Zavarivanje jednosmernom strujom. Razlike između DC i AC elektroda
Dizajner modela 1998 №4
Prednosti mašina za zavarivanje jednosmernom strujom u odnosu na njihove "parnjake naizmenične struje" su dobro poznate. To uključuje meko paljenje luka, mogućnost spajanja dijelova tankih stijenki, manje prskanja metala i odsustvo područja bez zavarivanja. Ne postoji čak ni dosadan (i, kako se ispostavilo, štetan za ljude) bakalar. A sve zato što nema glavnog svojstvenog aparatima za zavarivanje naizmjenična struja karakteristika - povremeno gori luk kada sinusoida napona napajanja teče kroz nulu (slika 1).
Rice. 1. Grafikoni koji objašnjavaju proces zavarivanja na naizmeničnu (a) i jednosmernu (b) struju.
Prelazeći sa grafikona na stvarne dizajne, također treba napomenuti: u strojevima na izmjeničnu struju, da bi se poboljšalo i olakšalo zavarivanje, koriste se snažni transformatori (magnetsko kolo je napravljeno od posebnog električnog željeza sa strmo padajućim karakteristikama) i namjerno visoki napon u sekundarni namotaj, koji dostiže do 80 V, iako je dovoljan za 25-36 V da podrži gorenje luka i taloženje metala u zoni zavarivanja.Moramo se pomiriti sa preterano velikom masom i dimenzijama aparata, povećanom potrošnjom energije. Smanjenjem napona transformiranog u sekundarni krug na 36 V, moguće je smanjiti težinu "zavarivača" za 5-6 puta, dovesti njegove dimenzije do veličine prijenosnog TV-a uz poboljšanje ostalih karakteristika performansi.
Ali kako zapaliti luk s niskonaponskim namotom?
Rješenje je bilo uvođenje diodnog mosta sa kondenzatorom u sekundarni krug. Kao rezultat toga, izlazni napon moderniziranog "zavarivača" povećan je gotovo 1,5 puta. Mišljenje stručnjaka je potvrđeno u praksi: kada se prekorači 40-voltna DC barijera, luk se lako zapali i stalno gori, omogućavajući zavarivanje čak i tankog metala tijela.
Rice. 2. Šematski dijagram DC aparata za zavarivanje.
Ovo posljednje se, međutim, lako objašnjava. Sa uvođenjem velikog kapaciteta u strujni krug, karakteristika aparata za zavarivanje takođe se ispostavlja da je strmo opadajuća (slika 3). Početni povećani napon koji stvara kondenzator olakšava paljenje luka. A kada potencijal na elektrodi za zavarivanje padne na U2 transformatora (radna tačka "A"), doći će do procesa stabilnog gorenja luka sa taloženjem metala u zoni zavarivanja.
Rice. 3. Volt-amperska karakteristika "zavarivača".
"Zavarivač" koji je preporučio autor može se sastaviti čak i kod kuće, uzimajući kao osnovu industrijski energetski transformator 220-36 / 42 V (oni se obično koriste u sistemima za sigurno osvjetljenje i napajanje niskonaponske tvorničke opreme). Nakon što se uvjerimo da je primarni namotaj, koji u pravilu sadrži 250 zavoja izolirane žice poprečnog presjeka od 1,5 mm 2, netaknut, provjeravaju se sekundarni. Ako njihovo stanje nije važno, sve (osim radnog mrežnog namotaja) se briše bez žaljenja. A u oslobođenom prostoru namotava se novi sekundarni namotaj (dok se "prozor" ne popuni). Za preporučeni transformator od 1,5 kVA, ovo je 46 zavoja bakrene ili aluminijske sabirnice s poprečnim presjekom od 20 mm 2 s dobrom izolacijom. Štoviše, kabel (ili nekoliko izoliranih jednožilnih žica upletenih u snop) ukupnog poprečnog presjeka od 20 mm 2 sasvim je prikladan kao sabirnica.
IZBOR PRESEKA ELEKTRODA U OVISNOSTI OD SNAGE TRANSFORMATORA
Ispravljački most se može sastaviti od poluvodičkih dioda s radnom strujom od 120-160 A ugradnjom na hladnjake-radijatore 100x100 mm. Najpogodnije je takav most postaviti u isto kućište sa transformatorom i kondenzatorom, donoseći prekidač od 16 ampera, špijunku za signalno svjetlo "Uključeno", kao i "plus" i "minus" terminale na prednji tekstolit panel (slika 4). A za spajanje na držač elektrode i "uzemljenje" koristite segment jednožilnog kabela odgovarajuće dužine s presjekom bakra od 20-25 mm 2. Što se tiče samih elektroda za zavarivanje, njihov promjer ovisi o snazi transformatora koji se koristi.
Rice. 4. Domaća mašina za DC zavarivanje.
