Mokume o'yini. Zamonaviy zargarlik buyumlarida Mokume gane texnologiyasi
MO - yog'och.
KUME - TEKSTURA.
GANE - METAL.
An'anaviy mokume laminatsiyalash jarayoni va mokume qilishning elektr pechka usuli o'rtasidagi farqni tushunish uchun laminatsiya jarayoni qanday ishlashi haqida ma'lumotga ega bo'lish kerak. Har bir usulda laminatlanadigan metall plitalar tozalanadi, yig'iladi va ikkita po'lat plitalar orasiga mahkamlanadi.
An'anaviy jarayonda yig'ilgan briket yoqilg'i sifatida ko'mir, ko'mir yoki gaz (Stivning mini-pechidagi kabi) ishlatadigan o'choq yoki o'choqqa joylashtiriladi. U erda sirtdagi metall porlashi yoki porlashigacha qizdiriladi. Keyin briket pechdan chiqariladi va, ehtimol, biriktiruvchi qatlamni mustahkamlash uchun tez zarbdan o'tkaziladi. Qatlamlarning birlashishi kaliti "uchqun" paydo bo'lishidir. Agar briket porlagandan keyin pechda juda uzoq vaqt qolsa, laminat katta ehtimollik bilan qizib ketadi va sizni mokume ko'lmaki bilan qoldiradi. Shuning uchun, o'z vaqtida reaksiyaga kirishish uchun briketni kalxat ko'zi bilan kuzatib borishingiz kerak. E'tibor bering, yorqinlikning ko'rinishi juda qiziq narsa: metall erigandek porlaydi, lekin u hali ham mustahkam! Gap shundaki, briketda faqat oz miqdorda metall eritiladi va aynan shu narsa metallar qatlamlarini bir-biriga bog'laydi. Va endi: qanday qilib briket erigan metall borligida ko'lmakka aylanmaydi? Buni tushunish uchun metallurgiyaga qisqacha kirish kerak.

Sof kumush yoki 999 oltin (24K) kabi sof metall aniq belgilangan haroratda eriydi, biz odatda erish nuqtasi deb ataymiz. Metallurgiya termini bilan aytganda, metallning suyuqlikka aylangan harorati suyuqlanish nuqtasi, soviganida qotib qoladigan temperatura esa qattiqlashuv nuqtasi deb ataladi. Agar sof metall suyuqlik harorati minus 1 darajagacha qizdirilsa, u hali ham qattiq; suyuqlanish nuqtasidan yuqori qizdirilgach, u suyuqlikka aylanadi. Aksincha, metall solidus nuqtasidan bir oz yuqoriroq haroratgacha soviganida u hali ham suyuq, qattiq nuqtaga soviganida esa yana qattiq holga keladi.
Ko'pgina qotishmalarda alohida metallar barcha donalar bir xil tarkibga ega bo'ladigan tarzda birlashtiriladi. Misol uchun, agar siz 60% kumush va 40% oltin qotishmasini yasasangiz, qotishmadagi har bir donada 60% kumush va 40% oltin bo'ladi. Metallurgiya nuqtai nazaridan u bir hil qattiq eritma hisoblanadi. Oltin va kumush o'zaro eriydi va har qanday nisbatda bir hil qattiq eritma hosil qiladi. Bir hil qattiq eritma o'zini sof metall kabi tutadi, ya'ni uning qattiq va suyuqlanish nuqtalari bir xil harorat qiymatiga ega.
Kumush va mis esa butunlay boshqacha hikoyaga ega. Mis va kumush qotishmasida solidus va suyuqlik nuqtalari orasidagi intervalni o'nlab va yuzlab darajalarda o'lchash mumkin. Misol tariqasida, kumush yaltiroq bo'ladi va 778 ° C da eriy boshlaydi, lekin 892 ° C gacha suyuqlanish nuqtasiga etib bormaydi. dan sovutilganda suyuqlik holati u 778 ° S haroratga yetguncha qattiqlashmaydi. Metallning bunday xatti-harakati kumushda alohida elementlarning notekis taqsimlanishining natijasidir. Qotishmadagi ba'zi donalar 94% Ag (kumush) va 6% Cu (mis), ba'zilari 94% Cu va 6% Ag, qolgan barcha -72% Cu va 28% Ag tarkibiga ega bo'lishi mumkin.
72Cu/28Ag donalarining suyuqlanish nuqtasi 778°C, 94Cu/6Ag donalarining suyuqlanish nuqtasi sof misning erish nuqtasiga yaqin, 6Cu/94Ag donalari esa 892°C dan biroz yuqoriroq haroratda pishiriladi. Qotishma 778 ° C dan yuqori qizdirilganda, 72Cu/28Ag donalari eriydi, lekin 94Cu/6Ag va 6Cu/94Ag donalari hali ham qattiq holatda bo'ladi. Qotishma o'z shaklini saqlab qoladi, lekin qattiq kristalli matritsadagi suyuqlikdan iborat bo'ladi. Metallurgiya nuqtai nazaridan, bir xil haroratda sizda ham suyuq, ham qattiq fazalar mavjud. Uning qanchalik suyuq yoki qattiq ekanligi haroratga bog'liq. Qotishma harorati oshishi bilan kumush tobora ko'proq mis eriydi va qattiq donalar eriydi. Harorat 892 ° C ga yetishi bilan barcha donalar suyuq fazaga o'tadi.

Endi biz mokume briketi sirt porlashni boshlaydigan nuqtaga qizdirilganda nima sodir bo'lishi haqida gapirishimiz mumkin. Bu haroratda qotishma suyuqlanish haroratiga yetgan va erigan donlarni o'z ichiga oladi. Agar shartlar bajarilsa (tozalangan metall yuzasi, oksidlar yo'q), keyin ular oqishi yoki barcha plitalarning sirtlarini namlashi boshlanadi. Eriydigan donalar erib ketganda, ular kristalli matritsadan oqib chiqa boshlaydi va tobora kattaroq maydonni qoplaydi. Ular kapillyar tortishishdan ta'sirlanadi va plitalar orasidagi bo'shliqlarni to'ldiradi va barcha ochiq yuzalarni kumush lehim metallning juda toza maydonida tutgandek qoplaydi. Ular ko'proq refrakter donalari bo'lgan gözenekli matritsani qoldiradilar. Bu gözenekli joy laminatdagi juda zaif joydir. Buni tuzatish uchun, briket pechdan chiqarilgandan so'ng, bu joyni siqish uchun engil bolg'a bilan urish kerak. Bu gözenekli hududga zichroq, kuchliroq tuzilishga yordam beradi. Agar bu bajarilmasa, g'ovakli joy keyingi ishlov berish jarayonida delaminatsiya uchun potentsial diqqat markazida bo'ladi.
An'anaviy termoyadroviy usullarda briketni pechdan yoki zarbdan olib tashlash uchun to'g'ri vaqtni aniqlash ma'lum mahorat va tajribani talab qiladi. Metalllarning ba'zi birikmalari bilan ishlash oson, bu qisman briketdagi bir yoki bir nechta metallarning qattiq va suyuqlik harorati o'rtasidagi keng diapazonga bog'liq. Keng erish diapazoniga ega bo'lgan qotishmada past haroratli faza eriydi va oqadi, "porlash" hosil qiladi, ammo metall plitalar hali ham eritilmagan yuqori erish fazalarining mustahkam tuzilishini saqlab qoladi. Agar erish oralig'i tor bo'lsa, u holda siz uchqunni ko'rganingizda, butun qotishma deyarli erib ketgan. Bundan tashqari, ko'p qatlamli briketlarni eritish juda qiyin, chunki butun briketning bir xil isitilishini ta'minlash qiyin. Tashqi qirralarning mos haroratgacha qizib ketishi mumkin, ichki joylar esa hali sovuq bo'lib qolishi mumkin. Qadimgi Yaponiyada tanlov yo'q edi; siz ko'mir pechida ishlaysiz va bu texnikaning barcha qiyinchiliklarini engib o'tasiz.
Bugungi kunda harorat bilan boshqariladigan elektr pechlari termoyadroviy jarayonning vaqtini va haroratini to'liq nazorat qilish imkonini beradi. Ushbu ikki parametrni nazorat qilish orqali siz muvaffaqiyat darajasini oshirishingiz va katta ob'ektlar bilan ishlashingiz mumkin.
