Teknologjia Mokume gane në bizhuteri moderne
Prodhimi i koleksionit:
TEKNOLOGJIA MOKUME GANE NË GJUHËRITË MODERNE
Baranova Olga Konstantinovna
aplikanti shkallë Kandidat i Shkencave, Asistent i Departamentit të Teknologjisë së Përpunimit Artistik të Materialeve dhe Artit të Bizhuterive të Shën Petersburgut Universiteti Shtetëror teknologji dhe dizajn, Federata Ruse, Shën Petersburg
Chalova Ekaterina Igorevna
student pasuniversitar, asistent i departamentit të teknologjisë së përpunimit artistik të materialeve dhe artit të bizhuterive, Universiteti Shtetëror i Teknologjisë dhe Dizajnit në Shën Petersburg, RF, Shën Petersburg
Baranova Alexandra Ivanovna
mësues i Kolegjit Industrial Kamchatka, RF, Vilyuchinsk
PËRDORIMI I MOKUME GANE NË bizhuteritë MODERNE
Olga Baranova
kandidat për gradën e kandidatit të shkencave, asistent i departamentit të prodhimit artistik të materialeve dhe bizhuterive në Universitetin e Teknologjisë dhe Dizajnit në Shën Petersburg, Rusi, Shën Petersburg
Ekaterina Chalova
pasuniversitar, asistent i departamentit të prodhimit artistik të materialeve dhe bizhuterive në Universitetin e Teknologjisë dhe Dizajnit në Shën Petersburg, Rusi, Shën Petersburg
Aleksandra Baranova
profesor i kategorisë së parë në Kolegjin Industrial Kamchatskiy, Rusi, Viluchinsk
SHËNIM
Analiza e metodës së lashtë të përpunimit të metaleve - teknika tradicionale japoneze "mokume gane", e njohur që nga shekulli i 17-të, mënyrat e zhvillimit të saj gjatë kësaj periudhe, shfaqja e teknologjive të reja të prodhimit, si dhe këshilla për prodhimin praktik të bizhuteri duke përdorur këtë teknikë.
ABSTRAKT
Analiza e metodës së lashtë të përpunimit të metaleve - teknika tradicionale japoneze "Mokume Gane", e njohur që nga shekulli i 17-të, zhvillimi i saj gjatë periudhës, teknologjitë e reja të prodhimit, si dhe janë dhënë këshilla për prodhimin praktik të bizhuterive në këtë teknikë.
Fjalë kyçe: prodhimi i bizhuterive; dizajni; teknologjitë e prodhimit të bizhuterive; arti tradicional i Japonisë; mokume gane.
fjalë kyçe: prodhimi i bizhuterive; dizajni, teknologjia e bizhuterive; arti tradicional japonez Mokume Gane.
AT bizhuteri njerëzit vlerësojnë jo vetëm bukurinë, por edhe veçantinë. Bizhuteritë në vetvete mund të jenë edhe dekorative (për atë që i vesh) dhe një formë e vetë-shprehjes (për krijuesin), prandaj disa prej tyre konsiderohen vepra arti. Bizhuteritë e bëra në teknikën tradicionale japoneze mokume gane mund t'i atribuohen në mënyrë të sigurtë kësaj kategorie, sepse secila prej tyre është një kryevepër miniaturë e pavarur, unike që ka vlerë estetike dhe materiale.
“Ka shumë teknika të ndryshme të praktikuara në bizhuteri. Disa prej tyre u shfaqën mjaft kohët e fundit, të tjerët janë të lidhur me traditat e lashta të përcjella brez pas brezi. Mokume gane është një teknikë tradicionale, e nderuar me kohë, e zhytur në histori, e cila i dha jetë të re teknologjisë moderne.
"Nga japonezja, termi "mokume gane" mund të përkthehet si "metal që duket si druri"". Kjo është një metodë e lashtë e përpunimit të metaleve e shpikur në shekullin e 17-të nga mjeshtri Denbei Shoami, me të cilën ai dekoroi dorezat e shpatave samurai (Figura 1). Samurai zinte një pozitë të lartë në shoqërinë e Japonisë mesjetare, por jo secili prej tyre mund ta përballonte një luks të tillë. Doreza e dekoruar në mënyrë të shkëlqyer shërbeu si një simbol i statusit të lartë dhe pasurisë së pronarit.
Figura 1. Tehet e një katana të bëra duke përdorur teknikën mokume gane
Parimi mbi të cilin bazohet Mokumegane është i njëjtë si në prodhimin e shpatave samurai. Disa pllaka me metale të çmuara, të cilat përfshijnë lidhjet tradicionale japoneze (për shembull, Shakudo - një aliazh i bazuar në 96% bakër dhe 4% ar të pastër) janë ngjitur së bashku në difuzion në temperaturë të lartë. Thellësia e interpenetrimit të metaleve Mokume është rreth 0,025 mm dhe është rritja e kristaleve të reja në këtë zonë që i mban pllakat së bashku. Pas bashkimit të pllakave, ato përpunohen dhe teksturohen në mënyrë të tillë që të ekspozohen zona të vogla të sipërfaqes së çdo shtrese.
Kompleksiteti i teknologjisë qëndron në faktin se metale të ndryshme, ndonjëherë praktikisht të papajtueshme, janë të ndërlidhura në modele të çuditshme dhe shumë të bukura që nuk përsëriten kurrë.
Si rezultat i përpunimit me teknikën mokume gane, metali fiton një model me shtresa, që të kujton unazat e pemëve ose lëvoren në teksturë. "Këto modele unike janë një lloj kremtimi i bukurisë natyrore të drurit, të mishëruara në metal të ftohtë dhe të fuqishëm." AT bota moderne Shpatat samurai janë të njohura vetëm me koleksionistët, dhe statusi i një samurai nuk ka të tillë me rëndësi të madhe, por, megjithatë, Mokume Gane e mori këtë përdorim të gjerë dhe adhurimi, i cili është mishëruar në art dhe bizhuteri të bukura.
Teknika tradicionale e mokume ganit ishte bashkimi i disa fletëve të metaleve të ndryshme duke shkrirë. Mjeshtrit modernë dhe teknologjitë e reja kanë sjellë disa ndryshime në proces, por thelbi i procesit mbetet i pandryshuar.
Deri më sot, ekzistojnë dy metoda kryesore për prodhimin e ganes Mokume: metoda e shkrirjes në një furrë dhe prodhimi me saldim.
Metoda e parë konsiston në përpilimin e një përbërje integrale të dy ose më shumë metaleve të ndryshëm, të cilët ishin mbivendosur mbi njëri-tjetrin në shtresa, duke krijuar një aliazh homogjen në kushtet e trajtimit të nxehtësisë. Në traditën e teknologjisë japoneze, një aliazh i tillë u arrit përmes saldimit me difuzion në farkët e qymyrit.
Aktualisht njihen kombinime të ndryshme të metaleve të përshtatshme për këtë teknikë: ari i verdhë, rozë dhe i bardhë, nikel, paladium, platin, titan, zirkon, bronz dhe bronz.
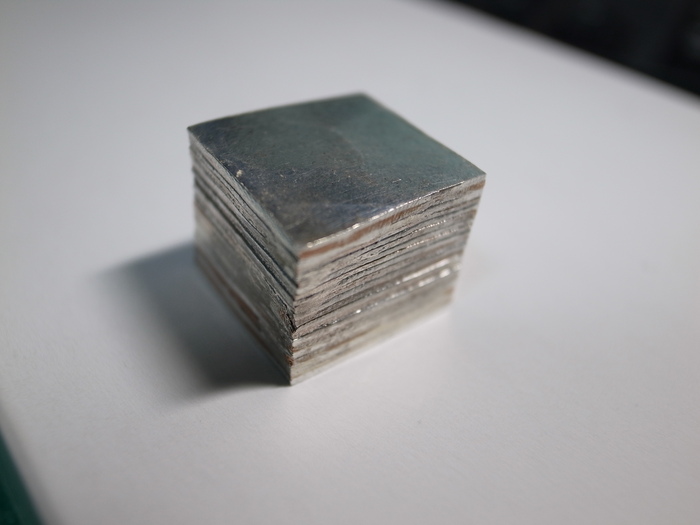
Thelbi i metodës mokume gane është se fletët e metaleve të ndryshme të bizhuterive palosen në shtresa të alternuara në ngjyrë (Fig. 2). Numri i shtresave arrin në disa dhjetëra. Pastaj pjesa e punës nxehet në një temperaturë të lartë në mënyrë që metalet të fillojnë të shkrihen së bashku. Difuzioni i metaleve ndodh në fazën e ngurtë. Gjëja më e rëndësishme dhe e vështirë është të lidhni fort metale të ndryshme dhe në të njëjtën kohë të mos e kaloni temperaturën e shkrirjes në mënyrë që të ruhen shtresat individuale.