I dalje. Prilikom ispitivanja preporuča se isključivanjem uređaja (10 minuta nakon zavarivanja) iz mreže provjeriti termičke uslove transformatora, diodnog mosta i kondenzatora. Tek nakon što se uvjerite da je sve u redu, možete nastaviti s radom. Uostalom, pregrijani "zavarivač" je izvor povećane opasnosti!
Od ostalih zahtjeva, vrijedi napomenuti, mislim, da aparat za zavarivanje mora biti opremljen maskom za zaštitu od varnica, rukavicama i gumenom prostirkom. Mjesto na kojem se izvode radovi zavarivanja opremljeno je uzimajući u obzir zahtjeve za sigurnost od požara. Osim toga, potrebno je osigurati da u blizini nema krpa ili drugih zapaljivih materijala, a povezivanje "zavarivača" na mrežu mora se izvesti u skladu s pravilima električne sigurnosti preko snažnog utikača električne ploče na ulaz u zgradu.
V.KONOVALOV, Irkutsk
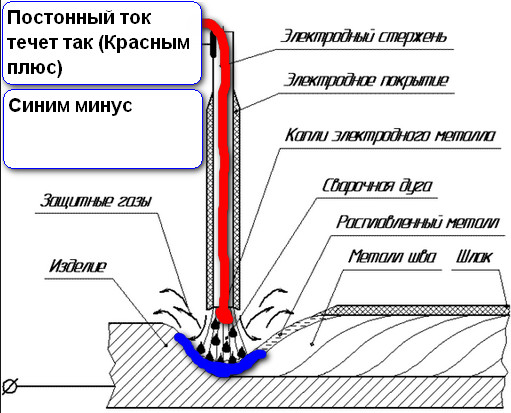
Izvori jednosmerne struje. Za DC zavarivanje koriste se generatori ili ispravljači. DC generator se okreće mehanička energija u električnu. Tokom rada, generator, takoreći, usisava elektrone iz pozitivnog pola (anoda "+") i pomiče ih na negativni pol (katoda "-"). Nedostatak elektrona na anodi i njihov višak na katodi stvaraju napon ili potencijalnu razliku. Za dobivanje istosmjerne struje široko se koriste i ispravljači za zavarivanje, čiji se rad zasniva na sposobnosti nekih poluvodiča da propuštaju naizmjeničnu struju samo u
jedan smjer. Za zavarivanje, jedan od polova istosmjernog izvora povezan je fleksibilnim kablom kroz držač elektrode na dio elektrode bez premaza. Drugi pol izvora struje spojen je na radni komad koji se zavari. Dijagram povezivanja proizvod-generator-elektroda prikazan je na sl. petnaest.
Kada generator radi i krug je otvoren, struja ne teče, a napon između proizvoda i elektrode (napon idle move) je maksimalna i ograničena samo sigurnosnim standardima. Ako a električni krug zatvorite čvrstim pritiskom elektrode na proizvod, napon će pasti na gotovo nulu, a struja će biti maksimalna.
tenzija električno polje. Kada se elektroda približi radnom komadu koji se zavari, uspostavlja se određena interakcija između suprotno nabijenog obratka i elektrode, koju karakterizira jakost električnog polja E. Snaga E će biti veća što je veća potencijalna razlika između elektrode. i obradak i manji razmak između njih. Ali praksa pokazuje da kada se elektroda približi proizvodu bez kontakta, čak i na minimalnoj udaljenosti, struja neće teći. To dokazuje da između elektrode i proizvoda nema nabijenih čestica, a elektroni koji se nalaze na katodi nisu u mogućnosti slobodno napustiti metal, uprkos relativno visokoj jakosti električnog polja.
Radna funkcija elektrona. Sile koje drže elektrone u metalu su kolektivno djelovanje pozitivnih naboja smještenih u jezgri atoma metala. Da bi se savladale ove sile i izvukli elektroni iz metala, potrebno je utrošiti određenu količinu rada - radnu funkciju elektrona (str. Za različite metale je različita:
Metal Radna funkcija elektrona, eV
DO ................................................ ................................................. . ........ 2.02
N / A................................................. ................................................. . ......... 2.12
Sa................................................................ ................................................. . ......... 3.34
AI .............................................. ... .............................................. .... ....... 3.74
Si................................................ ................................................. . ......... 4.47
Sg................................................................ ................................................. . ......... 4.51
Fe................................................ ................................................. . ......... 4.79
Ni................................................ ................................................. . ......... 4.84
U pravilu, prisustvo oksidnih filmova na metalima značajno smanjuje radnu funkciju.
Paljenje električnog luka. Luk se pali kratkim dodirivanjem predmeta koji se zavariva elektrodom ili udarcem njenog kraja o metalnu površinu (Sl. 16). U trenutku kontakta, velika struja će teći kroz kontaktne tačke. Od kada
Ako je kontaktna površina mala, struja visoke gustine će teći kroz nju. To će dovesti do oslobađanja topline dovoljne da se metal topi i djelomično ispari na mjestu kontakta.
