esas olarak ark kolonundan gelen elektronlar tarafından taşınır. Nötr atomların iyonlaşması sırasında anotun yakınında sadece küçük bir kısmı oluşur. Bu, katoda yakın bölgeden daha az enerji tüketir. Bu nedenle, voltaj düşüşü, 1 A'lık akım gücü başına 1 saat boyunca kaynak işleminde biriken metal kütlesi tarafından belirlenir ve böylece spesifik kaynak üretkenliğini karakterize eder. Biriktirme hızı, önemli ölçüde kaplamanın bileşimine ve kaynağın yapıldığı polariteye bağlıdır. Elektrotların normalleştirilmiş bir başka özelliği de tüketimleridir - 1 kg biriktirilmiş metal elde etmek için gereken kütle (kg). Bu iki özellik, kaynak ve kaynak işleri için marka ve gerekli sayıda elektrot seçerken gereklidir.
Elektrotların bir başka özelliği erime katsayısı ap'dir. Değeri, 1 A'lık bir akım geçerken 1 saatte gram cinsinden erimiş elektrotun kütlesi ile belirlenir. Çeşitli faktörlerin elektrotların erime hızı üzerindeki etkisini belirlemek için, erime katsayısı biriktirme katsayısından daha uygundur, çünkü hesaplaması, atık ve sıçramadan kaynaklanan metal kayıplarını hesaba katmaz.
Masada. 14, ince bir kaplamanın etkisine ilişkin deneysel verileri gösterir. çeşitli maddeler doğrudan ve ters polaritede kaynak yaparken düşük karbonlu çelik çubuklara erime faktörü değerlerine uygulanır. Tablo, doğrudan polariteyle ((-) elektrotta) kaynak yaparken, erime katsayısının en belirgin şekilde elektrot kaplamasını oluşturan bileşenin tipine bağlı olduğunu göstermektedir. Ters kaynak yaparken
polarite (elektrotta (+)) bu katsayı çok daha az değişir.
Sorunun karmaşıklığı ve eksik bilgisi nedeniyle, yalnızca tanımlanan modelin ana, en olası nedenlerine odaklanacağız. Katot üzerinde biriken bir dizi maddenin elektronların çalışma fonksiyonunu önemli ölçüde azalttığına dikkat edin. Bu tür maddeler, başta alkalin toprak metalleri olmak üzere metal oksit filmlerini içerir. Çubuk üzerinde biriken maddelerin etkisini hesaba katarak, katot ve anottaki ısı dengesini (giriş ve çıkış) yaklaşık olarak tahmin edelim.
Katot, elektrik alanı tarafından dağıtılan pozitif iyonların kinetik enerjisi nedeniyle ısı alır, iyonizasyon için harcanan iş, iyonlar katottan elektronları yakaladığında kısmen katoda geri döner. Katot, kendisinden çıkan ve büyük bir enerji kaynağına sahip olan "sıcak" elektronlara ısı verir. Bu elektronların çıkışı katodu soğutur.
Katot üzerinde bir elektronun iş fonksiyonunu azaltan filmlerin varlığında, katottan elektronları çıkarmak için daha küçük bir katodik potansiyel düşüşü gerekir. Bu nedenle, daha az pozitif iyondan oluşan daha az pozitif uzaysal yük gerekli olacaktır. Katoda giren pozitif iyonların sayısı ve her birinin enerjisi azalarak elektrot erime faktöründe bir azalmaya yol açacaktır.
Şimdi elektrotun, iyonlaşması için az miktarda iş harcanmasını gerektiren element atomlarını içeren bir kaplama ile kaplandığını varsayalım. Açıktır ki, atomların iyonlaşması için ne kadar az iş gerekiyorsa, iyonların nötr atomlara geçişi sırasında katot tarafından o kadar az alınır. Pozitif iyonların her birinin kütlesi ne kadar büyükse, katoda doğru o kadar yavaş hareket edeceklerini ve gerekli uzay yükünü oluşturmak için sayılarının o kadar küçük olacağını belirtmek önemlidir. Bu nedenle, atomları büyük bir kütleye sahip olan, iyonizasyon için çok az iş gerektiren ve elektronların iş fonksiyonunu azaltan maddelerin elektrotlarının kaplamasında bulunması, doğrudan polarite ile kaynak yaparken elektrotların erime katsayısında keskin bir azalmaya yol açar. Tablodan da görüleceği üzere. 14, bu tür maddeler, atomları demir atomlarından neredeyse 2.5 kat daha büyük olan baryum karbonat ve özellikle sezyum karbonattır ve iyonizasyon işi sadece 3.88 eV'dir.