. 
Figura 2. Boshllëqe të sheshta përpara përdredhjes së shtresave
Më pas, pjesa e punës e mësuar shtypet, farkëtohet, përdredhet në mënyrë që shtresat e sheshta të bëhen të përkulura. Nxehet për të lehtësuar stresin e brendshëm. Dhe kaq shumë herë. Ndonjëherë shumë depresione të rregullta priten në metal përmes disa shtresave të kundërta për të ekspozuar dizajnin. Pastaj përsëri i nënshtrohet falsifikimit për ta bërë pjesën e punës të sheshtë. Procesi është i gjatë dhe i ndërlikuar. Natyra dhe interesi i modelit varen nga përvoja e mjeshtrit (Fig. 3).

Figura 3. Aliazh në teknikën e "Mokume Gane"
Le të shqyrtojmë më në detaje metodën e dytë të prodhimit, e cila nuk kërkon pajisje komplekse dhe të shtrenjta.
Bërja e Mokume duke përdorur saldim mund të ndahet gjithashtu në dy metoda: bashkimi i telit dhe bashkimi i pllakave. Nëse metoda e prodhimit të telit mund të konsiderohet e thjeshtë, pasi teli ka një zonë të vogël kontakti sipërfaqësor, gjë që nuk krijon probleme të veçanta gjatë bashkimit, atëherë kur bashkoni sipërfaqe të sheshta të pllakave, gjithçka është më e ndërlikuar. Le të shqyrtojmë metodën e fundit në më shumë detaje:
1. Së pari, duhet të zgjidhni metalet për saldim sipas përputhshmërisë së tyre në aspektin e lakueshmërisë dhe aftësisë për t'u bashkuar me saldim argjendi. Zakonisht është bakri, lidhjet e bakrit, argjendi dhe ari.
2. Pritini metalet e përzgjedhura në dy shirita të barabartë me gjerësi jo më shumë se 25 mm. Gjatësia e shiritit nuk është problem, por për sendet e vogla, boshllëqet me gjatësi 50-100 mm janë të përshtatshme. Trashësia e pjesës së punës duhet të jetë së paku 1.5 mm, përndryshe pllakat do të deformohen lehtësisht gjatë saldimit, gjë që do të ndikojë shumë në cilësinë e sipërfaqeve të salduara. Mundohuni të përdorni një metal sa më të trashë që të jetë e mundur për të zvogëluar sipërfaqen për saldim. Por në të njëjtën kohë, mos harroni për kufizimin e distancës midis boshteve në rrotullat, të cilat ende nuk janë përdorur. Në shumicën e rasteve, varion nga 3 në 6 mm. Kështu, pjesa e punës duhet të jetë një shirit i ngushtë i sheshtë.
3. Drejtoni në mënyrë perfekte sipërfaqet e pllakave në mënyrë që hendeku midis tyre të jetë minimal. Rërë në mënyrë që të mos ketë njolla oksidi në sipërfaqen e tyre. Pastaj anoni anën e gjatë, e cila do të shërbejë si një brazdë midis pllakave për rrjedhje të saktë të saldimit. Lustrimi i sipërfaqeve që do të bashkohen është gjithashtu i rëndësishëm, pasi saldimi përhapet shumë më mirë mbi sipërfaqen e lëmuar.
4. Lidhni pllakat në mënyrë që anët e pjerrëta të kornizave të përputhen. Lidhni të dyja boshllëqet me një tel relativisht të trashë (bindra) në mënyrë që të ketë një distancë të barabartë midis kthesave të telit. Është e rëndësishme të lini sythe 6 mm sipër. Ata do të ndihmojnë në mbajtjen e pjesës së punës në një kënd gjatë bashkimit. Teli duhet të jetë i tendosur mirë për të mbajtur të sigurt metalin.
5. Zhyteni në një tretësirë të trashë boraks ose përdorni boraks kremoz. Përdorni saldim argjendi me shkrirje të lartë gjatë gjithë procesit. Kjo do të ulë temperaturën e saldimit të përdorur në të ardhmen. Saldimi preferohet të përdoret në formë teli.
6. Ngrohni bllokun me një flakë të madhe me shkurre në një pllakë rrotulluese derisa të shkëlqejë në të kuqe të zbehtë. Në këtë pikë, zvogëloni flakën dhe përqendroni atë në qendër të metalit që bashkohet. Kur të arrihet temperatura e dëshiruar, filloni të ushqeni saldimin midis pllakave duke përdorur shkallën V. Mos u vjen keq për saldimin. Më pas, rrotulloni mbajtësen, ngroheni nga mbrapa dhe shtrihuni në të gjithë gjerësinë e pllakave. Mos harroni rregullin: saldimi rrjedh aty ku temperatura është më e lartë. Prandaj, kur furnizoni saldimin nga njëra anë, është e nevojshme ta ngrohni atë nga ana e kundërt derisa lidhësi të shfaqet midis pllakave. Sigurohuni që pllakat të jenë bashkuar plotësisht me një shtresë të vazhdueshme saldimi që zgjat rreth gjithë perimetrit.
7. Ftoheni ngadalë, hiqni telin dhe zbardhuesin. Nëse pllakat nuk janë bashkuar plotësisht, pas zbardhjes, shpëlajeni në një banjë me ultratinguj, shpëlajeni në ujë dhe thajini. Rrotulloni lehtë rrotullat në mënyrë që pllakat të përshtaten fort. Pastaj rilyeni me fluks dhe ngrohni pllakat në temperaturën e kërkuar derisa saldimi të jetë derdhur plotësisht.
8. Rreshtoni pjesën e punës, bluajeni. Opsionale, mund të shtohet një metal i tretë duke përsëritur procesin e mëparshëm. Rrotulloni pjatën që rezulton në gjatësi derisa të dyfishohet. Pritini përgjysmë dhe bashkojini sërish të dyja gjysmat, duke dyfishuar numrin e shtresave.
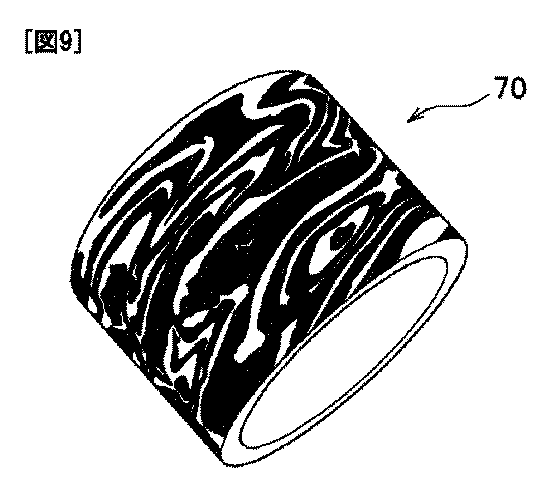
Ky proces mund të vazhdohet çdo herë. Por me një rritje të numrit të shtresave, ato humbasin vetitë fizike metal: metali bëhet i fortë dhe i brishtë, dhe një numër i tepërt i shtresave mund të çojë në humbjen e pamjes së dëshiruar dekorative. Pasi të jetë grumbulluar numri i kërkuar i shtresave, është e dëshirueshme që të lidhni një bazë të trashë metalike në pllakat e ngjitura. Për të marrë formën dhe trashësinë e dëshiruar, pjesa e punës që rezulton duhet të mbështillet në drejtimet e kërkuara, të pritet dhe bashkohet prej saj pjesët e kërkuara. Më pas pjekeni dhe grijeni metalin nga brenda, duke marrë një sipërfaqe reliev. Relievi që rezulton nga jashtë mprehet me një skedar dhe letër zmerile. Pas bluarjes, metali lëmohet dhe përfundon, "dhe përfundimi i duhur do të nxjerrë në pah modelin dhe strukturën e metalit, si dhe ngjyrën e vërtetë të lidhjeve të përdorura". Bizhuteritë moderne të bëra duke përdorur teknikën mokume gane janë paraqitur në Figurën 4.