Naknadno odvajanje elektrode od proizvoda neće se dogoditi odmah. U procesu odvajanja, udaljenost od proizvoda do elektrode će se postepeno povećavati. U nekom trenutku udaljenost postaje dovoljna da se postigne jačina električnog polja koja osigurava izlazak elektrona (emisija) sa katode, pogotovo jer je radna funkcija njihovog izlaska iz rastaljenog ili zagrijanog metala manja nego iz hladnog. Oslobođeni elektroni će juriti na anodu, primajući energiju iz električnog polja (anoda privlači, katoda odbija). Količina ove energije ovisi o razlici potencijala između proizvoda i elektrode. Elektroni će dio primljene energije prenijeti na molekule zraka ili metalne pare, zagrijavajući ih do visoke temperature, a dio na kontinuiranu reprodukciju nabijenih čestica, bez kojih električni luk ne može postojati.
Ionizacija elemenata. Poznato je da se na periferiji pozitivno nabijenih jezgara atoma nalaze elektroni. Elektroni koji se nalaze u vanjskoj orbiti slabije su vezani za atom od onih u unutrašnjim orbitama. Ako se ovi elektroni uklone, elektroneutralnost atoma će se prekinuti, on će se pretvoriti u pozitivno nabijeni ion. Za ionizaciju atoma potrebno je uložiti određenu količinu rada:
Element Rad ionizacije, eV
Cezijum (Cs) ................................................................ ................................................................ 3 .88
Kalijum (K) ................................................. ................................................................ 4.30
Natrijum (Na) ................................................. ................................................................. 5.11
Aluminijum (A1) ................................................................ ................................................................ 5.98
Kalcijum (Ca) ................................................................ .............................. 6.11
Krom (Cr) ................................................. ................................................................ 6.76
Mangan (Mn) ................................................................ ................................................................ 7.43
Nikl (Ni)................................................ ................................................. 7.63
Bakar (Cu) ................................................................ ................................................. 7 .72
Gvožđe (Fe) ................................................................ .................................................... 7.83
Silicijum (Si) ................................................................ .................................................... 8.15
Vodik (H) ................................................................ .............................. 13.60
Kiseonik (O) ................................................ .................................................... 13.60
Azot (N) ................................................................ ................................................................ 14.52
Fluor (F)................................................. .... ................................................ ... .18.6
Masa iona metala, koja je praktično jednaka masi neutralnog atoma, hiljadama je puta veća od mase elektrona, na primjer, za željezo - oko stotinu hiljada puta. Stoga, kada jednake vrijednosti kinetičke energije mV2/2 elektrona i jona, brzina elektrona je više od 300 puta veća od brzine iona željeza. Zbog svoje male mase, elektroni, kada udare u česticu, mogu na nju prenijeti gotovo svu svoju pohranjenu energiju. U isto vrijeme, kada neutralni atom udari isti atom ili ion, ne može se prenijeti više od polovine pohranjene energije.
Katodno područje luka zavarivanja. Područje koje uključuje pozitivni prostorni naboj i proteže se do katode naziva se katodno područje električnog luka. Uprkos vrlo maloj površini ovog područja, uglavnom se u njemu formiraju elementarni električni naboji, bez kojih struja u gasovima i parama je nemoguće.
U početnom trenutku odvajanja elektrode od metala, na kratkom putu, elektron dobija veliku rezervu kinetička energija i samo djelimično ga troši na zagrijavanje plinova i para. Udarajući u neutralni atom, elektron ga može ionizirati, odnosno izbaciti iz njega novi elektron. Kao rezultat, umjesto neutralnog atoma i elektrona pojavit će se pozitivno nabijeni ion i dva elektrona.
Brojni slučajevi ionizacije dovode do stvaranja prostornog pozitivan naboj. Kao rezultat, nastaje razlika potencijala između katode i prostornog naboja, koja se naziva pad potencijala katode UK.
Udaljenost od katode do prostornog naboja ne prelazi hiljaditi dio milimetra. Stoga, jačina električnog polja između katode i ovog naboja može osigurati oslobađanje novih elektrona iz katode.
Pozitivni ioni pod utjecajem električnog polja kontinuirano se kreću prema katodi, dostižući koju joj prenose svoju kinetičku energiju i, hvatajući elektrone, pretvaraju se u neutralne atome. U ovom slučaju, rad utrošen na ionizaciju vraća se u obliku topline. Većina energije koju prima katoda troši se na topljenje metala.
Stub za zavarivanje. Dio električnog luka neposredno uz katodnu regiju naziva se stub luka.