An'anaviy laminatsiya va elektr pechni eritish o'rtasida katta farq bor. Metall hech qachon ishlatiladigan metallarning biron bir tarkibiy fazasining suyuqlanish haroratiga qizdirilmaydi. Buning o'rniga, metall suyuqlik haroratiga yaqin haroratgacha qizdiriladi va bu haroratda bir necha soat ushlab turiladi. Endi sizda aniq nazorat qilish imkonini beruvchi asbobingiz bor, qanday qilib to'g'ri haroratni tanlaysiz? Uni hisoblash uchun biz metallurgiya haqida gapirishni davom ettirishimiz kerak.
Metallurgiya nuqtai nazaridan, tavlanish harorati qayta kristallanish harorati sifatida ham tanilgan. Metall bu haroratgacha qizdirilganda sodir bo'ladigan jarayonlardan biri bu zarb, prokat yoki chizish kabi sovuq ishlov berish paytida hosil bo'lgan stressni bartaraf etishdir. Bizni bu hodisaning yana bir jihati ham qiziqtiradi. Sof metall yoki qotishma bu haroratgacha qizdirilsa, unda kristallar yana o'sishni boshlaydi. Agar ikki yoki undan ortiq toza, oksidi bo'lmagan metall plitalar bir-biri bilan yaqin aloqada bo'lsa va harorat ishlatiladigan metallar uchun qayta kristallanish nuqtasidan biroz yuqoriga ko'tarilsa, kristallar ularning aloqa chegarasi bo'ylab o'sib boradi. Har bir metallning atomlari diffuziya yo'li bilan bir metalldan ikkinchisiga o'tadi. Harakat jarayonida bu atomlar atomlarning nisbiy kattaligi va har bir turdagi atomlarning soni bilan belgilanadigan tartibli tuzilmalarga yig'iladi. Atomlarning tartiblangan tuzilmalariga donalar deyiladi. Agar briket bu haroratda etarlicha uzoq vaqt saqlansa, u briketdagi barcha metallarning bir hil qotishmasiga aylanadi (bu juda ko'p vaqtni oladi). Odatda, mokumdagi diffuziya maydoni 0,025 mm dan ancha kichikdir. Diffuziya mintaqasidagi donalarning tarkibi har bir metall atomlarining boshqa metallar atomlariga nisbatan qanchalik tez harakatlanishiga qarab o'zgaradi. Bu ularni bog'laydigan birlashtiruvchi qatlamni tashkil etuvchi metall plitalarning aloqa nuqtasida yangi kristallarning o'sishi.

Laminatsiyalash uchun zarur bo'lgan haroratni aniqlash uchun siz yuzalar bilan aloqada bo'lgan metallarning barcha birikmalarining eng past erish qotishmasining ba'zi maxsus kunduzgi haroratini bilishingiz kerak. Bu briketdagi metall plastinkaning eng past erish nuqtasini anglatmaydi. Misol tariqasida lamalarni olaylik, “mis va sof kumush xalq. Biz bilamizki, mis 1083 ° S da, sof kumush esa 960 ° S da eriydi; lekin agar siz o'choqni 926 ° S ga qo'ysangiz, qaytib kelganingizda erigan metall ko'lmakini topasiz. Shuni tushunish kerakki, qotishma uning tarkibidagi har qanday metalning erish nuqtasidan pastroq haroratda erishi mumkin. Kumush va mis bo'lsa, eng past erish nuqtasi bo'lgan qotishma 28% kumush va 72% mis; 778 ° S da eriydi. Bu qotishma evtektik deyiladi. Aynan u mis va kumushning eng eruvchan qotishmasi bo'lib, o'zini sof metall kabi tutadi. Ya'ni, dan ketadi qattiq holat, oraliq erish bosqichi bo'lmagan suyuqlikka. Mis va kumushning ba'zi molekulalari xuddi shunday qotishma hosil qiladi, agar siz bu metallarni yaqin aloqaga keltirsangiz va ularni 778 ° C ga qizdirsangiz, eriydi. Metallurglar ikki yoki undan ortiq elementlarning birikmalarining erish nuqtalarini ko'rsatadigan ko'plab diagrammalarga ega, ular fazali diagrammalar deb ataladi. Quyida oltin, kumush va mis uchun uchlik (uch element) faza diagrammasi keltirilgan.
Metalllarning barcha birikmalari uchun bosqich diagrammalarini metallurglar uchun ma'lumotnomalarda topish mumkin. Ularni Internetda ham topish mumkin. Faza diagrammasi laminatsiya uchun haroratni aniqlashning eng aniq usuli hisoblanadi. Ko'pchilik ma'lum bo'lgan qotishmalarning erish nuqtalariga qarab, siz haqiqatdan uzoq bo'lmagan taxmin qilishingiz mumkin. Misol uchun, agar sizga oltin, kumush va mis qotishmalarining erish nuqtalari kerak bo'lsa, uch fazali diagrammada minimal erish nuqtasi 778 ° C ekanligini ko'rasiz. Shuning uchun, qotishmadagi oltin, kumush va misning har qanday birikmasi 778 ° C dan past bo'lmagan erimasligiga ishonch hosil qilishingiz mumkin. Shuning uchun, agar siz pechning haroratini 760 ° S ga qo'ysangiz, oltin / kumush va mis qotishmalari eritilmasdan muvaffaqiyatli laminatlanganligini topasiz. Men odatda haroratni qattiq haroratdan 15-30 ° C pastroqqa o'rnataman, agar o'choq notekis isitilsa yoki mahalliy erishga olib keladigan issiq joylar mavjud bo'lsa.
Uskunalar.
Elektr pechida mokume qilish uchun zarur bo'lgan jihozlarning ko'pchiligi allaqachon yaxshi jihozlangan zargarlik do'konida mavjud, ammo sizda yuqoridagilardan ba'zilari bo'lmasligi mumkin.
Harorat sensori bo'lgan arzon pech, mokume uchun mos.
Pishirish:
Sizga kerak bo'lgan birinchi narsa - bu aniq haroratni o'rnatish va saqlashga imkon beradigan termostatli elektr pech. Bunday pechlar haroratni Selsiy bo'yicha bir darajagacha ushlab turishi mumkin. Gaz pechlari tez-tez ishlatilmaydi, chunki ularni aniq haroratni saqlab turish uchun osongina yoki arzon sozlab bo'lmaydi.
Raqamli haroratni nazorat qilish tizimida uchta asosiy qism mavjud. Birinchisi, termostatning o'zi. Bu mikroprotsessorning maxsus turi bo'lib, u pech ichidagi haroratni o'qish uchun sensordan foydalanadi va kerakli haroratni saqlab turish uchun pechning isitish elementlarini yoqadigan yoki o'chiradigan elektron kalitga signal yuboradi. K tipidagi termojuft eng ko'p ishlatiladigan sensordir. U bilan katta darajada ishonchliligi, xona haroratidan 1100 ° C dan biroz yuqoriroq haroratni o'lchashi mumkin. Kalit isitish elementlarini yoqish va o'chirish uchun ishlatiladigan o'rni yoki yarimo'tkazgich bo'lishi mumkin. Bularning barchasini 300 dollardan kamroq evaziga olishingiz mumkin. Bundan tashqari, mavjud elektr pechni termostatni o'rnatish orqali o'zgartirish mumkin. Elektr jihozlarini o'rnatishda xavfsizlik qoidalari bilan tanish bo'lmasangiz, o'zgartirish o'z-o'zidan amalga oshirilmasligi kerak. Buni professional elektrchi qilish kerak.
Muxlis:
Men uni tozalashdan keyin metallni quritish uchun ishlataman. Suv bilan aloqa qilganda oksidlanishga vaqt topolmasligi uchun nam metallni tezda quritish muhimdir. Men arzon uy changyutgichidan foydalanaman, lekin faqat shu maqsadda. Yeng changyutgichning chiqishiga biriktirilgan va yuqori bosim ostida toza, salqin havo oqimini etkazib berish uchun ishlatiladi. Issiqlikni o'chirib, sochlarini fen bilan ham ishlatishingiz mumkin. Agar havo issiq bo'lsa, u oksidlanish jarayonini tezlashtiradi, shuning uchun bu kerak emas. Kompressor havosini ishlatmaslik kerak, chunki u oz miqdorda suv va yog'ni o'z ichiga oladi va metallni ifloslantiradi.