Figura 4. Bizhuteri të punuara me teknikën mokume gane
Bizhuteritë e krijuara duke përdorur teknikën mokume gane kombinojnë frymën e Japonisë mesjetare, bukurinë natyrore të modeleve të drurit, fuqinë e ftohtë të metalit dhe vepra bashkëkohore art.
Bibliografi:
1. Mokume-gane // Revista në internet "Dekorata.ru". - 2010 - Nr. 1 [Burimi elektronik] - Mënyra e hyrjes. - URL: http://dekorata.ru/NN/01/mokume-gane.html (qasur më 17.02.2014).
2. Ponomareva K.S., Zhukova L.T., Përdorimi i teksturës gjatë krijimit të objekteve nga guri dekorativ dhe ornamental, Dizajn. Materiale. Teknologjia. - 2014. - Nr 4(34) Shën Petersburg: SPGUTD - 220 faqe.
3.Richard Fuller, Ron Gregory, Shpata japoneze. Enciklopedia e armëve me tehe, AST, Astrel, Harvest, 2010 - 288 faqe
4. Robert Coogan, James Bignon, Steve Midgett, Mokume Gane. Rishikim i plotë , Dedal-Press, 2005 - 160 faqe
Mokume Gane është një teknikë japoneze për të punuar me metale. Nëse përpiqemi ta përkthejmë fjalë për fjalë emrin e tij, marrim grupin e mëposhtëm të fjalëve: "mo" - dru, "kume" - cilësi, "gane" - metal. Thelbi i tij qëndron në marrjen e një produkti të përbërë nga disa metale të ndryshme, të cilat formojnë një model dekorativ në sipërfaqen e tij, që të kujton drurin në cilësi.
Historia e lindjes së teknologjisë
Teknika mokume gane u shfaq në fund të shekullit të 17-të falë krijuesit të shpatave samurai Denbei Shaomi. Besohet se ideja e lidhjes së metaleve të ndryshme së bashku është rezultat i një qasjeje ekonomike orientale ndaj prodhimit. Për shkak të mungesës së metaleve të çmuar, ata u përpoqën të gjenin një zëvendësues të denjë që nuk do të prishte fisnikërinë e shpatës samurai.
Në një mënyrë apo tjetër, Shaomi ua kaloi teknologjinë e zhvilluar studentëve të shumtë, të cilët vazhdimisht e plotësonin dhe e përmirësonin atë. Me kalimin e kohës, Mokume filloi të përdoret jo vetëm për dekorimin e armëve, por edhe në prodhimin e sendeve shtëpiake: vazo, enët, bizhuteri.
Thelbi i teknikës mokume gane
Produktet e para ishin bërë nga aliazh shakudo (shakudo), i përbërë nga 90–96% bakër dhe 4–10% ar, por më pas filluan të përdoren metale të tjera: platini, paladiumi, argjendi, nikeli, zirkonium, titan dhe bronz.

Faza e parë e metodës së mokume gane është marrja e një pjese pune me shumë shtresa nga metale që janë të ndryshme në ngjyrë dhe duktilitet. Përveç kësaj, për të krijuar një stoli të kundërta, vlen të merret parasysh se në procesin e ngrohjes dhe reaksionet kimike materialet mund të ndryshojnë nuancat e tyre. Fletët e çmuara me trashësi të ndryshme pastrohen plotësisht nga pluhuri, oksidet dhe filmat e yndyrës dhe vendosen njëra mbi tjetrën në një sekuencë të caktuar, numri i shtresave mund të arrijë disa dhjetëra. Më pas fletët vendosen në një furrë, ku nën ndikimin e një temperature të caktuar kryhet procesi i difuzionit të metaleve në fazën e ngurtë.
Është veçanërisht e rëndësishme që shkalla e ngrohjes të jetë saktësisht e tillë që fletët të fillojnë të bashkohen së bashku, por të mos kalojnë në fazën e lëngshme, duke formuar një pjesë të vetme pune me kufij të përcaktuar qartë midis shtresave. Vështirësia qëndron në faktin se çdo metal ka pikën e vet të shkrirjes, dhe ndonjëherë mjeshtrit arrijnë të arrijnë kombinimet më të pabesueshme.
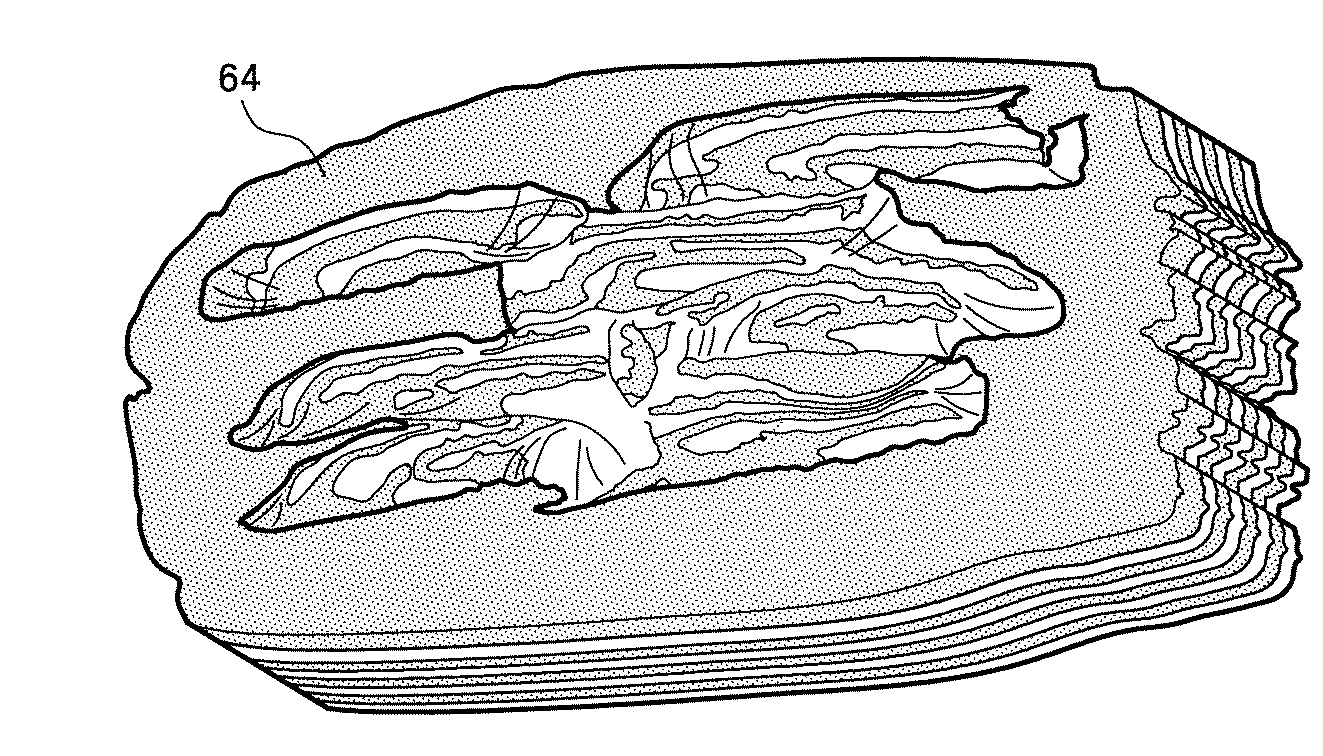
Një shembull i krijimit të unazave të martesës duke përdorur teknikën mokume gane.