U ovom dijelu luka, koji ima dužinu od nekoliko milimetara, uglavnom dolazi do prijenosa elektrona formiranih na katodi. Potrošnja energije za prijenos gotovih naboja je mnogo manja nego za njihovo formiranje, pa će jakost električnog polja u stupu luka biti višestruko manja nego u području katode. Električna energija u stupcu luka troši se uglavnom na zagrijavanje plinova i para kroz koje se kreću elektroni. Pritom, električno polje ne djeluje na neutralne čestice, takve čestice kontinuirano napuštaju stup luka u okolni prostor, uzimajući sa sobom primljenu energiju. Dio energije se također gubi na zračenje i jonizaciju vrlo malog broja atoma.
Temperatura stuba luka za zavarivanje se procjenjuje na 5000-6500 °C. Na ovoj temperaturi moguća je termička ionizacija neutralnih atoma. Rezultirajući elektroni se usmjeravaju na anodu, kao i elektroni iz područja blizu katode, a pozitivno nabijeni ioni se kreću ka katodi. Međutim, broj elementarnih naboja formiranih u stubu luka nije veći od jedan posto njihovog ukupnog broja. Stoga nemaju značajan utjecaj na karakteristike topljenja metala elektrode i radnog komada koji se zavari.
Anodno područje. Ovo područje se nalazi između anode i stuba luka. Njegova dužina je nešto veća od dužine blizu katodnog područja. Na površini anode struju nose samo elektroni koji dolaze uglavnom iz stuba luka.
Proizvodnja elektrona i pozitivni joni u ovom području se javlja u relativno maloj količini u blizini anode zbog ionizacije neutralnih atoma elektronima sa povećanom energijom, ubrzanim električnim poljem. Pozitivni ioni koji nastaju na granici blizu anodnog područja sa stubom luka formiraju prostorni pozitivni naboj koji sprečava kretanje elektrona do anode. Stoga nastaje razlika potencijala između anode i prostornog naboja, koja se naziva pad potencijala anode U. d.
Jačina električnog polja u blizini anode bit će vrlo značajna, ali manja od jačine polja u blizini katode.
Elektroni raspršeni električnim poljem prenose svoju kinetičku energiju na anodu, a također vraćaju radnu funkciju elektrona potrošenih na njihovo izvlačenje iz katode u obliku topline. Glavni dio primljene energije troši se na zagrijavanje i topljenje anode, a dio se troši na zračenje i zagrijavanje atmosfere koja okružuje anodu.
Rice. 17. Šema promjene napona u luku zavarivanja: /d - dužina luka; 1K je dužina područja blizu katode; 1S - dužina stuba luka; /a - dužina anodnog područja; UR - napon luka; UK - pad potencijala katode; UR - pad potencijala anode; Uc - pad potencijala u stubu luka
Iz poređenja fenomena na katodi i anodi, može se vidjeti da je broj elektrona koje katoda potroši u jedinici vremena za emisiju i neutralizaciju pozitivnih jona jednak broju elektrona koji ulaze u anodu. Ovi elektroni se ponovo napajaju katodi pomoću strujnog generatora.
Iz grafika promjena napona u zavarivačkom luku cijelom njegovom dužinom (slika 17) može se vidjeti da u području blizu katode napon UK brzo raste. Zbog male dužine područja i visoke vrijednosti UK, jakost polja ima vrlo veliku vrijednost Ek = UK/eK, što osigurava izlazak elektrona sa katode i njihovo naknadno ubrzanje do visoke energije potrebne za jonizaciju neutralni atomi. Suprotna situacija je u stubu luka, pa njegov intenzitet Es = Uc/ec neće imati veliki značaj.
U anodnom području struju nose elektroni koji dolaze uglavnom iz stuba luka. Samo mali dio njih nastaje u blizini anode tokom jonizacije neutralnih atoma. Ovo troši manje energije nego u području blizu katode. Dakle, pad napona je određen masom metala deponovanog u procesu zavarivanja tokom 1 sata, po jakosti struje od 1 A, karakterišući tako specifičnu produktivnost zavarivanja. Brzina taloženja značajno ovisi o sastavu premaza i polaritetu na kojem se zavarivanje izvodi. Još jedna normalizirana karakteristika elektroda je njihova potrošnja - masa (kg) potrebna za dobivanje 1 kg taloženog metala. Ove dvije karakteristike su neophodne pri odabiru marke i potrebnog broja elektroda za zavarivanje i radove zavarivanja.
Druga karakteristika elektroda je koeficijent topljenja ap. Njegova vrijednost je određena masom rastaljene elektrode u gramima na 1 sat pri prolasku struje od 1 A. Za određivanje utjecaja različitih faktora na brzinu topljenja elektroda, koeficijent topljenja je prikladniji od koeficijenta taloženja, jer njegov proračun ne uzima u obzir gubitke metala zbog otpada i prskanja.