Çubuğun metal atomları iyonizasyon için kaplamanın atomlarından daha az enerji gerektiriyorsa, CXp'nin değerini belirleyen ilk etapta iyonize olacaklardır. Burada minimum ilkesi kendini gösterir: elektrik arkı, mümkün olan en düşük enerji tüketimi ile yanar.
Anot, elektrik alanı tarafından dağıtılan elektronların kinetik enerjisi ve anoda geri dönen elektronların iş fonksiyonu nedeniyle ısı alır. Elektrot tarafından katot iken tüketilen ısı, alınan ve verilen enerjilerin oranına bağlıysa, ters polaritede kaynak yaparken elektrot sadece enerji alır. Bu nedenle, alınan ısı miktarında değişiklik için daha az fırsat olacaktır.
Atmosferde iyonlaşma çalışmalarının düşük bir değerine sahip bir atom arkının varlığı, anodik potansiyel düşüşünü azaltacaktır. Bu nedenle, elektronlar anoda daha düşük bir enerji rezerviyle ulaşacak ve bu da elektrot erime hızını azaltacaktır. Bununla birlikte, anotun önündeki boşluk yükünün nispeten düşük değeri nedeniyle, erime faktörü, düz polarite ile kaynak yapıldığında olduğundan daha az azalacaktır.
AC kaynak. Üretilen elektrotların çoğu, bu amaç için kullanılan ekipmanın düşük maliyeti ve verimliliği ile ilişkili olan alternatif akımla kaynak yapmak için tasarlanmıştır. AC kaynak arkının özelliklerini ve yanma stabilitesini iyileştirmek için bazı önlemleri göz önünde bulundurun.
Alternatif akımla kaynak yaparken, ark her yarım çevrimin sonunda ölür ve bir sonraki yarım çevrimin başında yeniden ateşlenmesi gerekir. Akım akışının yönündeki periyodik değişiklik nedeniyle, elektrot dönüşümlü olarak anot veya katot olur. Endüstriyel frekansta (50 Hz), arkın iki ardışık sönmesi arasındaki zaman aralığı bir yarım döngü süresine eşittir ve 0,01 s'dir. Bu süre zarfında ark ortaya çıkmalı, gelişmeli ve tekrar sönmelidir. Arkın sönmesinden hemen sonra, pozitif iyonlar ve elektronlar arklar arası boşlukta kalır. Ek olarak, elektrotun erimiş ucundan ve yüksek bir sıcaklığa ısıtılan kaynak havuzunun yüzeyinden, metalin içindeki enerjisi iş fonksiyonunu (termiyonik emisyon) aşan az miktarda elektron uçar.
Yaylar arası boşlukta zıt işaretli elektrik yüklerinin eşzamanlı varlığı, karşılıklı çekimin varlığından dolayı dağılma oranlarını azaltır.
Voltaj belirip yükseldiğinde, yüklü parçacıklar (özellikle pozitif iyonlar) ark boşluğunda yeterli miktarda kalırsa, o zaman bir elektrik arkı kolayca ortaya çıkacak ve gelişecektir. Bu şu şekilde gerçekleşir: elektronlar ark atmosferini ısıtırken yeni oluşan anoda koşar ve pozitif yüklü iyonlar katoda koşar ve uzaysal bir pozitif yük oluşturarak elektronların katottan çıkışını sağlar. Ayrıca, DC kaynağı sırasında arkın ilk uyarılması sırasında gözlendiği gibi her şey olacaktır. Arkın benzer bir yeniden uyarma ve yanma mekanizması, potasyum oksitleri ve diğer kolayca iyonize olabilen diğer elementleri içeren rutil kaplı elektrotlarla alternatif akımda kaynak yaparken meydana gelir.
Akım sıfırdan geçtikten sonra voltaj yükselirse, yüklü parçacıkların (özellikle pozitif iyonların) konsantrasyonu yetersizse, ark yeniden tutuşamaz. Bu, örneğin çıplak elektrotlarla (çubuklar) kaynak yapmaya çalışırken olur.
Yukarıdakilere dayanarak, elektrotların çapının veya kaynak akımının gücünün artmasının yanı sıra, kolayca iyonlaşabilen elementlerin kaplamaya dahil edilmesiyle kaynak arkının stabilitesinin artacağı görülebilir. İkincisi, ark gücündeki bir artışın sıcaklığında bir artışa ve dolayısıyla pozitif iyonların ömründe bir artışa yol açmasından kaynaklanmaktadır.