Pjesa e metalit që rezulton shtypet në mënyrë të përsëritur, pritet, prehet, farkëtohet, përdredhet si brumë në mënyrë që shtresat e brendshme të jenë në sipërfaqe dhe kufijtë e sheshtë të shtrihen në një model të ri të ndërlikuar. Çdo model i krijuar është unik, madje edhe përsëritja e saktë e të gjithë hapave teknologjikë me të njëjtat materiale nuk ju lejon të merrni një palë produkte identike.
Tendenca moderne
Për më shumë se dy shekuj, teknika mokume gane mbeti e panjohur jashtë Japonisë. Vetëm në fundi i XIX shekulli, produkte të pazakonta filluan të eksportohen në vendet evropiane. Shumë kohë dhe përpjekje u shpenzuan nga mjeshtrit perëndimorë për të zbuluar misterin e drurit metalik oriental. Për shkak të kompleksitetit të teknologjisë, produktet me cilësi të lartë janë ende shumë të rralla sot. Pavarësisht arritjeve moderne të prodhimit të bizhuterive dhe disponueshmërisë së pajisjeve teknologjike, nuk ka pothuajse njëqind zejtarë të vërtetë të kualifikuar që punojnë në këtë drejtim në botë.

Sot, bizhuteritë e bëra duke përdorur teknikën mokume gane konsiderohen si bizhuteri ekskluzive dhe kanë një vlerë përkatëse. Përveç veçantisë së secilit artikull dhe mundimit të procesit të tij të prodhimit, një faktor shtesë i kostos është një sasi e madhe e mbeturinave të pakthyeshme, pasi metalet e çmuara të përdorura pas saldimit të përhapur nuk mund të përpunohen më tej.
MO - DRU.
KUME - TEKSTURË.
GANE - METAL.
Për të kuptuar ndryshimin midis procesit tradicional të petëzimit të mokume dhe metodës së furrës elektrike për të bërë mokume, është e nevojshme të keni disa njohuri se si funksionon procesi i petëzimit. Në secilën metodë, pllakat metalike që do të laminohen pastrohen, grumbullohen dhe mbërthehen midis dy pllakave të çelikut.
Në procesin tradicional, briketa e mbledhur vendoset në një furrë ose vatër që përdor qymyr, qymyr ose gaz (si në furrën e vogël të Steve) si lëndë djegëse. Atje nxehet derisa metali në sipërfaqe të shkëlqejë ose të shkëlqejë. Më pas briketa nxirret nga furra dhe mundësisht i nënshtrohet një farkëtimi të shpejtë në mënyrë që të ngurtësohet shtresa lidhëse. Çelësi i shkrirjes së shtresave është shfaqja e një "shkëlqimi". Nëse briketa lihet në furrë për një kohë të gjatë pasi të shkëlqejë, petëzimi ka shumë të ngjarë të nxehet, duke ju lënë një pellg mokume. Prandaj briketën duhet ta ndiqni me sy skifteri për të reaguar në momentin e duhur. Vini re se pamja e shkëlqimit është një gjë shumë kurioze: metali shkëlqen sikur të ishte i shkrirë, por është ende i fortë! Fakti është se vetëm një sasi e vogël metali në briket shkrihet, dhe është kjo që lidh shtresat e metaleve së bashku. Dhe tani: si, në prani të metalit të shkrirë në të, briketa nuk kthehet në një pellg? Për ta kuptuar këtë, nevojitet një devijim i shkurtër në metalurgji.

Një metal i pastër, si argjendi i pastër ose ari 999 (24 K), shkrihet në një temperaturë të përcaktuar mirë, të cilën zakonisht e quajmë pikë shkrirjeje. Në terma metalurgjikë, temperatura në të cilën një metal bëhet i lëngshëm quhet pika e lëngshme, dhe temperatura në të cilën ngurtësohet pas ftohjes quhet pika solidus. Nëse një metal i pastër nxehet në një temperaturë fluidus prej minus 1 gradë, ai është ende i ngurtë; pasi të nxehet mbi pikën e lëngut, bëhet i lëngshëm. Anasjelltas, kur metali ftohet në një temperaturë pak mbi pikën solidus, ai është ende i lëngshëm, kur ftohet në pikën solidus bëhet përsëri i ngurtë.
Në shumë aliazhe, metalet individuale kombinohen në atë mënyrë që të gjitha kokrrat të kenë të njëjtën përbërje. Për shembull, nëse krijoni një aliazh prej 60% argjendi dhe 40% ari, çdo kokërr në aliazh do të jetë 60% argjend dhe 40% ar. Në terma metalurgjikë, është një zgjidhje e ngurtë homogjene. Ari dhe argjendi janë të tretshëm reciprokisht dhe në çdo raport do të formojnë një zgjidhje të ngurtë homogjene. Një tretësirë e ngurtë homogjene sillet si një metal i pastër, që do të thotë se pikat e saj solidus dhe fluidus kanë të njëjtën vlerë të temperaturës.
Argjendi dhe bakri, megjithatë, kanë një histori krejtësisht të ndryshme. Në një aliazh bakri dhe argjendi, intervali midis pikave solidus dhe likuidus mund të matet në dhjetëra dhe qindra gradë. Si shembull, argjendi i pastër bëhet i shkëlqyeshëm dhe fillon të shkrihet në 778°C, por nuk arrin pikën e tij të lëngshme deri në 892°C. Kur ftohet nga gjendje e lëngshme nuk do të ngurtësohet derisa të arrijë temperaturën 778°C. Kjo sjellje e metalit është pasojë e faktit se në argjendin e pastër elementët individualë janë të shpërndarë në mënyrë të pabarabartë. Disa kokrra në aliazh mund të kenë një përbërje prej 94% Ag (argjend) dhe 6% Cu (bakër), disa 94% Cu dhe 6% Ag, dhe të gjithë pjesa e mbetur -72% Cu dhe 28% Ag.
Pika e lëngut të kokrrave 72Cu/28Ag është 778°C, pika e lëngut të kokrrave 94Cu/6Ag është afër pikës së shkrirjes së bakrit të pastër dhe kokrrat 6Cu/94Ag prodhohen në një temperaturë pak mbi 892°C. Kur aliazhi nxehet mbi 778°C, kokrrat 72Cu/28Ag do të shkrihen, por kokrrat 94Cu/6Ag dhe 6Cu/94Ag do të jenë ende në gjendje të ngurtë. Lidhja do të ruajë formën e saj, por do të përbëhet nga një lëng i përmbajtur në një matricë të ngurtë kristalore. Në terma metalurgjikë, në të njëjtën temperaturë keni edhe faza të lëngëta dhe të ngurta. Sa e lëngshme apo e ngurtë është varet nga temperatura. Me rritjen e temperaturës së aliazhit, argjendi shpërndahet gjithnjë e më shumë bakër, dhe kokrrat e forta treten. Sapo temperatura të arrijë 892°C, të gjitha kokrrat do të kalojnë në fazën e lëngshme.

Tani mund të flasim se çfarë ndodh me briketin mokume kur nxehet deri në pikën ku sipërfaqja fillon të shkëlqejë. Në këtë temperaturë, aliazhi përmban kokrra që kanë arritur temperaturën e lëngut dhe janë shkrirë. Nëse plotësohen kushtet (sipërfaqe metalike e pastruar, pa okside), atëherë ato do të fillojnë të rrjedhin ose lagin sipërfaqet e të gjitha pllakave. Kur kokrrat e shkrirë shkrihen, ato fillojnë të rrjedhin nga matrica kristalore dhe mbulojnë një zonë gjithnjë e më të madhe. Ato ndikohen nga tërheqja kapilar dhe mbushin boshllëqet midis pllakave dhe mbulojnë të gjitha sipërfaqet e ekspozuara në të njëjtën mënyrë që saldimi i argjendit sillet në një zonë shumë të pastër prej metali. Ata lënë pas një matricë poroze me më shumë kokrra refraktare. Kjo zonë poroze është një pikë shumë e dobët në një laminat. Për ta rregulluar këtë, briketa duhet të goditet lehtë me çekiç për të ngjeshur këtë zonë sapo të nxirret nga furra. Kjo ndihmon për t'i dhënë zonës poroze një strukturë më të dendur dhe më të fortë. Nëse kjo nuk bëhet, atëherë zona poroze do të jetë një fokus i mundshëm për delamination gjatë përpunimit të mëvonshëm.