U tabeli. 14 prikazuje eksperimentalne podatke o učinku tankog premaza razne supstance primjenjuje se na niskougljične čelične šipke na vrijednosti faktora topljenja pri zavarivanju u direktnom i obrnutom polaritetu. Tabela pokazuje da kod zavarivanja direktnim polaritetom (na (-) elektrodi) koeficijent topljenja u najvećoj mjeri ovisi o vrsti komponente koja čini premaz elektrode. Prilikom zavarivanja na rikverc
polaritet (na elektrodi (+)) ovaj koeficijent se mnogo manje mijenja.
Zbog složenosti i nepotpunog poznavanja problematike, fokusirat ćemo se samo na glavne, najvjerovatnije uzroke identificiranog obrasca. Imajte na umu da određeni broj tvari taloženih na katodi značajno smanjuje radnu funkciju elektrona. Takve tvari uključuju filmove metalnih oksida, prvenstveno zemnoalkalnih metala. Procijenimo približno ravnotežu (dotok i odliv) topline na katodi i anodi, uzimajući u obzir utjecaj tvari taloženih na štapu.
Katoda prima toplinu zbog kinetičke energije pozitivnih iona raspršenih električnim poljem, rad utrošen na ionizaciju, djelomično se vraća na katodu kada ioni zahvataju elektrone s katode. Katoda odaje toplotu "vrućim" elektronima koji izlaze iz nje, a koji imaju veliku zalihu energije. Izlaz takvih elektrona hladi katodu.
U prisustvu filmova na katodi koji smanjuju radnu funkciju elektrona, potreban je manji pad katodnog potencijala da bi se izvukli elektroni iz katode. Stoga će biti potrebno manje pozitivnog prostornog naboja, sastavljenog od manje pozitivnih jona. Broj pozitivnih iona koji ulaze u katodu i energija svakog od njih će se smanjiti, što će dovesti do smanjenja faktora topljenja elektrode.
Pretpostavimo sada da je elektroda prekrivena omotačem koji sadrži atome elemenata čija ionizacija zahtijeva malu količinu rada. Očigledno, što je manje posla potrebno za ionizaciju atoma, manje će primiti katoda tokom prijelaza jona u neutralne atome. Važno je napomenuti da što je veća masa svakog od pozitivnih jona, to će se oni sporije kretati prema katodi i manji će njihov broj biti potreban za formiranje potrebnog prostornog naboja. Stoga, prisutnost u premazu elektroda tvari čiji atomi imaju veliku masu, zahtijevaju malo rada za ionizaciju i smanjuju radnu funkciju elektrona, dovodi do naglog smanjenja koeficijenta taljenja elektroda pri zavarivanju s direktnim polaritetom. Kao što se vidi iz tabele. 14, takve supstance su barijum karbonat i posebno cezijum karbonat, čiji su atomi skoro 2,5 puta masivniji od atoma gvožđa, a rad ionizacije je samo 3,88 eV.
Ako atomi metala štapa zahtijevaju manje energije za ionizaciju od atoma prevlake, tada će se prije svega ionizirati, što određuje vrijednost CXp. Ovdje se manifestira princip minimuma: električni luk gori uz najmanju moguću potrošnju energije.
Anoda prima toplinu zbog kinetičke energije elektrona raspršenih električnim poljem i radne funkcije elektrona vraćenih na anodu. Ako toplina koju troši elektroda kada je katoda ovisi o omjeru primljene i zadane energije, tada pri zavarivanju obrnutim polaritetom elektroda prima samo energiju. Stoga će biti manje mogućnosti za varijacije u količini primljene topline.
Prisutnost u atmosferi luka atoma s niskom vrijednošću rada njihove ionizacije smanjit će pad anodnog potencijala. Zbog toga će elektroni stići na anodu sa manjom rezervom energije, što će smanjiti brzinu topljenja elektrode. Međutim, zbog relativno niske vrijednosti prostornog naboja ispred anode, faktor topljenja će se smanjiti u manjoj mjeri nego kod zavarivanja s ravnim polaritetom.
AC zavarivanje. Većina proizvedenih elektroda namijenjena je zavarivanju naizmjeničnom strujom, što je povezano s niskom cijenom i efikasnošću opreme koja se koristi u tu svrhu. Razmotrite karakteristike luka za zavarivanje naizmeničnom strujom i neke mere za poboljšanje stabilnosti njegovog sagorevanja.