Elektronlara afinitesi olan ve oldukça kararlı negatif iyonlar oluşturabilen deiyonize elementlerin atomlarının etkisi tam tersidir. Elektron ilgisi, bir elektron nötr bir atoma bağlandığında açığa çıkan, genellikle elektron volt olarak ifade edilen enerji miktarıdır. Negatif bir iyonun nötr bir atoma ve bir elektrona ters ayrışması, aynı miktarda işin (enerji) harcanmasını gerektirir.
Aşağıda birkaç elementin elektron ilgisi verilmiştir:
Element Elektron ilgisi, eV
C1................................................................ ................................................ . ......... "..3,7
F................................................. ................................................ . ................ 3.6
Vg................................................................ ................................................ . ................ 3.5
Si................................................. ................................................ . ................ 1.8
Ö................................................. ................................................ . ................1.5
Deiyonize elementlerin atomlarının ortaya çıkma mekanizması aşağıdaki gibidir: akımın sıfırdan geçişi sırasında, elektrik alanının etkisi durur. Yaylar arası boşlukta bulunan elektronlar, çeşitli parçacıklarla çok sayıda çarpışmanın bir sonucu olarak hızla enerji kaybeder ve iyonsuzlaştırıcı elementlerin atomlarıyla buluşarak, bağlanma enerjisinin serbest bırakılmasıyla onlara katılır. Sonuç olarak, hafif ve hareketli elektronlar yerine masif negatif yüklü iyonlar oluşur.
Bir atomun elektrona ilgisi ne kadar fazlaysa, negatif iyon oluşma olasılığı da o kadar fazladır. Yüksek elektron hızlarında, negatif iyonların oluşma olasılığının çok küçük olduğuna dikkat edin. Bu nedenle, sabit bir ark deşarjı (DC kaynağı) ile pratikte yoktur.
Negatif iyonlarla kaynak arkının kararlılığını azaltma mekanizmasını ele alalım. Negatif iyonlar, arklar arası boşluğun herhangi bir yerinde, özellikle yeni ortaya çıkan katodun yakınında oluşur. Bir elektrondan binlerce kat daha fazla kütleye sahip olduklarından, yarım döngünün başında enerjilendirilecek olan katottan yavaşça uzaklaşacaklar. Bu durumda, kalan pozitif iyonlardan oluşan uzamsal pozitif yükün etkisi, negatif iyonların nötrleştirici etkisiyle daha da zayıflayacaktır. Bu nedenle, katottaki alan kuvveti, gerekli sayıda elektronun serbest bırakılmasını sağlayamayacak ve ark sönecektir.
Metalurjik nedenlerle temel kaplamalı elektrotların üretimi için, bir fluorspar konsantresi formundaki fluorspar (CaF2) yaygın olarak kullanılmaktadır. Kaynak arkının yüksek sıcaklığında, kısmen flor salınımı ile ayrışır.Doğru akım ile kaynak yaparken, bu arkın stabilitesini etkilemez. Bununla birlikte, alternatif akımla kaynak yaparken, ark yanmasının kararlılığını önemli ölçüde azaltmak için kaplamaya %2-4 fluorspar eklemek yeterlidir. Bu durum uygulamada dikkate alınmalıdır.
Modern elektrot üretiminde kaynak arkının ilk uyarımını kolaylaştırmak için genellikle elektrotun çıplak ucuna uygulanan iyonlaştırıcı kaplamalar kullanılır.
Kaynak ve kaynak ekipmanları
DC kaynak makinelerinin avantajları"alternatif akım muadilleri" iyi bilinmeden önce. Buna yumuşak ark ateşlemesi, ince duvarlı parçaları bağlama yeteneği, daha az metal sıçraması ve kaynak yapılmayan alanların olmaması dahildir. Sinir bozucu (ve ortaya çıktığı gibi, insanlara zararlı) bir morina bile yok. Ve hepsi, AC kaynak makinelerinde bulunan ana özellik olmadığı için - besleme voltajının sinüzoidi sıfırdan akarken aralıklı ark yanması (Şekil 1).