Në metodat tradicionale të shkrirjes, përcaktimi i momentit të duhur për të hequr një briket nga një furrë ose farkë kërkon disa aftësi dhe përvojë. Disa kombinime të metaleve janë të lehta për t'u punuar, pjesërisht për shkak të diapazonit të gjerë midis temperaturave solidus dhe liquidus të një ose më shumë metaleve në briket. Në një aliazh me një gamë të gjerë shkrirjeje, faza e temperaturës së ulët do të shkrihet dhe do të rrjedhë, duke krijuar një "shkëlqim", por pllakat metalike do të ruajnë ende një strukturë solide të fazave më të larta të shkrirjes së pashkrirë. Nëse diapazoni i shkrirjes është i ngushtë, atëherë në kohën kur shihni shkëlqimin, e gjithë aliazhi pothuajse është shkrirë. Është gjithashtu shumë e vështirë të shkrihen briketat me shumë shtresa, sepse është e vështirë të ruhet një ngrohje uniforme e të gjithë briketit. Skajet e jashtme mund të ngrohen në temperaturën e duhur ndërsa zonat e brendshme janë ende të ftohta për t'u bashkuar. Në Japoninë e lashtë, nuk kishte zgjidhje; ju do të punoni në një furrë qymyri dhe thjesht do të kapërceni të gjitha vështirësitë e kësaj teknike.
Sot, furrat elektrike të kontrolluara me temperaturë ju lejojnë të kontrolloni plotësisht kohën dhe temperaturën e procesit të shkrirjes. Duke kontrolluar këto dy parametra, mund të rrisni shkallën e suksesit dhe të punoni me objekte të mëdha.
Ekziston një ndryshim i madh midis petëzimit tradicional dhe shkrirjes së furrës elektrike. Metali nuk nxehet kurrë në temperaturën e lëngut të ndonjë prej fazave të tij përbërëse të ndonjë prej metaleve të përdorur. Në vend të kësaj, metali nxehet në një temperaturë afër temperaturës së lëngut dhe mbahet në atë temperaturë për disa orë. Tani që keni një instrument që lejon kontroll të saktë, si e zgjidhni temperaturën e duhur? Për ta llogaritur atë, duhet të vazhdojmë të flasim për metalurgjinë.
Në terma metalurgjikë, temperatura e pjekjes njihet gjithashtu si temperatura e rikristalizimit. Një nga proceset që i ndodh një metali kur nxehet në këtë temperaturë është lehtësimi i stresit që është zhvilluar gjatë përpunimit të ftohtë, si farkëtimi, rrotullimi ose vizatimi. Na intereson edhe një aspekt tjetër i këtij fenomeni. Kur një metal ose aliazh i pastër nxehet në këtë temperaturë, kristalet fillojnë të rriten përsëri në të. Nëse dy ose më shumë pllaka metalike të pastra, pa okside vendosen në kontakt të ngushtë me njëra-tjetrën dhe temperatura rritet pak mbi pikën e rikristalizimit për metalet e përdorura, atëherë kristalet do të rriten përtej kufirit të kontaktit të tyre. Atomet e çdo metali do të lëvizin me difuzion nga një metal në tjetrin. Në procesin e lëvizjes, këto atome do të grumbullohen në struktura të renditura, të cilat përcaktohen nga madhësia relative e atomeve dhe numri i secilit lloj atomi. Strukturat e renditura të atomeve quhen kokrriza. Nëse briketa mbahet në këtë temperaturë mjaftueshëm gjatë, ajo do të kthehet në një aliazh homogjen të të gjitha metaleve në briket (kjo kërkon shumë kohë). Në mënyrë tipike, zona e difuzionit në mokum është shumë më e vogël se 0.025 mm. Përbërja e kokrrave në rajonin e difuzionit ndryshon në varësi të shpejtësisë së lëvizjes së atomeve të secilit metal në krahasim me atomet e metaleve të tjera. Është rritja e kristaleve të reja në pikën e kontaktit të pllakave metalike që formon shtresën lidhëse që i lidh ato.

Për të përcaktuar temperaturën e nevojshme për petëzimin, duhet të dini një temperaturë të veçantë gjatë ditës të lidhjes më të ulët të shkrirjes nga të gjitha kombinimet e metaleve që janë në kontakt me sipërfaqet. Kjo nuk do të thotë pikën më të ulët të shkrirjes së pllakës metalike në briket. Le të marrim si shembull lamat, "një komb prej bakri dhe argjendi të pastër. Ne e dimë se bakri shkrihet në 1083°C dhe argjendi i pastër në 960°C; por nëse e vendosni furrën tuaj në 926°C, do të gjeni një pellg me metal të shkrirë kur të ktheheni. Duhet të kuptohet se një aliazh mund të shkrihet në një temperaturë më të ulët se pika e shkrirjes së ndonjë prej metaleve të tij përbërës. Në rastin e argjendit dhe bakrit, aliazhi me pikën më të ulët të shkrirjes është 28% argjend dhe 72% bakër; shkrihet në 778°C. Kjo aliazh quhet eutektik. Është ai që është aliazhi më i shkrirë i bakrit dhe argjendit dhe sillet si një metal i pastër. Kjo është, ajo shkon nga gjendje e ngurtë, në një lëng pa një fazë të ndërmjetme shkrirjeje. Disa molekula të bakrit dhe argjendit do të formojnë një aliazh të tillë që do të shkrihet nëse i vini këto metale në kontakt të ngushtë dhe i ngrohni në 778°C. Metalurgët kanë shumë diagrame që tregojnë pikat e shkrirjes së kombinimeve të dy ose më shumë elementeve, të quajtura diagrame fazore. Më poshtë është një diagram faza tresh (tre elementësh) për arin, argjendin dhe bakrin.
Diagramet e fazave për të gjitha kombinimet e metaleve mund të gjenden në librat e referencës për metalurgët. Ato mund të gjenden edhe në internet. Diagrami fazor është mënyra më e saktë për të përcaktuar temperaturën për petëzimin. Duke parë pikat e shkrirjes së lidhjeve më të njohura, mund të bëni një supozim që nuk do të jetë larg nga e vërteta. Për shembull, nëse keni nevojë për pikat e shkrirjes së arit, argjendit dhe lidhjeve të bakrit, do të shihni në diagramin trefazor se pika minimale e shkrirjes është 778°C. Prandaj, mund të jeni i sigurt se çdo kombinim i arit, argjendit dhe bakrit në një aliazh nuk do të shkrihet nën 778°C. Prandaj, nëse vendosni temperaturën e furrës në 760°C, do të zbuloni se lidhjet ari/argjendi dhe bakri janë laminuar me sukses pa u shkrirë. Zakonisht e vendos temperaturën në 15-30°C nën temperaturën solidus, në rast se furra nxehet në mënyrë të pabarabartë ose ka pika të nxehta që mund të çojnë në shkrirje lokale.
Pajisjet.
Shumica e pajisjeve të nevojshme për të bërë mokume në një furrë elektrike tashmë janë në dispozicion në një dyqan bizhuterish të pajisur mirë, por ju mund të mos keni disa nga sa më sipër.
Furrë e lirë me sensor të temperaturës, e përshtatshme për mokume.
Piqem:
Gjëja e parë që ju nevojitet është një furrë elektrike me një termostat që do t'ju lejojë të vendosni dhe mbani temperaturën e saktë. Furrat e tilla mund të mbajnë temperaturën brenda një gradë Celsius. Furrat me gaz nuk përdoren zakonisht sepse ato nuk mund të rregullohen lehtësisht ose me kosto të ulët për të mbajtur një temperaturë të saktë.