Prilikom zavarivanja naizmjeničnom strujom, luk se gasi na kraju svakog poluperioda, a na početku sljedećeg poluciklusa mora se ponovo zapaliti. Zbog periodične promjene smjera toka struje, elektroda naizmjenično postaje ili anoda ili katoda. Na industrijskoj frekvenciji (50 Hz), vremenski interval između dva uzastopna gašenja luka jednak je trajanju jednog poluciklusa i iznosi 0,01 s. Za to vrijeme, luk bi trebao nastati, razviti se i ponovo ugasiti. Neposredno nakon gašenja luka, pozitivni ioni i elektroni i dalje ostaju u međulučnom procjepu. Osim toga, iz rastaljenog kraja elektrode i sa površine zavarenog bazena, zagrijane na visoku temperaturu, izleti mala količina elektrona, čija energija unutar metala prelazi radnu funkciju (termionska emisija).
Istovremeno prisustvo električnih naboja suprotnih predznaka u međulučnom razmaku smanjuje brzinu njihovog raspršivanja zbog prisustva međusobnog privlačenja.
Ako do trenutka kada se napon pojavi i poraste, nabijene čestice (posebno pozitivni ioni) ostanu u lučnom procjepu u dovoljnim količinama, tada će se električni luk lako pojaviti i razviti. To se događa na sljedeći način: elektroni jure na novonastalu anodu, dok zagrijavaju atmosferu luka, a pozitivno nabijeni ioni jure ka katodi i, formirajući prostorni pozitivni naboj, osiguravaju izlazak elektrona iz katode. Dalje, sve će se desiti onako kako se to posmatra prilikom početnog pobuđivanja luka tokom DC zavarivanja. Sličan mehanizam ponovnog pobuđivanja i izgaranja luka javlja se pri zavarivanju na izmjeničnu struju s rutilnim obloženim elektrodama, koje uključuju kalijeve okside i druge lako ionizirajuće elemente.
Ako do trenutka kada napon poraste nakon što struja prođe kroz nulu, koncentracija nabijenih čestica (posebno pozitivnih iona) bude nedovoljna, tada se luk neće moći ponovno zapaliti. To se događa, na primjer, kada pokušavate zavariti golim elektrodama (šipkama).
Na osnovu prethodno navedenog, može se vidjeti da će se stabilnost luka zavarivanja povećati uvođenjem lako ionizirajućih elemenata u premaz, kao i povećanjem promjera elektroda ili jačine struje zavarivanja. Potonje je zbog činjenice da povećanje snage luka dovodi do povećanja njegove temperature i, posljedično, do povećanja vijeka trajanja pozitivnih iona.
Utjecaj atoma deionizirajućih elemenata, koji imaju afinitet za elektrone i koji su sposobni formirati prilično stabilne negativne ione, je suprotan. Elektronski afinitet je količina energije, obično izražena u elektron voltima, koja se oslobađa kada je elektron vezan za neutralni atom. Obrnuta razgradnja negativnog jona na neutralni atom i elektron zahtijeva utrošak iste količine rada (energije).
Ispod je elektronski afinitet brojnih elemenata:
Element Elektronski afinitet, eV
C1................................................ ................................................. . ......... "..3,7
F................................................................ ................................................. . .............. 3.6
Vg................................................ ................................................. . ............... 3.5
Si................................................ ................................................. . ............. 1.8
O................................................................ ................................................. . .............. 1.5
Mehanizam nastanka atoma deionizirajućih elemenata je sljedeći: tokom prijelaza struje kroz nulu, djelovanje električnog polja prestaje. Elektroni koji se nalaze u međulučnom procjepu brzo gube energiju kao rezultat brojnih sudara s raznim česticama i, susrećući se s atomima deionizirajućih elemenata, pridružuju im se oslobađanjem energije vezivanja. Kao rezultat, formiraju se masivni negativno nabijeni ioni umjesto svjetlosti i mobilnih elektrona.
Što je veći afinitet atoma prema elektronu, veća je mogućnost stvaranja negativnog jona. Imajte na umu da je pri velikim brzinama elektrona vjerovatnoća formiranja negativnih jona vrlo mala. Stoga, uz stabilno pražnjenje luka (DC zavarivanje), oni praktički izostaju.
Razmotrimo mehanizam smanjenja stabilnosti luka zavarivanja negativnim ionima. Negativni ioni se formiraju u bilo kom dijelu međulučnog prostora, posebno u blizini novonastale katode. Imajući više hiljada puta veću masu od elektrona, oni će se polako udaljavati od katode, koja će se napajati na početku poluciklusa. U ovom slučaju, efekat prostornog pozitivnog naboja formiranog od preostalih pozitivnih jona će biti dodatno oslabljen neutralizujućim efektom negativnih jona. Zbog toga jačina polja na katodi neće moći osigurati oslobađanje potrebnog broja elektrona i luk će se ugasiti.