Grafiklerden gerçek tasarımlara dönersek, şuna da dikkat edilmelidir: AC makinelerinde, kaynağı iyileştirmek ve kolaylaştırmak için güçlü transformatörler kullanılır (manyetik devre, dik düşme özelliğine sahip özel elektrik demirinden yapılmıştır) ve kasıtlı olarak yüksek bir voltaj kullanılır. ikincil sargı, 80 V'a kadar ulaşır, ancak kaynak bölgesinde ark yanmasını ve metal birikimini desteklemek için 25-36 V yeterli olsa da.Aparatın aşırı derecede büyük kütlesine ve boyutlarına, artan güç tüketimine katlanmak zorundayız. Sekonder devreye dönüştürülen voltajı 36 V'a düşürerek, "kaynakçının" ağırlığını 5-6 kat hafifletmek, boyutlarını taşınabilir bir TV boyutuna getirmek ve diğer performans özelliklerini iyileştirmek mümkündür.
Fakat düşük voltajlı sargılı bir ark nasıl ateşlenir?
Çözüm, ikincil devreye kapasitörlü bir diyot köprüsü eklemekti. Sonuç olarak, modernize edilmiş "kaynakçı" nın çıkış voltajı neredeyse 1,5 kat arttı. Uzmanların görüşleri pratikte doğrulanır: 40 volt DC bariyeri aşıldığında, ark kolayca tutuşur ve sabit bir şekilde yanar, ince gövde metalinin bile kaynaklanmasına izin verir.
Ancak ikincisi kolayca açıklanabilir. Devreye büyük bir kapasitenin dahil edilmesiyle, kaynak makinesinin karakteristiğinin de dik bir şekilde düştüğü ortaya çıkıyor (Şekil 3). Kondansatör tarafından yaratılan ilk artan voltaj, arkın ateşlenmesini kolaylaştırır. Ve kaynak elektrotundaki potansiyel transformatörün U2'sine düştüğünde (çalışma noktası "A"), kaynak bölgesinde metal birikimi ile kararlı bir ark yakma işlemi meydana gelecektir.
Yazar tarafından önerilen "kaynakçı", 220-36 / 42 V'luk bir endüstriyel güç transformatörü temel alınarak evde bile monte edilebilir (bunlar genellikle güvenli aydınlatma ve düşük voltajlı fabrika ekipmanlarına güç sağlamak için sistemlerde kullanılır). Kural olarak, 1,5 mm 2 kesitli 250 tur yalıtılmış tel içeren birincil sargının sağlam olduğundan emin olduktan sonra, ikincil olanlar kontrol edilir. Durumları önemli değilse, her şey (çalışan bir ağ sargısı hariç) pişmanlık duymadan silinir. Ve boş alanda yeni bir ikincil sargı sarılır ("pencere" dolana kadar). Önerilen 1.5 kVA transformatör için bu, iyi yalıtımlı 20 mm2 kesitli bir bakır veya alüminyum baranın 46 dönüşüdür. Ayrıca, toplam kesiti 20 mm2 olan bir kablo (veya bir demet halinde bükülmüş birkaç yalıtılmış tek damarlı tel) bir veriyolu olarak oldukça uygundur.
TRANSFORMATÖR GÜCÜNE BAĞLI ELEKTROT BÖLÜMÜNÜN SEÇİMİ
Doğrultucu köprüsü, 120-160 A çalışma akımına sahip yarı iletken diyotlardan, 100x100 mm ısı alıcı-radyatörlerine monte edilerek monte edilebilir. Böyle bir köprüyü bir transformatör ve bir kapasitör ile aynı muhafazaya yerleştirmek, 16 amperlik bir anahtar, bir "Açık" sinyal ışığı gözetleme deliği ve ayrıca ön textolite "artı" ve "eksi" terminalleri getirmek en uygunudur. paneli (Şekil 4). Elektrot tutucuya ve "toprak" a bağlamak için, 20-25 mm2 bakır kesitli uygun uzunlukta tek damarlı bir kablo segmenti kullanın. Kaynak elektrotlarının kendilerine gelince, çapları kullanılan transformatörün gücüne bağlıdır.
Ve Ötesi. Test sırasında, cihazı şebekeden ayırarak (kaynaktan 10 dakika sonra) transformatörün, diyot köprüsünün ve kapasitörün termal koşullarını kontrol etmeniz önerilir. Ancak her şeyin yolunda olduğundan emin olduktan sonra çalışmaya devam edebilirsiniz. Sonuçta, aşırı ısınmış bir "kaynakçı" artan tehlike kaynağıdır!