Ekzistojnë tre pjesë kryesore në një sistem dixhital të kontrollit të temperaturës. E para është vetë termostati. Është një lloj i veçantë mikroprocesori që përdor një sensor për të lexuar temperaturën brenda furrës dhe dërgon një sinjal në një çelës elektronik që ndez ose fikë elementët ngrohës të furrës për të ruajtur temperaturën e dëshiruar. Termoelementi i tipit K është sensori më i përdorur. Ai është me në një masë të madhe besueshmëria, mund të matë temperaturat nga temperatura e dhomës deri në pak mbi 1100°C. Çelësi mund të jetë ose një stafetë ose një gjysmëpërçues që përdoret për të ndezur dhe fikur elementët e ngrohjes. Ju mund t'i merrni të gjitha këto për më pak se 300 dollarë. Është gjithashtu e mundur të modifikoni një furrë elektrike ekzistuese duke instaluar një termostat në të. Modifikimi nuk duhet të kryhet vetë nëse nuk jeni njohur me rregullat e sigurisë për instalimin e pajisjeve elektrike. Kjo duhet të bëhet nga një elektricist profesionist.
Tifoz:
E përdor për të tharë metalin pas pastrimit. Është e rëndësishme që metali i lagësht të thahet shpejt në mënyrë që të mos ketë kohë të oksidohet kur është në kontakt me ujin. Unë përdor një fshesë me korrent të lirë shtëpiake, por ekskluzivisht për këtë qëllim. Mëngë është ngjitur në daljen e fshesës me korrent dhe përdoret për të dhënë një rrjedhë ajri të pastër dhe të ftohtë nën presion të lartë. Mund të përdorni edhe tharëse flokësh duke fikur nxehtësinë. Nëse ajri furnizohet i nxehtë, ai do të përshpejtojë procesin e oksidimit, kështu që kjo nuk është e nevojshme. Ajri i kompresorit nuk duhet të përdoret pasi do të përmbajë sasi të vogla uji dhe vaji dhe do të kontaminojë metalin.
Materiale.
Shtuf:
Shtuf ose pluhur shtëpiak për pastrimin e sipërfaqeve të bakrit ose çelikut të pandryshkshëm, si p.sh. Clean King, përdoret për të pastruar pllakat metalike përpara se t'i vendosni ato në briket.
Fraksion i grimcuar i qymyrit 4-12 rrjetë.
Ky lloj qymyri përdoret në filtrat e akuariumit, të cilët mund t'i blini në dyqanin tuaj të kafshëve shtëpiake. Mund të blihet edhe nga kompanitë që furnizojnë reagentët laboratorikë, por me çmim më të lartë. cmim i larte. Mund të përdoret edhe qymyr i zakonshëm për pjekje në skarë, fillimisht duhet grimcuar në copa rreth 6 mm dhe ky është një proces shumë i çrregullt.
Për pastrimin e metalit nevojiten sfungjerë gërryes ScotchBrite së bashku me shtuf.
Pllaka shtrënguese me bulona.
Duhen dy pllaka çeliku për të shtrënguar me forcë briketën që do të laminoni mes tyre. Unë zakonisht përdor pllaka që janë 20 - 25 mm të trasha dhe kanë hapësirë të mjaftueshme për të mbajtur briketin midis bulonave.
Para çdo fillimi të punës, për të hequr oksidet dhe pikat pas briketit të mëparshëm, përpunoj sipërfaqet e tyre të brendshme me një rrotë zmerile. Mund t'i përdor pa pushim derisa të hollohen shumë. Kur trashësia e tyre është më e vogël se 20 mm, ato përkulen fort nën temperaturën dhe presionin e lartë në furrë, kështu që duhet të zëvendësohen.
Arra dhe bulona.
Do t'ju duhen dado dhe bulona për të mbajtur së bashku pllakat e kapëseve dhe për t'i mbajtur ato nën presion brenda furrës. Zbulova se bulonat 12 mm funksionojnë mirë. Bulonat duhet të jenë të paktën 12 mm më të gjata se trashësia e pllakave të kapëseve dhe briketit ndërmjet tyre, në mënyrë që të keni hapësirë të mjaftueshme për të shtrënguar dado. Do t'ju duhen gjithashtu dy çelësa për të shtrënguar dadot dhe bulonat.
Mbulesa mbrojtëse.
Një shtresë mbrojtëse aplikohet në pllakat shtrënguese për të parandaluar shkrirjen e briketit me çelikun. Përdorni okër të verdhë të holluar në ujë dhe pak zam Elmers për të bërë që pasta të ngjitet në sipërfaqen e pjatave. Ju gjithashtu mund të përdorni Scalex, një shtresë mbrojtëse për smaltin e sipërfaqeve të bakrit, që përdoret për të mbrojtur pjesën e pasme të produktit nga oksidimi në furrë. Secila prej metodave do të funksionojë.
Material mbështjellës për veglat inox.
Ky material ambalazhi përdoret zakonisht për të bërë çanta hermetike për të mbrojtur çelikun e veglave nga oksidimi gjatë trajtimit të nxehtësisë gjatë procesit të forcimit të ajrit. Krijon një pengesë të shkëlqyer oksigjeni gjatë petëzimit të mokume. Pllakat shtrënguese me briket do të vendosen në një qese të mbushur me qymyr, i cili do të sigurojë një atmosferë reduktuese (pa oksigjen).
Materiali i mbështjelljes është një fletë çeliku inox e formuluar posaçërisht që i reziston temperaturave të larta në furrë dhe mbetet e mbyllur. Disponohet në rrotulla me gjerësi 30 ose 60 cm dhe gjatësi 15 deri në 30 m. Shitet nga furnitorët e veglave makinerike. Jini shumë të kujdesshëm kur punoni me këtë material. Është 0,05 mm i trashë, rreth dyfishi i trashësisë së një fletë letre, kështu që petë mund t'ju presë si një thikë.
operacionet përgatitore.
Zgjidhni dhe prisni fletët metalike që do të përdorni në laminat. Madhësia dhe trashësia e fletëve përcaktohet nga madhësia e produktit të përfunduar të mokume. Unë kam punuar me futje të vogla 25mm x 12mm dhe me inserte të mëdha 75mm x 75mm në trashësi që variojnë nga 26 B&S (0.4mm) deri në 6.3mm. Nëse nuk planifikoni të farkëtoni manualisht briketën tuaj, atëherë trashësia e briketit tuaj nuk duhet të kalojë vendosjen maksimale të brezit të rrotullave tuaja. Përhapja e brezit të shumicës së rrotullave manuale është e kufizuar në 6 mm ose edhe më pak.
Qymyri i grimcuar është një absorbues shumë i mirë, prandaj përdoret në sistemet e filtrimit. Gjithashtu thith avujt e ujit nga ajri. Nuk na duhen avujt e ujit në një qese të mbyllur në furrë, ndaj duhet t'i heqim qafe. Hidhni 2 gota matëse (rreth 0,5 L) qymyr druri në një tenxhere metalike dhe ngrohni në pak më shumë se 200°C (për këtë përdor një furrë tostieri të tregut të pleshtave) për të avulluar çdo ujë që qymyri ka thithur nga ajri. Kjo zgjat të paktën 30 minuta. E leme ne furre te ngrohur ne 200°C derisa te te nevojitet.
Tani ju duhet të pastroni dhe niveloni pllakat e çelikut. Mënyra më e lehtë për ta bërë këtë është në një rrotë zmerile, por ju mund ta bëni atë me dorë. Ju duhet të hiqni të gjitha oksidet dhe prerjet nga puna e mëparshme nga sipërfaqet e brendshme të pllakave të çelikut. Ju nuk keni nevojë të bëni asgjë me sipërfaqen tjetër. Duhet të keni një sipërfaqe të pastër, të lëmuar dhe të sheshtë. Pasi të keni pastruar pllakat e çelikut, mbulojini ato me një shtresë të hollë okër të verdhë ose Scalex dhe vendosini në një vend të ngrohtë për t'u tharë.