Za proizvodnju elektroda sa osnovnim premazom iz metalurških razloga, široko se koristi fluorov špat (CaF2) u obliku koncentrata fluorita. Pri visokoj temperaturi zavarivačkog luka on se djelimično disocira sa oslobađanjem fluora.Pri zavarivanju jednosmernom strujom to ne utiče na stabilnost luka. Međutim, kod zavarivanja na naizmjeničnu struju dovoljno je u prevlaku unijeti 2-4% fluorita kako bi se stabilnost žarenja luka značajno smanjila. Ova okolnost se mora uzeti u obzir u praksi.
Da bi se olakšalo početno pobuđivanje luka zavarivanja u modernoj proizvodnji elektroda, često se koriste jonizujući premazi, nanošeni na goli kraj elektrode.
Zavarivanje i oprema za zavarivanje
Prednosti DC aparata za zavarivanje prije nego što su njihovi "parnjaci naizmjenične struje" dobro poznati. To uključuje meko paljenje luka, mogućnost spajanja dijelova tankih stijenki, manje prskanja metala i odsustvo područja bez zavarivanja. Ne postoji čak ni dosadan (i, kako se ispostavilo, štetan za ljude) bakalar. A sve zato što ne postoji glavna karakteristika svojstvena mašinama za zavarivanje naizmeničnom strujom - povremeno gori luk kada sinusoida napona napajanja teče kroz nulu (slika 1).
Prelazeći sa grafikona na stvarne dizajne, također treba napomenuti: u strojevima na izmjeničnu struju, da bi se poboljšalo i olakšalo zavarivanje, koriste se snažni transformatori (magnetsko kolo je napravljeno od posebnog električnog željeza sa strmo padajućim karakteristikama) i namjerno visoki napon u sekundarni namotaj, koji dostiže do 80 V, iako je dovoljan za 25-36 V da podrži gorenje luka i taloženje metala u zoni zavarivanja.Moramo se pomiriti sa preterano velikom masom i dimenzijama aparata, povećanom potrošnjom energije. Smanjenjem napona transformiranog u sekundarni krug na 36 V, moguće je smanjiti težinu "zavarivača" za 5-6 puta, dovesti njegove dimenzije do veličine prijenosnog TV-a uz poboljšanje ostalih karakteristika performansi.
Ali kako zapaliti luk s niskonaponskim namotom?
Rješenje je bilo uvođenje diodnog mosta sa kondenzatorom u sekundarni krug. Kao rezultat toga, izlazni napon moderniziranog "zavarivača" povećan je gotovo 1,5 puta. Mišljenje stručnjaka je potvrđeno u praksi: kada se prekorači 40-voltna DC barijera, luk se lako zapali i stalno gori, omogućavajući zavarivanje čak i tankog metala tijela.
Ovo posljednje se, međutim, lako objašnjava. Sa uvođenjem velikog kapaciteta u strujni krug, karakteristika aparata za zavarivanje takođe se ispostavlja da je strmo opadajuća (slika 3). Početni povećani napon koji stvara kondenzator olakšava paljenje luka. A kada potencijal na elektrodi za zavarivanje padne na U2 transformatora (radna tačka "A"), doći će do procesa stabilnog gorenja luka sa taloženjem metala u zoni zavarivanja.
"Zavarivač" koji je preporučio autor može se sastaviti čak i kod kuće, uzimajući kao osnovu industrijski energetski transformator 220-36 / 42 V (oni se obično koriste u sistemima za sigurno osvjetljenje i napajanje niskonaponske tvorničke opreme). Nakon što se uvjerimo da je primarni namotaj, koji u pravilu sadrži 250 zavoja izolirane žice poprečnog presjeka od 1,5 mm 2, netaknut, provjeravaju se sekundarni. Ako njihovo stanje nije važno, sve (osim radnog mrežnog namotaja) se briše bez žaljenja. A u oslobođenom prostoru namotava se novi sekundarni namotaj (dok se "prozor" ne popuni). Za preporučeni transformator od 1,5 kVA, ovo je 46 zavoja bakrene ili aluminijske sabirnice s poprečnim presjekom od 20 mm 2 s dobrom izolacijom. Štoviše, kabel (ili nekoliko izoliranih jednožilnih žica upletenih u snop) ukupnog poprečnog presjeka od 20 mm 2 sasvim je prikladan kao sabirnica.
IZBOR PRESEKA ELEKTRODA U OVISNOSTI OD SNAGE TRANSFORMATORA
Ispravljački most se može sastaviti od poluvodičkih dioda s radnom strujom od 120-160 A ugradnjom na hladnjake-radijatore 100x100 mm. Najpogodnije je takav most postaviti u isto kućište sa transformatorom i kondenzatorom, donoseći prekidač od 16 ampera, špijunku za signalno svjetlo "Uključeno", kao i "plus" i "minus" terminale na prednji tekstolit panel (slika 4). A za spajanje na držač elektrode i "uzemljenje" koristite segment jednožilnog kabela odgovarajuće dužine s presjekom bakra od 20-25 mm 2. Što se tiče samih elektroda za zavarivanje, njihov promjer ovisi o snazi transformatora koji se koristi.