Materiallar.
Pemza:
Pomza toshi yoki mis yoki zanglamaydigan po'latdan yasalgan yuzalarni tozalash uchun uy kukuni, masalan, Clean King, briketga qo'yishdan oldin metall plitalarni tozalash uchun ishlatiladi.
Donador ko'mir fraktsiyasi 4-12 mesh.
Ushbu turdagi ko'mir akvarium filtrlarida ishlatiladi, uni mahalliy chorva do'konida xarid qilishingiz mumkin. Bundan tashqari, uni laboratoriya reagentlari bilan ta'minlaydigan kompaniyalardan sotib olish mumkin, lekin yuqori narxda. yuqori narx. Grilda pishirish uchun oddiy ko'mir ham ishlatilishi mumkin, avval uni taxminan 6 mm o'lchamdagi bo'laklarga maydalash kerak va bu juda chalkash jarayon.
Metallni tozalash uchun pomza bilan birga ScotchBrite abraziv gubkalari kerak.
Boltli siqish plitalari.
Laminatsiyalanadigan briketni kuch bilan mahkamlash uchun ikkita po'lat plitalar kerak bo'ladi. Men odatda qalinligi 20 - 25 mm bo'lgan va murvatlar orasidagi briketni ushlab turish uchun etarli joyga ega bo'lgan plitalardan foydalanaman.
Har bir ish boshlanishidan oldin, oldingi briketdan keyin oksidlar va choklarni olib tashlash uchun men ularning ichki yuzalarini zımpara bilan ishlayman. Men ularni juda yupqalashguncha qayta-qayta ishlatishim mumkin. Qalinligi 20 mm dan kam bo'lsa, ular o'choqdagi yuqori harorat va bosim ostida kuchli egiladilar, shuning uchun ularni almashtirish kerak.
Yong'oq va murvat.
Kelepçe plitalarini bir-biriga bog'lab turish va ularni pechning ichidagi bosim ostida ushlab turish uchun yong'oq va murvat kerak bo'ladi. Men 12 mm murvatlarning yaxshi ishlashini aniqladim. Boltlar qisqich plitalari va ular orasidagi briket qalinligidan kamida 12 mm uzunroq bo'lishi kerak, shunda sizda nonni mahkamlash uchun etarli joy bo'ladi. Yong'oq va murvatlarni mahkamlash uchun sizga ikkita kalit kerak bo'ladi.
Himoya qoplamasi.
Briketning po'lat bilan birlashishiga yo'l qo'ymaslik uchun siqish plitalariga himoya qoplamasi qo'llaniladi. Plitalar yuzasiga pasta yopishib olish uchun suvda suyultirilgan sariq oxra va bir oz Elmers elimidan foydalaning. Bundan tashqari, mahsulotning orqa qismini pechda oksidlanishdan himoya qilish uchun ishlatiladigan mis yuzalarni emallash uchun himoya qoplamasi bo'lgan Scalex dan foydalanishingiz mumkin. Har qanday usullar yordam beradi.
Zanglamaydigan po'latdan yasalgan asboblar uchun o'rash materiali.
Ushbu o'rash materiali odatda havoni qotish jarayonida issiqlik bilan ishlov berish jarayonida asbob po'latini oksidlanishdan himoya qilish uchun havo o'tkazmaydigan qoplarni tayyorlash uchun ishlatiladi. Mokume laminatsiyasi paytida mukammal kislorod to'sig'ini yaratadi. Briketli siqish plitalari ko'mir bilan to'ldirilgan qopga joylashtiriladi, bu esa qaytaruvchi (kislorodsiz) atmosferani ta'minlaydi.
O'rash materiali maxsus ishlab chiqarilgan zanglamaydigan po'latdan yasalgan folga bo'lib, u pechdagi yuqori haroratga bardosh beradi va yopiq holda qoladi. U 30 yoki 60 sm kengligida va uzunligi 15 dan 30 m gacha bo'lgan rulonlarda mavjud.U dastgohlar etkazib beruvchilardan sotiladi. Ushbu material bilan ishlashda juda ehtiyot bo'ling. U 0,05 mm qalinlikda, qog'oz varag'idan taxminan ikki barobar qalinroq, shuning uchun folga sizni pichoq kabi kesishi mumkin.
tayyorgarlik operatsiyalari.
Laminatda foydalanmoqchi bo'lgan metall plitalarni tanlang va kesib oling. Choyshablarning o'lchami va qalinligi tayyor mokume mahsulotining o'lchamiga qarab belgilanadi. Men qalinligi 26 B&S (0,4 mm) dan 6,3 mm gacha bo'lgan kichik 25 mm x 12 mm qo'shimchalar va katta 75 mm x 75 mm qo'shimchalar bilan ishladim. Agar siz briketni qo'lda yasashni rejalashtirmasangiz, unda briketning qalinligi rulonlaringizning maksimal o'lchamidan oshmasligi kerak. Ko'pgina qo'lda roliklarning yoyilishi 6 mm yoki undan ham kamroq bilan cheklangan.
Donador ko'mir juda yaxshi changni yutish vositasidir, shuning uchun u filtrlash tizimlarida qo'llaniladi. Shuningdek, u havodan suv bug'ini yaxshi o'zlashtiradi. Biz pechda muhrlangan sumkada suv bug'iga muhtoj emasmiz, shuning uchun biz ulardan qutulishimiz kerak. Metall kostryulkaga 2 o'lchov stakan (taxminan 0,5 l) donador ko'mirni to'kib tashlang va ko'mir havodan so'rilgan suvni bug'lash uchun 200 ° C dan biroz ko'proq qizdiring (buning uchun bura bozori tushdi mashinasidan foydalanaman). Bu kamida 30 daqiqa davom etadi. Sizga kerak bo'lgunga qadar 200 ° C ga qadar isitiladigan pechda qoldiring.
Endi siz po'lat plitalarni tozalashingiz va tekislashingiz kerak. Buni qilishning eng oson yo'li zımpara g'ildiragida, lekin siz buni qo'lda qilishingiz mumkin. Po'lat plitalarning ichki yuzalaridan oldingi ishdan barcha oksidlar va niklarni olib tashlashingiz kerak. Boshqa sirt bilan hech narsa qilishingiz shart emas. Siz toza, silliq va tekis yuzaga ega bo'lishingiz kerak. Po'lat plitalarni tozalagandan so'ng, ularni yupqa sariq oxra yoki Scalex bilan yoping va quritish uchun ularni issiq joyga qo'ying.
Briketni tozalash va shakllantirish uchun uskunalar.
Keyingi qadam metallarni tozalashdir. Tozalash, shubhasiz, mokume qilishning eng muhim bosqichidir. Agar siz metallni yaxshilab tozalashni amalga oshirmasangiz, sifatsiz laminatlangan briketni olgan holda bir necha soatlik ishni yo'qotasiz. Ushbu bosqichda qilayotgan har bir narsaga yaqindan egalik qilish juda muhimdir.
Men ustaxonamda tozalash uchun uchta kichik plastik vannadan foydalanaman. Birinchisi ikki litr distillangan suv bilan to'ldiriladi, bu qattiq tozalash vannasi. Keyingi hammom ham ikki litr distillangan suv bilan to'ldiriladi, bu yuvish vannasi. Uchinchi hammom quruq, uning yonida distillangan suv bilan purkagich bor. Vannalar va purkagichlar yangi sotib olingan va faqat mokume tozalash uchun ishlatilgan.

Ishning borishi 1-bosqich.
Qo'lingizni oddiy sovun va suv bilan yuving. Parfyumeriya sovunlari, losonlar yoki namlovchi sovunlarni ishlatmang, chunki ular sizning qo'lingizda tozalanayotgan metallga o'tadigan plyonka qoldiradi. Qo'lingizni yaxshilab yuving. Mis oqartiruvchi cımbızlar bilan tozalang va yuving (men baliq quyruqli cımbızni afzal ko'raman), men uni faqat mokume tozalash uchun ishlataman.
2-qadam
Metall plastinkani qo'llaringizga oling va uni tozalash vannasiga botiring. Uni pomza bilan seping va yuzalar toza va porloq bo'lguncha ScotchBrite abraziv shimgichining 8 sm bo'lagi bilan ishqalang. Plitalarning chetlarini e'tiborsiz qoldirmang.