Diğer gereksinimlerden, kaynak makinesinin kıvılcım koruyucu maske, eldiven ve kauçuk paspas ile donatılması gerektiğini belirtmekte fayda var. Kaynak işinin yapıldığı yer, yangın güvenliği gereklilikleri dikkate alınarak donatılmıştır. Ayrıca, yakınlarda paçavra veya diğer yanıcı maddelerin bulunmadığından emin olunmalı ve “kaynakçı” nın şebekeye bağlantısı, elektrik panosunun güçlü bir fiş konektörü aracılığıyla elektrik güvenliği kurallarına uygun olarak gerçekleştirilmelidir. binanın girişi.
V.KONOVALOV, Irkutsk
Model tasarımcısı 1998 №4
Doğru ve alternatif akımın elektrotları harici olarak farklılık göstermez. Ancak fabrikadan, hangi akımlar için tasarlandıkları, yani elektrot çubuğu ve kaplaması, kaynağın yapılabileceği polariteler ve konumlar, belirli metalleri kaynaklarken önerilen akım olduğu zaten belirtilmiştir. AC ve DC arasındaki temel farklar nelerdir. Kaynak sırasında, elektroda belirli bir frekansta değişken bir şekilde, yani 50 hertz veya sürekli olarak bir akım sağlanır. Örneğin Uoni elektrotlarını alın. Doğru akım için tasarlanmıştır. Değişkenlerle alıp pişirmeye çalışırsanız, bunlar yapışacak veya yay yürüyecek veya sabit bir yay olmayacak.
Doğru ve alternatif akıma bakalım. Anlaması en kolay olduğu için bir değişkenle başlayacağım.
Ve bir elektrot ile kaynak yaparken alternatif akım ve sabit akım çalıştığından. açıkça çizeceğim.
Ve şimdi alternatif akımın evde bize nasıl geldiğini görelim. Herkes bir faz olduğunu ve sıfır olduğunu bilir. Sıfır eksi gibidir, ama aslında değil. Her neyse, AC fazına ve nasıl çalıştığına bakalım. Alternatif akım, sonra var, sonra orada değil, sonra tekrar.
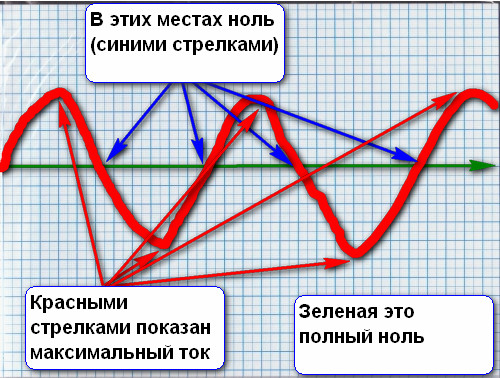
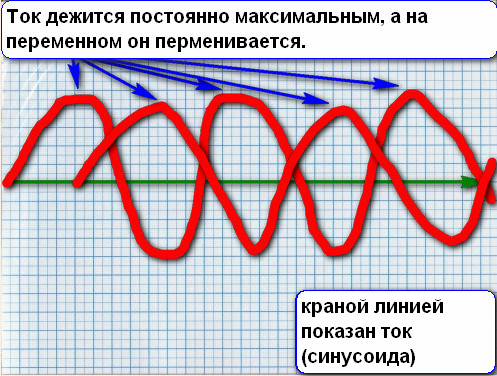
Gördüğünüz gibi, alternatif akım daha sonra bir yönde ve sonra diğerinde artar (kırmızı çizgi bir yönde sonra diğerinde artarken gösterilir), yani akım değişir. Bu nedenle alternatif akım elektrotlarıyla kaynak yaparken daha fazla sıçrama olur. . Doğru akım, alternatif akımla aynıdır, sadece doğrultucudan geçer ( bu nedenle grafikteki akımı doğrulttuğu için böyle adlandırılır.) senkronize çalışan ve doğru akım oluşturan birkaç alternatif akım elde ederiz.
Bundan, kaynakla yüksek kaliteli kaynağın elde edileceği sonucuna varabiliriz. doğru akım. Muhtemelen herkes grafikte gösterileni anlamıyor. DC ve AC elektrotlar arasındaki fark nedir sorusuna cevap veriyorum. Örneğin, MR-3s elektrotları, herhangi bir polaritenin hem alternatif hem de doğru akımı ile kaynaklanabilir. Ancak örneğin, bunlar yalnızca sabittir ve yalnızca ters polariteye izin verilir. Alternatif akım için elektrotlar aldığımızı ve sabit akımla pişirdiğimizi ve hiçbir şeyden korkmadığımızı kendi başıma söyleyeceğim. Değişkenlerin izlenmesi gerekirken birçok marka elektrot doğru akımla pişirilebilir. Şimdi