Pajisje për pastrimin dhe formësimin e briketit.
Hapi tjetër është pastrimi i metaleve. Pastrimi është padyshim hapi më i rëndësishëm në prodhimin e mokume. Nëse nuk kryeni një pastrim të plotë të metalit, atëherë do të humbni disa orë punë, pasi të keni marrë një briket të laminuar me cilësi të dobët. Është shumë e rëndësishme të zotëroni nga afër gjithçka që bëni gjatë kësaj faze.
Në punishten time, përdor tre vaska të vogla plastike për pastrim. E para është e mbushur me dy litra ujë të distiluar, kjo është një banjë e fortë pastrimi. Banja tjetër është gjithashtu e mbushur me dy litra ujë të distiluar, kjo është banja e shpëlarjes. Banja e tretë është e thatë, pranë saj është një spërkatës me ujë të distiluar. Vaskat dhe spërkatësi janë blerë të reja dhe janë përdorur vetëm për pastrimin e mokumes.

Përparimi i punës Hapi 1.
Lani duart me sapun dhe ujë të thjeshtë. Mos përdorni sapunë të parfumuar, kremra ose sapunë hidratues pasi ato do të lënë një shtresë në duart tuaja që do të kalojnë në metalin që pastrohet. Lani duart mirë. Pastrojeni dhe shpëlajeni me piskatore zbardhuese bakri (preferoj piskatore me bisht peshku), të cilat i përdor vetëm për pastrimin e mokumeve
Hapi 2
Merrni pllakën metalike në duar dhe zhyteni në banjën e pastrimit. E spërkasim me gur shtuf dhe e fërkojmë me një copë sfungjeri gërryes ScotchBrite 8 cm derisa sipërfaqet të jenë të pastra dhe me shkëlqim. Mos i injoroni skajet e pllakave.
Hapi 3.
Merrni fletën e pastruar me piskatore bakri dhe shpëlajeni fillimisht në banjën e pastrimit, pastaj në banjën e shpëlarjes. Lironi kapjen e piskatores në banjën e shpëlarjes për t'u siguruar që çdo shtuf i mbetur midis sfungjerëve është larë. Sapo të keni marrë metalin me piskatore, mos e prekni më me duar.
Hapi 4.
Duke e mbajtur lirshëm pjatën mbi një banjë të nxehtë, spërkatni ujë të distiluar nga një shishe spërkatës mbi të. Uji duhet të formojë një shtresë të sheshtë, të barabartë në sipërfaqen metalike. Nëse vëreni se uji ngrihet rreth skajeve ose mblidhet me pika, atëherë ka zona të kontaminuara në metal. Duhet të ktheheni dhe të përsërisni.
hapat 2 dhe 3. Nëse fleta është e pastër, mos lejoni që ajo të bjerë në kontakt me asgjë tjetër përveç piskatores ose pllakave të tjera të pastruara me briket.
Hapi 5.
Thani pllakat me një rrymë ajri nga një fshesë me korrent. Kini kujdes që të mos e fryni pllakën metalike nga piskatore me rrjedhën e ajrit. Ju gjithashtu duhet të thani metalin midis nofullave të piskatores. Mund të praktikoni fillimisht me pjata të papastra. Nëse e keni humbur akoma kontrollin (ju ka rënë nga duart) mbi pjatën e pastruar, kthehuni te hapi 2.
Hapi 6
Vendoseni pjesën e punës në pllakën e kapëses së poshtme. Pastaj kaloni në pastrimin e pjatës tjetër - hapi 2.
Hapi 7
Kur të gjitha pjesët e punës pastrohen dhe grumbullohen, vendosni pllakën e kapëses sipër me shtresën mbrojtëse poshtë dhe shtrëngoni bulonat me dy çelësa.
Hapi 8
Mbërtheni të gjithë strukturën në një vizë ose shtypës hidraulike nëse keni një të tillë dhe shtrëngoni përsëri bulonat ndërsa briketa është nën presion. Rezultatet më të mira merren me presion të barabartë në të gjitha bulonat. Kjo bëhet më së miri me një çelës automatik (me një dinamometër). Çelësat e këtij lloji bëjnë një klikim kur arrihet një çift rrotullues i caktuar. Janë relativisht të shtrenjta, kështu që nëse është e mundur, merrni me qira diku për t'i praktikuar dhe më vonë blini ato për veten tuaj nëse ndjeni nevojën për to. Kur punoj me një çelës automatik, e vendosa në 90 këmbë paund (12,45 kilogram-metra). Lëreni briketën e montuar mënjanë derisa të përfundoni hapin tjetër.
Hapi 9.
Nga folia e mbështjelljes bëni një qese në të cilën do të vendosni qymyrin dhe vetë briketën. Për ta bërë atë, përdorni gërshërë për të prerë një copë petë në mënyrë që gjatësia e saj të jetë 5 cm më e gjatë se perimetri i pllakave shtrënguese (10 cm x 4 = 40 cm + 5 cm = 105 cm) dhe 30 cm e gjerë. fletë fletë metalike në gjysmë dhe palosni dyfish skajet, më pas lëmoni ato me fuqinë e një jastëku ose rul lustrimi. Formoni fletën në një tub dhe kontrolloni që pllakat shtrënguese të mund të futen brenda. Do ta keni më të lehtë të lëmoni skajet e fletës dhe ta vendosni briketën në furrë nëse bëni brazda në tub për t'i dhënë një formë drejtkëndëshe ose katrore që imiton formën e pllakave shtrënguese. Më pas palosni dy herë skajin e poshtëm të tubit për të formuar një qese dhe lëmoni atë me një çekiç lëkure.
Hapi 10.
Nxirreni qymyrin nga furra. Hidhni një sasi të vogël në fund të një qese me fletë metalike. Vendosni pllakat e kapëses në një qese dhe shtoni qymyr të mjaftueshëm për të mbuluar pllakën e sipërme, më pas palosni dy herë skajin e sipërm të tubit dhe lëmoni shtresën me çekiç çekiç.
Hapi 11.
Me darë dhe doreza rezistente ndaj zjarrit vendosim qesen me briket në furrën e nxehur më parë dhe e lëmë aty për 8-12 orë. Në shumicën e rasteve, unë i laminoj briketat e mia me aliazh ari dhe argjendi në 760°C dhe briketat e mia me lidhje bakri jo argjendi në 816°C. (Për më shumë informacion mbi temperaturat e shkrirjes, shihni tabelën në faqen tjetër).
Hapi 12
Fikni furrën. Hiqeni paketimin me briketin nga furra dhe ftohni në temperaturën e dhomës. Hapni paketën. Kini kujdes kur e bëni këtë, vishni doreza mbrojtëse lëkure, pasi petë, tashmë shumë më e fortë dhe më e brishtë se dikur, mund t'ju presë shumë lehtë. Hiqni briketën. Lironi bulonat dhe hiqni bllokun nga pllakat shtrënguese.

Hapi 13
Duke përdorur një bashkim pjesësh figure bizhuterish me një skedar shumë të ashpër ose një sharrë hekuri, hiqni skajet e briketit. Unë zakonisht gjuaj midis 1,5 mm dhe 4,5 mm në varësi të kujdesit të prerjes dhe vendosjes së pllakave. Është shumë e rëndësishme që briketi të mblidhet në mënyrë të tillë që të largohet sa më pak metal. Lëmoni skajet me letër zmerile për të ndriçuar shenjat e sharrës.