3-qadam.
Tozalangan choyshabni mis cımbızla oling va avval tozalash hammomida, keyin yuvish hammomida yuving. Gubkalar orasidagi qolgan pomza yuvilganligiga ishonch hosil qilish uchun yuvish hammomida cımbız tutqichlarini bo'shating. Metallni cımbız bilan olganingizdan so'ng, unga boshqa qo'llaringiz bilan tegmang.
4-qadam.
Plitani isitiladigan hammom ustida bo'shashmasdan ushlab, ustiga buzadigan amallar shishasidan distillangan suv seping. Suv metall yuzasida tekis, tekis plyonka hosil qilishi kerak. Agar siz suvning qirralarning atrofida ko'tarilishini yoki tomchilab to'planishini sezsangiz, u holda metallda ifloslangan joylar mavjud. Orqaga qaytib, takrorlashingiz kerak.
2 va 3-bosqichlar. Agar varaq toza bo'lsa, uning cımbız yoki boshqa tozalangan briket plitalari bilan aloqa qilishiga yo'l qo'ymang.
5-qadam.
Plitalarni changyutgichdan havo oqimi bilan quriting. Metall plastinkani havo oqimi bilan cımbızdan puflamaslikka ehtiyot bo'ling. Bundan tashqari, cımbızların jag'lari orasidagi metallni quritishingiz kerak. Avval tozalanmagan plitalar bilan mashq qilishingiz mumkin. Agar siz hali ham tozalangan plastinka ustidan nazoratni yo'qotib qo'ysangiz (qo'lingizdan tushib ketgan bo'lsangiz), 2-bosqichga qayting.
6-qadam
Ish qismini pastki qisqich plastinkasiga joylashtiring. Keyin keyingi plastinkani tozalashga o'ting - 2-bosqich.
7-qadam
Barcha ish qismlari tozalangan va yig'ilgandan so'ng, qisqich plitasini himoya qatlami bilan pastga qo'ying va murvatlarni ikkita kalit bilan torting.
8-qadam
Agar sizda mavjud bo'lsa, butun tuzilmani vida yoki gidravlik pressda mahkamlang va briket bosim ostida bo'lganda murvatlarni yana torting. Eng yaxshi natijalar barcha murvatlarga teng bosim bilan erishiladi. Bu eng yaxshi avtomatik kalit bilan amalga oshiriladi (dinamometr bilan). Ushbu turdagi kalitlar ma'lum bir momentga erishilganda sekin urishadi. Ular nisbatan qimmat, shuning uchun agar iloji bo'lsa, mashq qilish uchun ularni ijaraga oling va agar kerak bo'lsa, keyin ularni o'zingiz uchun sotib oling. Avtomatik kalit bilan ishlaganda, men uni 90 fut funtga (12,45 kilogramm-metr) qo'ydim, keyingi bosqichni tugatmaguningizcha yig'ilgan briketni chetga surib qo'ying.
9-qadam.
O'rash folgasidan siz ko'mir va briketning o'zi joylashadigan sumka yasang. Uni yasash uchun qaychi yordamida folga parchasini kesib oling, shunda uning uzunligi siqish plitalarining perimetridan 5 sm uzunroq (10 sm x 4 = 40 sm + 5 sm = 105 sm) va kengligi 30 sm bo'ladi. folga varag'ini yarmiga bo'ling va qirralarini ikki marta katlayın, so'ngra ularni silliqlash yostig'i yoki rulon kuchi bilan tekislang. Folga trubkaga shakl bering va siqish plitalari ichkariga sig'ishi mumkinligini tekshiring. Folga qirralarini tekislash va briketni o'choqqa qo'yish osonroq bo'ladi, agar siz trubkada siqish plitalari shakliga taqlid qiladigan to'rtburchaklar yoki kvadrat shakl berish uchun oluklar qilsangiz. Keyin naychaning pastki uchini ikki marta katlayın va sumka hosil qiling va uni charm bolg'acha bilan tekislang.
10-qadam.
Ko'mirni pechdan chiqarib oling. Folga qopning pastki qismiga oz miqdorda tushiring. Qisqichli plitalarni sumkaga soling va yuqori plastinkani yopish uchun etarli miqdorda ko'mir qo'shing, so'ngra trubaning yuqori uchini ikki marta katlayın va tikuvni bolg'acha bilan tekislang.
11-qadam.
Qisqichbaqalar va yong'inga chidamli qo'lqoplardan foydalanib, briket bilan sumkani oldindan qizdirilgan pechga qo'ying va u erda 8-12 soat davomida qoldiring. Ko'pgina hollarda men oltin va kumush qotishma briketlarimni 760 ° C da, kumush bo'lmagan mis qotishma briketlarimni 816 ° S da laminatlayman. (Foydalanish harorati haqida ko'proq ma'lumot olish uchun keyingi sahifadagi jadvalga qarang).
12-qadam
Pechni o'chiring. Briket bilan paketni pechdan olib tashlang va xona haroratida sovutib oling. Paketni oching. Buni qilayotganda ehtiyot bo'ling, himoya charm qo'lqop kiying, chunki folga endi avvalgidan ancha qattiqroq va mo'rtroq, sizni juda oson kesishi mumkin. Briketni olib tashlang. Boltlarni bo'shating va blokni siqish plitalaridan olib tashlang.

13-qadam
Juda qo'pol fayl yoki temir arra bilan zargarlik arrasidan foydalanib, briketning chetlarini kesib oling. Plitalarni qanchalik ehtiyotkorlik bilan kesib tashlaganimga qarab, odatda 1,5 mm dan 4,5 mm gacha suratga olaman. Briketni iloji boricha kamroq metallni olib tashlash uchun yig'ish juda muhimdir. Arra izlarini porlash uchun qirralarni zımpara bilan silliqlash.
14-qadam
Briketning chetlarini siz ishlashingiz mumkin bo'lgan eng refrakter kumush lehim bilan lehimlang. Bu briketni yupqalashning dastlabki bosqichlarida delaminatsiya xavfini kamaytirishga yordam beradi. Agar briket tarkibida kumush va mis bo'lgan qotishma bo'lsa, bu odatda o'rta erituvchi lehimdan foydalanish kerakligini anglatadi. Mis va kumush qandaydir nisbatda evtektik qotishma hosil qilganligi sababli, siz briketni 778 ° C dan yuqori haroratda qizdira olmaysiz, bu uning erish nuqtasidir. Yaxshi oqimdan foydalanish va briketni yumshoq isitish juda muhim, chunki siz oqimni osongina yoqishingiz mumkin va bu lehimning tarqalishini oldini oladi. Ushbu turdagi lehimlash kunlari yuqori harorat Qulay oqim pastasi yoki boshqa lehimli oqim mos keladi. Bilingki, Handy flux yoki boshqa lehimli oqimlar ftoridlarni o'z ichiga oladi va himoya qilish uchun sizga yaxshi shamollatish kerak.
Agar kerakli haroratga yetmasdan oldin oqim yonib keta boshlasa, siz kukunli boraks shaklida ko'proq oqim qo'shishingiz mumkin. Va siz uni ko'pgina supermarketlarning kir yuvish bo'limlarida sotib olishingiz mumkin. Issiq metallga bir chimdik boraks tushiring, u oksidlanishdan himoya qiladi. Agar metall sovuq bo'lsa, bu ishlamaydi, chunki boraks qabariq va parchalanishga moyil bo'ladi, lekin agar metall 538 ° C dan yuqori qizdirilsa, boraks eriydi va yuzaga tarqaladi, uni qoplaydi va uzoq muddatli himoya yaratadi. Agar kerak bo'lsa, shuncha ko'p boraks qo'shishingiz mumkin. Bu olib tashlash, iksir yoki boshqa davolanishni qo'llash yoki oqartirgichda tortni qaynatish qiyin bo'lgan zich qoplama hosil qiladi.
15-qadam
Dastlabki bosqichda briketning qalinligi juda ehtiyotkorlik bilan kamaytirilishi kerak. Buning uchun men odatda roliklardan foydalanaman. Yuvishdan oldin, men briketning qalinligini yarim millimetrdan ko'p bo'lmagan darajada kamaytiraman. Rulolar orasidagi har bir o'tishda men qalinligi millimetrning o'ndan biriga kamaytiraman. Agressiv usullarga o'tishdan oldin barni 3-5 marta muloyimlik bilan aylantiraman. Briketning qalinligini tavlanishlar orasida kamaytirishingiz mumkin bo'lgan miqdorni aniqlash uchun tajriba talab qilinadi. Men sizga bu formulani bera olmayman. Konservativ bo'ling; haddan tashqari stressni yaratib, briketni delaminatsiya qilishdan ko'ra tez-tez tavlanish yaxshiroqdir. Mokume tavlanish jarayonida briketni qattiqlashtirib bo'lmaydi, chunki tez sovutish natijasida kelib chiqadigan stresslar mokume biriktiruvchi qatlam uchun juda kuchli. Temperatsiya, agar laminat juda yuqori sifatli bo'lmasa, briketni delaminatsiyalashi mumkin. Briketni tezroq sovutish uchun men havoni puflaydigan yuqori bosimli fandan foydalanaman. Yog'ingarchilikning qattiqlashishini kamaytirish uchun metallni tez sovutish muhim ahamiyatga ega. Ba'zi qotishmalar tavlanish nuqtasidan bir oz pastroq haroratda tutilganda qattiqlashadi. Bu zarrachalarning qattiqlashishi yoki eritmaning söndürülmesi deb ataladi.
Harorat va erish vaqtining mos kelishi.
elektr pechda mokume tayyorlash uchun
Qotishmalar Harorat, °S Vaqt, soat
1. Rangli oltin o'zaro 760 8-10
2. Mis bilan kumush,
nikel kumush, bronza, kuromido yoki shakudo 738 8-10
3. O'zaro mis qotishmalari 816 8-10
4. Kumush bilan oltin 760 8-10
5. Guruchli kumush 704 6-8
6. 18k yashil oltin (18K) bilan platina 968 5-7
7. Palladiy kumush bilan 774 4-6

Yuqoridagi harorat/vaqt munosabati elektr pechda mokume tayyorlash uchun umumiy ko'rsatma sifatida ishlatilishi kerak. Ba'zi qotishmalar va pechlarning turlari har xil vaqt va haroratni talab qiladi. Stiv Midjet
Metalllarni birlashtirish san'ati. ZARGLAR BOG'I. №5 2015 yil 43-47-betlar.
“... Mokume gane texnologiya sifatida ancha oldin feodal Yaponiya madaniyatida vujudga kelgan. Ismning o'zi "yog'och to'qimali metall" deb o'qilishi mumkin, bu erda "gane" - metall, "kume" - to'qimalar, "mo" - yog'och.
Mokume gane qilich yasagan Denbei Shoami tomonidan ixtiro qilingan, 1651-1728, u umrining ko'p qismini Shimoliy Yaponiyaning Akita prefekturasida ishlagan. U usta edi
eng yuqori darajada va pichoqlar ishlab chiqarishda rangli metallarni bir-biri bilan bog'lash, qabul qilish mumkinligi ham aniqlandi.
naqshli Damashq po'latiga o'xshash to'qimalar. U tomonidan ixtiro qilingan texnikaning murakkabligi shundaki, amalda bir-biriga mos kelmaydigan turli metallar hech qachon takrorlanmaydigan juda chiroyli va g'alati naqshlarda bir-biriga bog'langan.
Mokume gane nafaqat texnika, balki falsafaning bir turidir, chunki metallarni eritish natijasida yaratilgan chizmalarga qarab, falsafa qilish va mulohaza yuritish mumkin, ammo barcha sharq san'atida bo'lgani kabi, qurol va uzuklar hamisha muqaddas ma'noga ega bo'lib kelgan. tegishli ismlar. Mokume gane-da asosiy narsa chizma yaratishdir.
Bu eng qiyin jarayon bo'lib, u qazib olishdan iborat ichki qatlamlar turli usullar yordamida mahsulot yuzasida. Ko'p qatlamli metall kompozitsiyasi tufayli zargar turli naqshlar yaratish uchun keng imkoniyatlarga ega. Metalllar bosim ostida sinterlanadi
yuqori haroratda, turli metallar atomlarining ulanish nuqtasida diffuziya almashinuvini hosil qiladi. Butun jarayon juda qimmat va ko'p vaqt talab qiladi, yuqori zargarlik mahoratini talab qiladi.

G'arbda ushbu texnikaning kashf etilishi tarixi rivojlangan XIX asr oxiri 70-80-yillarda, Xiroko Sato Pijanovski va Evgeniy Maykl Pijanovski Tokiodagi xalq hunarmandchiligi ko'rgazmasiga tashrif buyurganlarida. Mokume gane texnikasida qilingan ishlar ular uchun kashfiyot bo'ldi va ular usta Gyukomei Shindo, shuningdek, Masahisa Yagixara va Norio Tamagava bilan do'stona munosabatlar o'rnatish uchun bor kuchini sarfladilar. Ulardan texnologiyaning kelib chiqishi haqida bilib oldilar. Xirotoshi Ito ismli yana bir yapon ustasi 1998 yilda mokume gane texnikasini o'rgatgan. Ito saboqlari va falsafasi shogirdlarining hayoti va faoliyatida chuqur iz qoldirdi. Tokio universitetida esa mokume texnikasi hali ham joriy qilinmoqda. Tasviriy sanʼat va Musiqa.
Hozirgi vaqtda mokume gane texnikasi metallga ishlov berishning eng murakkab va chiroyli usullaridan biridir. Mokume gane texnika va sanʼatning birligi boʻlib, u ustadan nafaqat ishlab chiqarish usullarini chuqur bilishni, balki ijodiy ilhomni ham talab qiladi. Afsuski, Rossiyada an'anaviy yaponiyalik mokume gane texnikasi amalda qo'llanilmaydi. Sankt-Peterburg zargarlari uni qayta tiklashga muvaffaq bo'lishdi, asta-sekin ma'lumot to'plashdi va jarayonga ba'zi o'zgarishlar kiritib, ushbu texnikadagi mahsulotlarning mohiyatini o'zgarishsiz qoldirdilar. Ular tufayli turli xil metallarni sintez qilishda noyob xarizmaga ega mahsulotlarni yaratish mumkin bo'ldi, bu ularning tashqi ko'rinishida feodal Yaponiya ustalarining qadimiy texnologiyasini namoyon qiladi. Mokume gane o'ziga xosligidan rohatlaning. U hayratga loyiq.
Metalllarni birlashtirish san'ati. ZARGLAR BOG'I. №5 2015 yil 43-47-betlar.
Mokume Gane - bu metallar bilan ishlash uchun yapon texnikasi. Agar uning nomini so'zma-so'z tarjima qilishga harakat qilsak, biz quyidagi so'zlar to'plamini olamiz: "mo" - yog'och, "kume" - tekstura, "gane" - metall. Uning mohiyati bir necha xil metallardan iborat kompozitsion mahsulotni olishdan iborat bo'lib, uning yuzasida dekorativ naqsh hosil qiladi, to'qimalarda yog'ochni eslatadi.
Texnologiyaning tug'ilish tarixi
Mokume gane texnikasi 17-asrning oxirida samuray qilichi Denbei Shaomi tufayli paydo bo'ldi. Bir-biriga o'xshamaydigan metallarni bir-biriga ulash g'oyasi ishlab chiqarishga sharqona iqtisodiy yondashuvning natijasidir, deb ishoniladi. Qimmatbaho metallarning etishmasligi tufayli ular samuray qilichining zodagonligini kamaytirmaydigan munosib o'rinbosar topishga harakat qilishdi.
Qanday bo'lmasin, Shaomi ishlab chiqilgan texnologiyani ko'plab talabalarga uzatdi, ular uni doimiy ravishda to'ldirib, takomillashtirdilar. Vaqt o'tishi bilan Mokume nafaqat qurollarni bezash uchun, balki uy-ro'zg'or buyumlari: vazalar, idish-tovoqlar, zargarlik buyumlarini ishlab chiqarishda ham qo'llanila boshlandi.
Mokume gane texnikasining mohiyati
Birinchi mahsulotlar shakudo qotishmasidan tayyorlangan (shakudo), 90-96% mis va 4-10% oltindan iborat, ammo keyin boshqa metallar ishlatila boshlandi: platina, palladiy, kumush, nikel, tsirkoniy, titanium va bronza.