Hapi 14
Saldoni skajet e briketit me saldimin më zjarrdurues të argjendit me të cilin mund të punoni. Kjo do të ndihmojë në zvogëlimin e rrezikut të delaminimit në fazat e hershme të hollimit të briketit. Nëse briketa përmban një aliazh që përmban argjend dhe bakër, kjo zakonisht do të thotë se duhet të përdoret një saldim me shkrirje mesatare. Meqenëse bakri dhe argjendi formojnë një aliazh eutektik në një farë mase, nuk mund ta ngrohni briketin mbi 778°C, që është pika e shkrirjes së tij. Është shumë e rëndësishme të përdorni një fluks të mirë dhe të ngrohni briketën butësisht sepse mund ta digjni lehtësisht fluksin dhe kjo do të parandalojë përhapjen e saldimit. Për këtë lloj saldimi me temperaturë të lartë, do të funksionojë pasta e fluksit të dobishëm ose çdo fluks tjetër brazimi. Kini parasysh se fluksi Handy ose flukse të tjera saldimi përmbajnë fluoride dhe keni nevojë për ventilim të mirë për mbrojtje.
Nëse fluksi fillon të digjet përpara se të arrini temperaturën e kërkuar, mund të shtoni më shumë fluks në formën e boraksit pluhur. Dhe mund ta blini në departamentet e lavanderisë së shumicës së supermarketeve. Hidhni një majë boraks në metal të nxehtë, ai do ta mbrojë atë nga oksidimi. Kjo nuk do të funksionojë nëse metali është i ftohtë pasi boraksi tenton të flluskojë dhe të shkrihet, por nëse metali nxehet në mbi 538°C, boraksi do të shkrihet dhe do të përhapet në sipërfaqe, duke e mbuluar atë dhe duke krijuar një mbrojtje afatgjatë. Ju mund të shtoni boraks aq sa ju nevojitet. Do të krijojë një shtresë të dendur që është e vështirë për t'u hequr, përdorni një ilaç ose trajtim tjetër, ose zieni tortën në zbardhues.
Hapi 15
Në fazën fillestare, trashësia e briketit duhet të zvogëlohet me shumë kujdes. Unë zakonisht përdor rula për këtë. Para pjekjes, zvogëloj trashësinë e briketit me jo më shumë se gjysmë milimetri. Me çdo kalim midis rrotullave, e zvogëloj trashësinë me një të dhjetën e milimetrit. E rrotulloj butësisht shiritin 3-5 herë përpara se të kaloj në metoda më agresive. Përvoja kërkohet për të përcaktuar sasinë me të cilën mund të zvogëloni trashësinë e briketit midis pjekjes. Nuk mund t'jua jap këtë formulë. Jini konservator; është më mirë të pjekni shumë shpesh sesa të shtrydhni briketën duke krijuar stres të tepruar. Gjatë procesit të pjekjes së mokumes, briketa nuk mund të ngurtësohet, sepse sforcimet e shkaktuara nga ftohja e shpejtë janë shumë të forta për shtresën lidhëse të mokume. Kalitja mund të delaminojë briketën nëse petëzimi nuk është i cilësisë shumë të lartë. Për të ftohur briketin më shpejt, përdor një ventilator me presion të lartë që fryn ajër. Është e rëndësishme që metali të ftohet shpejt për të reduktuar forcimin e reshjeve. Disa lidhje ngurtësohen kur mbahen në temperatura pak nën pikën e pjekjes. Kjo quhet forcim i grimcave, ose shuarje e tretësirës.
Korrespondenca e temperaturës dhe kohës së shkrirjes.
për të bërë mokume në një furrë elektrike
Përlidhjet Temp., °С Koha, ora
1. Ar me ngjyrë mes tyre 760 8-10
2. Argjend me bakër,
nikel argjendi, bronzi, kuromido ose shakudo 738 8-10
3. Lidhjet e bakrit midis tyre 816 8-10
4. Ar me argjend 760 8-10
5. Argjend me tunxh 704 6-8
6. Platinum me ar jeshil 18K (18K) 968 5-7
7. Paladium me argjend 774 4-6

Marrëdhënia e mësipërme temperaturë/kohë duhet të përdoret si një udhëzues i përgjithshëm për të bërë mokume në një furrë elektrike. Disa lidhje dhe lloje të furrave kërkojnë kohë dhe temperatura të ndryshme. Steve Midgett
Arti i bashkimit të metaleve. KOPSHT JEWERLY. №5 2015 fq 43-47.
“... Mokume gane, si teknologji, e ka origjinën shumë kohë më parë në kulturën e Japonisë feudale. Vetë emri mund të lexohet si "metal me teksturë druri", ku "gane" është metal, "kume" është teksturë, "mo" është dru.
Mokume gane u shpik nga prodhuesi i shpatave Denbei Shoami, 1651-1728, i cili kaloi pjesën më të madhe të jetës së tij duke punuar në prefekturën Akita, Japonia Veriore. Ai ishte mjeshtër
niveli më i lartë dhe në prodhimin e teheve zbuloi se është gjithashtu e mundur të lidhni metale me ngjyra me njëri-tjetrin, duke marrë
tekstura të ngjashme me çelikun e Damaskut të modeluar. Kompleksiteti i teknikës së shpikur prej tij qëndron në faktin se metale të ndryshme, praktikisht të papajtueshme, janë të ndërlidhura në modele shumë të bukura dhe të çuditshme që nuk përsëriten kurrë.
Mokume gane nuk është vetëm një teknikë, por edhe një lloj filozofie, sepse duke parë vizatimet e krijuara nga shkrirja e metaleve, mund të filozofosh dhe të soditësh, megjithatë, si në të gjitha artet orientale, ku armët dhe unazat kanë pasur gjithmonë një kuptim të shenjtë dhe emrat e duhur. Gjëja kryesore në mokume gane është krijimi i një vizatimi.
Ky është procesi më i vështirë dhe konsiston në nxjerrjen shtresat e brendshme në sipërfaqen e produktit duke përdorur metoda të ndryshme. Për shkak të përbërjes metalike me shumë shtresa, argjendari ka mundësi të shumta për të krijuar modele të ndryshme. Metalet shkrihen me presion
në temperaturë të lartë, duke formuar një zëvendësim difuzioni të atomeve të metaleve të ndryshme në pikën e lidhjes së tyre. I gjithë procesi është shumë i kushtueshëm dhe kërkon shumë kohë, duke kërkuar aftësi të larta bizhuteri.

Historia e zbulimit të kësaj teknike në Perëndim u zhvillua në fund të shekullit të 19-të në vitet 70-80, kur Hiroko Sato Pizhanovsky dhe Eugene Michael Pizhanovsky vizituan një ekspozitë të zanateve popullore në Tokio. Punimet e bëra në teknikën mokume gane u bënë zbulim për ta dhe bënë çdo përpjekje për të krijuar marrëdhënie miqësore me mjeshtrin Gyukomei Shindo, si dhe me Masahisa Yagihara dhe Norio Tamagawa. Prej tyre ata mësuan për origjinën e teknologjisë. Një tjetër mjeshtër japonez i quajtur Hirotoshi Ito mësoi teknikën mokume gane në 1998. Mësimet dhe filozofia e Itos lanë një gjurmë të thellë në jetën dhe veprën e studentëve të tij. Dhe teknika mokume është ende duke u prezantuar në Universitetin e Tokios. Arte të bukura dhe Muzika.
Aktualisht, teknika mokume gane është një nga teknikat më komplekse dhe më të bukura të përpunimit të metaleve. Mokume gane është një unitet i teknikës dhe artit, kërkon nga mjeshtri jo vetëm njohuritë më të thella të metodave të prodhimit, por edhe frymëzim krijues. Fatkeqësisht, teknika tradicionale japoneze e mokume gane praktikisht nuk përdoret në Rusi. Bizhuteritë e Shën Petersburgut mundën ta rikrijonin atë, duke mbledhur informacione pak nga pak dhe duke bërë disa ndryshime në proces, duke lënë të pandryshuar vetë thelbin e produkteve në këtë teknikë. Falë tyre, u bë e mundur krijimi i produkteve me karizëm unike në sintezën e metaleve të ndryshme, të cilat manifestojnë në pamjen e tyre teknologjinë e lashtë të mjeshtrave të Japonisë feudale. Shijoni veçantinë e mokume gane. Ajo meriton të admirohet.
Arti i bashkimit të metaleve. KOPSHT JEWERLY. №5 2015 fq 43-47.