Mokume gane usulining birinchi bosqichi - rangi va egiluvchanligi bo'yicha har xil bo'lgan metallardan ko'p qatlamli ish qismini olish. Bunga qo'shimcha ravishda, kontrastli bezak yaratish uchun, isitish jarayonida va kimyoviy reaksiyalar materiallar o'z soyalarini o'zgartirishi mumkin. Turli qalinlikdagi qimmatbaho choyshablar chang, oksid va yog 'plyonkalaridan yaxshilab tozalanadi va ma'lum bir ketma-ketlikda bir-birining ustiga qo'yiladi, qatlamlar soni bir necha o'nlablarga yetishi mumkin. Keyin choyshablar o'choqqa joylashtiriladi, bu erda ma'lum bir harorat ta'sirida qattiq fazada metallarning tarqalishi jarayoni amalga oshiriladi.
Ayniqsa, isitish darajasi shunday bo'lishi kerakki, choyshablar birlasha boshlaydi, lekin suyuqlik fazasiga o'tmaydi va qatlamlar o'rtasida aniq belgilangan chegaralarga ega bo'lgan yagona ish qismini hosil qiladi. Qiyinchilik shundaki, har bir metallning o'ziga xos erish nuqtasi bor va ba'zida hunarmandlar eng ajoyib kombinatsiyalarga erishadilar.
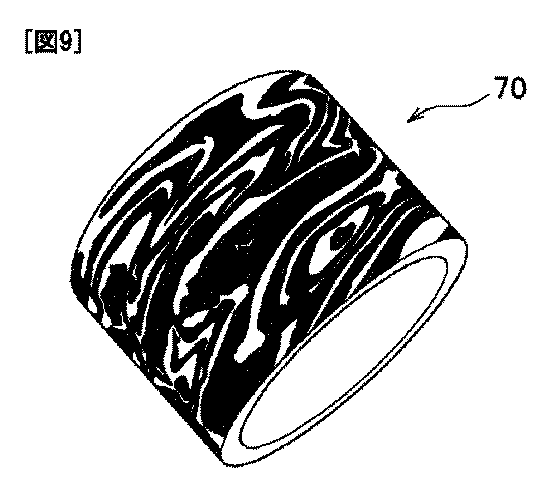
Mokume gane texnikasidan foydalangan holda nikoh uzuklarini yasashga misol.
Olingan metall bo'lagi qayta-qayta bosiladi, kesiladi, zarb qilinadi, zarb qilinadi, xamir kabi o'raladi, shunda ichki qatlamlar sirtda va tekis hoshiyalar yangi murakkab naqshda yotadi. Har bir yaratilgan naqsh o'ziga xosdir, hatto bir xil materiallar bilan barcha texnologik bosqichlarni aniq takrorlash ham bir xil mahsulot juftligini olishga imkon bermaydi.
Zamonaviy tendentsiyalar
Ikki asrdan ko'proq vaqt davomida mokume gane texnikasi Yaponiyadan tashqarida noma'lum bo'lib qoldi. Faqat 19-asrning oxirida g'ayrioddiy mahsulotlar eksport qilina boshladi Yevropa davlatlari. Sharq metall yog'ochining sirini ochish uchun G'arb hunarmandlari ko'p vaqt va kuch sarfladilar. Texnologiyaning murakkabligi tufayli yuqori sifatli mahsulotlar bugungi kunda juda kam uchraydi. Zargarlik buyumlari ishlab chiqarishning zamonaviy yutuqlari va texnologik jihozlarning mavjudligiga qaramay, dunyoda ushbu yo'nalishda ishlaydigan chinakam malakali hunarmandlar deyarli yuz nafarni tashkil qilmaydi.

Bugungi kunda mokume gane texnikasidan foydalangan holda yasalgan zargarlik buyumlari eksklyuziv zargarlik buyumlari hisoblanadi va tegishli qiymatga ega. Har bir elementning o'ziga xosligi va uni ishlab chiqarish jarayonining mashaqqatliligiga qo'shimcha ravishda, qo'shimcha xarajat omili katta miqdordagi qaytarilmaydigan chiqindilardir, chunki diffuz payvandlashdan keyin ishlatiladigan qimmatbaho metallarni keyinchalik qayta ishlash mumkin emas.
To'plam chiqishi:
MOKUME GANE TEXNOLOGIYASI ZAMONAVIY ZARG'ARLIKDA
Baranova Olga Konstantinovna
arizachi daraja fanlar nomzodi, Sankt-Peterburg materiallar va zargarlik buyumlarini badiiy qayta ishlash texnologiyasi kafedrasi assistenti davlat universiteti texnologiya va dizayn, Rossiya Federatsiyasi, Sankt-Peterburg
Chalova Yekaterina Igorevna
aspirant, materiallar va zargarlik buyumlarini badiiy qayta ishlash texnologiyasi kafedrasi assistenti, Sankt-Peterburg davlat texnologiya va dizayn universiteti, RF, Sankt-Peterburg
Baranova Aleksandra Ivanovna
Kamchatka sanoat kolleji o'qituvchisi, RF, Vilyuchinsk
ZAMONAVIY ZARG'ARDA MOKUME GANEDAN FOYDALANISH
Olga Baranova
fan nomzodi, Sankt-Peterburg texnologiya va dizayn universitetining materiallar va zargarlik buyumlarini badiiy ishlab chiqarish kafedrasi assistenti, Rossiya, Sankt-Peterburg
Ekaterina Chalova
aspirantura, Sankt-Peterburg texnologiya va dizayn universitetida materiallar va zargarlik buyumlarini badiiy ishlab chiqarish kafedrasi assistenti, Rossiya, Sankt-Peterburg
Aleksandra Baranova
Kamchatskiy sanoat kollejida 1-toifali professor, Rossiya, Viluchinsk
ANNOTATSIYA
Metallni qayta ishlashning qadimiy usuli - 17-asrdan beri ma'lum bo'lgan an'anaviy yapon texnikasi "mokume gane" tahlili, bu davrda uning rivojlanish yo'llari, yangi ishlab chiqarish texnologiyalarining paydo bo'lishi, shuningdek, amaliy ishlab chiqarish bo'yicha maslahatlar. Ushbu texnikadan foydalangan holda zargarlik buyumlari.
ANTRACT
Metallga ishlov berishning qadimiy usuli - 17-asrdan maʼlum boʻlgan “Mokume Gane” anʼanaviy yapon texnikasi, uning davr mobaynidagi rivojlanishi, ishlab chiqarishning yangi texnologiyalari tahlil qilinib, ushbu texnikada zargarlik buyumlarini amaliy yasash boʻyicha tavsiyalar berildi.
Kalit so‘zlar: zargarlik buyumlari ishlab chiqarish; dizayn; zargarlik buyumlarini ishlab chiqarish texnologiyalari; Yaponiyaning an'anaviy san'ati; mokume gane.
kalit so'zlar: zargarlik buyumlari ishlab chiqarish; zargarlik buyumlari dizayni, texnologiyasi; an'anaviy yapon san'ati Mokume Gane.
DA zargarlik buyumlari odamlar nafaqat go'zallikni, balki o'ziga xoslikni ham qadrlashadi. Zargarlik buyumlarining o'zi ham dekorativ (egasi uchun) ham, o'zini namoyon qilish shakli (ishlab chiqaruvchi uchun) bo'lishi mumkin, shuning uchun ularning ba'zilari san'at asari hisoblanadi. Yapon an'anaviy mokume gane texnikasida ishlangan zargarlik buyumlarini ishonch bilan ushbu toifaga kiritish mumkin, chunki ularning har biri estetik va moddiy ahamiyatga ega bo'lgan mustaqil, noyob miniatyura asaridir.
“Zargarlik buyumlarida turli xil usullar qo'llaniladi. Ulardan ba'zilari yaqinda paydo bo'lgan, boshqalari avloddan-avlodga o'tib kelayotgan qadimiy an'analar bilan bog'liq. Mokume gane - bu an'anaviy, tarixga oid texnika bo'lib, zamonaviy texnologiyalarga yangi hayot kiritdi.
"Yapon tilidan "mokume gane" atamasini "yog'ochga o'xshash metall" deb tarjima qilish mumkin". Bu 17-asrda usta Denbei Shoami tomonidan ixtiro qilingan qadimgi metallga ishlov berish usuli bo'lib, u bilan samuray qilichlarining dastalarini bezatgan (1-rasm). Samuraylar o'rta asrlardagi Yaponiya jamiyatida yuqori mavqega ega edi, ammo ularning har biri ham bunday hashamatni ko'tara olmadi. Nafis bezatilgan tutqich egasining yuksak mavqei va boyligi ramzi bo'lib xizmat qildi.
1-rasm. Mokume gane texnikasidan foydalangan holda qilingan katana pichoqlari
Mokumegane asoslangan printsip samuray qilichlarini ishlab chiqarish bilan bir xil. An'anaviy yapon qotishmalarini o'z ichiga olgan bir nechta qimmatbaho metallar plitalari (masalan, Shakudo - 96% mis va 4% sof oltinga asoslangan qotishma) yuqori haroratda diffuziyada bir-biriga payvandlanadi. Mokume metallarining o'zaro kirib borish chuqurligi taxminan 0,025 mm ni tashkil qiladi va bu zonada yangi kristallarning o'sishi plitalarni bir-biriga bog'lab turadi. Plitalarni birlashtirgandan so'ng, ular har bir qatlam yuzasining kichik joylari ochiladigan tarzda qayta ishlanadi va tekstura qilinadi.
Texnologiyaning murakkabligi shundaki, turli xil, ba'zan amalda mos kelmaydigan metallar hech qachon takrorlanmaydigan g'alati va juda chiroyli naqshlarda bir-biriga bog'langan.
Mokume gane texnikasi bilan ishlov berish natijasida metall qatlamli naqshga ega bo'lib, daraxt halqalarini yoki tuzilishi bo'yicha qobig'ini eslatadi. – Bu noyob naqshlar sovuq, kuchli metallda mujassamlangan yog‘ochning tabiiy go‘zalligining o‘ziga xos bayramidir. DA zamonaviy dunyo samuray qilichlari faqat kollektorlar orasida mashhur va samurayning maqomida bunday yo'q katta ahamiyatga ega, ammo, shunga qaramay, Mokume Gane buni oldi keng foydalanish va san'at va nafis zargarlik buyumlarida mujassamlangan sajda.
Mokume ganning an'anaviy usuli turli metallarning bir nechta varaqlarini eritish orqali birlashtirish edi. Zamonaviy ustalar va yangi texnologiyalar jarayonga ba'zi o'zgarishlar kiritdi, ammo jarayonning mohiyati o'zgarishsiz qolmoqda.
Bugungi kunga kelib, Mokume ganini tayyorlashning ikkita asosiy usuli mavjud: o'choqda eritish usuli va lehim yordamida ishlab chiqarish.
Birinchi usul issiqlik bilan ishlov berish sharoitida bir hil qotishma hosil qilish uchun qatlamlarda bir-biriga o'rnatilgan ikki yoki undan ortiq o'xshash bo'lmagan metallarning integral tarkibini tuzishdan iborat. Yapon texnologiyasi an'anasida bunday qotishma ko'mir fermalarida diffuziyali payvandlash orqali erishildi.
Hozirgi vaqtda ushbu texnikaga mos keladigan metallarning turli xil birikmalari ma'lum: sariq, pushti va oq oltin, nikel, palladiy, platina, titanium, tsirkoniy, bronza va guruch.
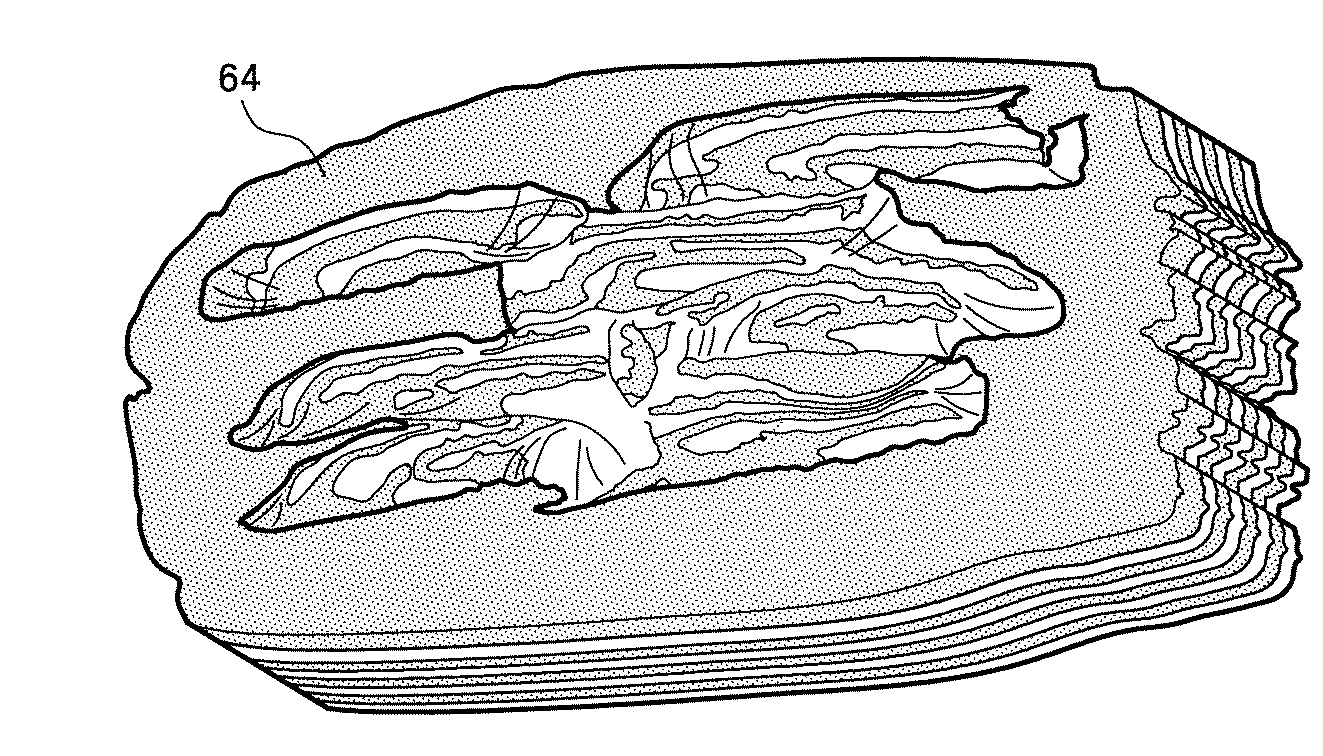
Mokume gane usulining mohiyati shundan iboratki, turli xil zargarlik buyumlari metallarining choyshablari ranglari bilan almashinadigan qatlamlarda buklanadi (2-rasm). Qatlamlar soni bir necha o'nga etadi. Keyin ishlov beriladigan qism yuqori haroratda isitiladi, shunda metallar birgalikda sinterlashni boshlaydi. Metalllarning diffuziyasi qattiq fazada sodir bo'ladi. Eng muhim va qiyin narsa - alohida qatlamlar saqlanib qolishi uchun turli metallarni mahkam bog'lash va ayni paytda erish haroratidan oshmasligi kerak.
. 
Shakl 2. Qatlamlarni burishdan oldin tekis blankalar
Keyinchalik, o'rganilgan ish qismi tekis qatlamlar kıvrımlı bo'lishi uchun bosiladi, zarb qilinadi, buriladi. Ichki stressni bartaraf etish uchun isitiladi. Va ko'p marta. Ba'zan ko'plab muntazam depressiyalar dizaynni ochish uchun bir nechta kontrastli qatlamlar orqali metallga kesiladi. Keyin ish qismini tekis qilish uchun yana zarb qilingan. Jarayon uzoq va murakkab. Naqshning tabiati va qiziqarliligi usta tajribasiga bog'liq (3-rasm).

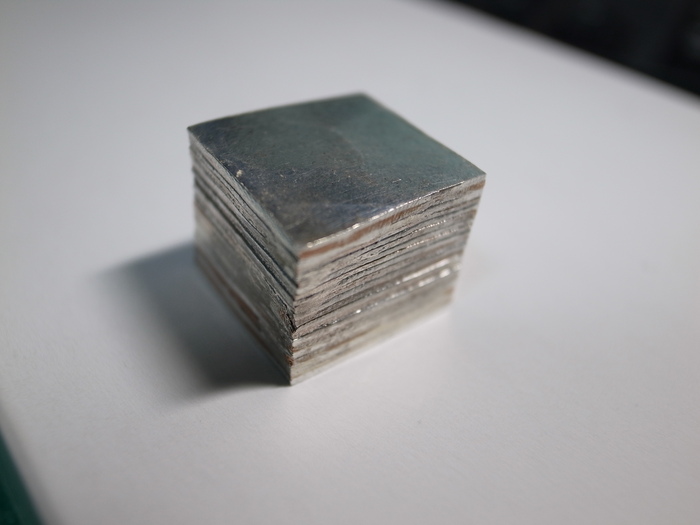
Rasm 3. "Mokume Gane" texnikasidagi qotishma
Keling, murakkab va qimmat uskunalarni talab qilmaydigan ikkinchi ishlab chiqarish usulini batafsil ko'rib chiqaylik.
Lehim yordamida Mokume qilish ham ikkita usulga bo'linishi mumkin: simni lehimlash va plitalarni lehimlash. Agar simni ishlab chiqarish usulini oddiy deb hisoblash mumkin bo'lsa, chunki sim kichik sirt aloqa maydoniga ega bo'lib, u lehimlashda maxsus muammolarni keltirib chiqarmaydi, keyin plitalarning tekis yuzalarini lehimlashda hamma narsa murakkabroq. Keling, oxirgi usulni batafsil ko'rib chiqaylik:
1. Birinchidan, siz lehimlash uchun metallarni kumush lehim bilan lehimlash qobiliyati va moslashuvchanligi nuqtai nazaridan muvofiqligi bo'yicha tanlashingiz kerak. Odatda bu mis, mis qotishmalari, kumush va oltindir.
2. Tanlangan metallarni kengligi 25 mm dan oshmaydigan ikkita teng chiziqqa kesib oling. Ipning uzunligi muammo emas, lekin kichik narsalar uchun uzunligi 50-100 mm bo'lgan blankalar mos keladi. Ish qismining qalinligi kamida 1,5 mm bo'lishi kerak, aks holda lehimlash paytida plitalar osongina deformatsiyalanadi, bu esa lehimli yuzalarning sifatiga katta ta'sir qiladi. Lehimlash uchun sirt maydonini kamaytirish uchun iloji boricha qalin metalldan foydalanishga harakat qiling. Lekin shu bilan birga, roliklardagi miller orasidagi masofani cheklash haqida unutmang, ular hali ishlatilmaydi. Ko'pgina hollarda u 3 dan 6 mm gacha o'zgarib turadi. Shunday qilib, ish qismi tekis tor chiziq bo'lishi kerak.
3. Plitalarning sirtlarini mukammal tarzda tekislang, shunda ular orasidagi bo'shliq minimal bo'ladi. Ularning yuzasida oksidli dog'lar bo'lmasligi uchun qum qiling. So'ngra, lehimning aniq oqimi uchun plitalar orasidagi truba bo'lib xizmat qiladigan uzun tomonni kesing. Birlashtiriladigan yuzalarni parlatish ham muhimdir, chunki lehim jilolangan yuzaga ancha yaxshi tarqaladi.
4. Plitalarni bir-biriga bog'lab qo'ying, shunda pahlarning egilgan tomonlari mos keladi. Ikkala blankani nisbatan qalin sim (bindra) bilan bog'lang, shunda simning burilishlari orasidagi masofa teng bo'ladi. Yuqorida 6 mm pastadir qoldirish muhimdir. Ular lehim paytida ish qismini burchak ostida ushlab turishga yordam beradi. Metallni mahkam ushlab turish uchun sim yaxshi tarang bo'lishi kerak.
5. Qalin boraks eritmasiga botirib oling yoki qaymoqli boraksdan foydalaning. Butun jarayon davomida yuqori eriydigan kumush lehimdan foydalaning. Bu kelajakda ishlatiladigan lehimning haroratini pasaytiradi. Lehim tercihen tel shaklida ishlatiladi.
6. Blokni aylanuvchi patnisda katta buta alangasi bilan qizg'ish qizg'ish porlashigacha oldindan qizdiring. Shu nuqtada, olovni kamaytiring va uni birlashtirilgan metallning markaziga to'plang. Kerakli haroratga erishilgandan so'ng, V-nayza yordamida plitalar orasidagi lehimni oziqlantirishni boshlang. Lehimga achinmang. Keyinchalik, stendni aylantiring, orqa tomondan qizdiring va plitalarning butun kengligi bo'ylab cho'zing. Qoidani unutmang: lehim harorat yuqori bo'lgan joyda oqadi. Shuning uchun, lehimni bir tomondan etkazib berishda, plitalar orasida lehim paydo bo'lguncha uni qarama-qarshi tomondan isitish kerak. Plitalar butun perimetr bo'ylab chiqib ketadigan uzluksiz lehim tikuvi bilan to'liq lehimlanganligiga ishonch hosil qiling.
7. Sekin-asta sovutib oling, simni va oqartirgichni olib tashlang. Plitalar to'liq lehimlanmagan bo'lsa, oqartirilgandan so'ng, ultratovushli hammomda yuvib tashlang, suvda yuving va quriting. Plitalar mahkam joylashishi uchun rulonlarda engil aylantiring. Keyin yana oqim bilan qoplang va lehim to'liq to'kilmaguncha plitalarni kerakli haroratga qizdiring.
8. Ish qismini tekislang, maydalang. Majburiy emas, avvalgi jarayonni takrorlash orqali uchinchi metall qo'shilishi mumkin. Olingan plastinkani uzunligi ikki barobarga qadar aylantiring. Yarimga bo'ling va ikkita yarmini yana bir-biriga lehimlang, qatlamlar sonini ikki baravar oshiring.
Bu jarayon har qanday marta davom ettirilishi mumkin. Ammo qatlamlar sonining ko'payishi bilan yo'qoladi jismoniy xususiyatlar metall: metall qattiq va mo'rt bo'lib qoladi va haddan tashqari ko'p qatlamlar kerakli dekorativ ko'rinishning yo'qolishiga olib kelishi mumkin. Kerakli miqdordagi qatlamlar to'plangandan so'ng, qalin metall taglikni lehimli plitalarga lehimlash maqsadga muvofiqdir. Kerakli shakl va qalinlikni olish uchun olingan ish qismini kerakli yo'nalishlarda siljitish, undan kerakli qismlarni kesish va lehimlash kerak. Keyin metallni ichkaridan tavlang va zarb qiling, relef yuzasini oling. Olingan relyef tashqi tomondan fayl va zımpara bilan o'tkirlashadi. Tegirmondan so'ng, metall parlatiladi va tugatiladi, "va to'g'ri tugatish metallning naqshini va tuzilishini, shuningdek, ishlatiladigan qotishmalarning haqiqiy rangini chiqaradi." Mokume gane texnikasidan foydalangan holda tayyorlangan zamonaviy zargarlik buyumlari 4-rasmda ko'rsatilgan.

Shakl 4. Mokume gane texnikasi yordamida yasalgan zargarlik buyumlari
Mokume gane texnikasidan foydalangan holda yaratilgan zargarlik buyumlari o'rta asr Yaponiya ruhini, yog'och naqshlarining tabiiy go'zalligini, metallning sovuq kuchini o'zida mujassam etgan. zamonaviy asarlar san'at.
Adabiyotlar ro'yxati:
1. Mokume-gane // "Dekorata.ru" internet jurnali. - 2010 yil - 1-son [Elektron resurs] - Kirish rejimi. - URL: http://dekorata.ru/NN/01/mokume-gane.html (kirish 17.02.2014).
2. Ponomareva K.S., Jukova L.T., Dekorativ va bezak toshidan ob'ektlarni yaratishda to'qimalardan foydalanish, Dizayn. Materiallar. Texnologiya. - 2014. - No 4(34) Sankt-Peterburg: SPGUTD - 220 bet.
3.Richard Fuller, Ron Gregori, Yapon qilichlari. Kenarli qurollar entsiklopediyasi, AST, Astrel, Harvest, 2010 - 288 bet
4. Robert Kugan, Jeyms Bignon, Stiv Midjet, Mokume Geyn. To'liq ko'rib chiqish , Dedal-Press, 2005 - 160 bet