I dalje. Prilikom ispitivanja preporuča se isključivanjem uređaja (10 minuta nakon zavarivanja) iz mreže provjeriti termičke uslove transformatora, diodnog mosta i kondenzatora. Tek nakon što se uvjerite da je sve u redu, možete nastaviti s radom. Uostalom, pregrijani "zavarivač" je izvor povećane opasnosti!
Od ostalih zahtjeva, vrijedi napomenuti, mislim, da aparat za zavarivanje mora biti opremljen maskom za zaštitu od varnica, rukavicama i gumenom prostirkom. Mjesto na kojem se izvode radovi zavarivanja opremljeno je uzimajući u obzir zahtjeve za sigurnost od požara. Osim toga, potrebno je osigurati da u blizini nema krpa ili drugih zapaljivih materijala, a povezivanje "zavarivača" na mrežu mora se izvesti u skladu s pravilima električne sigurnosti preko snažnog utikača električne ploče na ulaz u zgradu.
V.KONOVALOV, Irkutsk
Dizajner modela 1998 №4
Elektrode istosmjerne i naizmjenične struje se ne razlikuju spolja. No, iz tvornice je već naznačeno za koje su struje predviđene, naime, ovo je elektroda i premaz, polariteti i položaji na kojima se može izvoditi zavarivanje, preporučena struja pri zavarivanju određenih metala. Koje su glavne razlike između AC i DC. U činjenici da se tokom zavarivanja struja dovodi do elektrode ili promjenjivo s nekom frekvencijom, naime, 50 herca ili konstantno. Uzmimo za primjer Uoni elektrode. Dizajnirani su za jednosmernu struju. Ako uzmete i pokušate kuhati s varijablama, onda će se zalijepiti ili će luk hodati ili uopće neće biti stabilnog luka.
Pogledajmo jednosmjernu i naizmjeničnu struju. Počeću sa varijablom jer je to najlakše razumeti.
I budući da naizmjenična struja i konstantna struja rade pri zavarivanju elektrodom. Ja ću crtati jasno.
A sada da vidimo kako naizmjenična struja dolazi do nas kod kuće. Svi znaju da postoji faza i da postoji nula. Nula je kao minus, ali ne baš. U svakom slučaju, pogledajmo AC fazu i kako ona funkcionira. Naizmjenična struja, onda je, pa je nema, pa opet postoji.
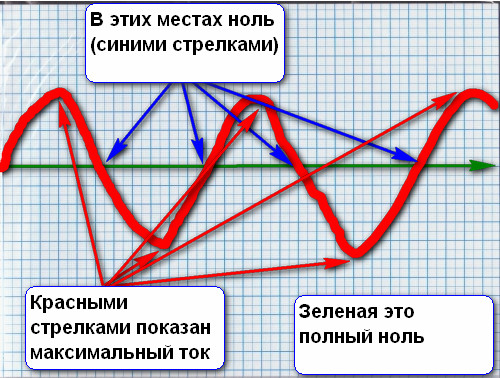
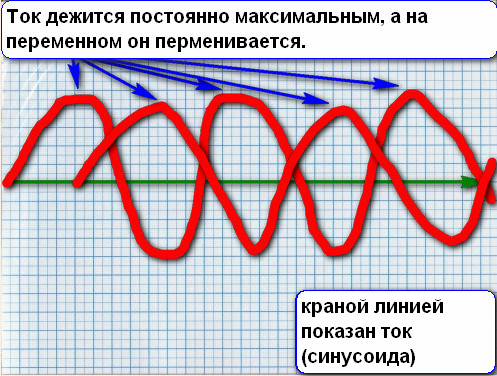
Kao što vidite, naizmjenična struja tada raste u jednom smjeru pa u drugom (crvena linija je prikazana kako raste u jednom smjeru pa u drugom), odnosno struja se mijenja. Zbog toga dolazi do većeg prskanja pri zavarivanju elektrodama naizmjenične struje . Pa, istosmjerna struja je ista kao i naizmjenična struja, samo prolazi kroz ispravljač ( stoga se zove tako jer ispravlja struju koja je na grafu) dobijamo nekoliko naizmeničnih struja koje rade sinhrono i formiraju jednosmernu struju.
Iz ovoga možemo zaključiti da će se zavarivanjem dobiti visokokvalitetno zavarivanje jednosmerna struja. Vjerovatno ne razumiju svi šta je prikazano na grafikonu. Odgovaram na pitanje koja je razlika između DC i AC elektroda. Na primjer, MR-3s elektrode mogu se zavariti i naizmjeničnom i jednosmjernom strujom bilo kojeg polariteta. Ali na primjer, one su samo konstantne i dopuštene samo obrnutim polaritetom. Sam ću reći da uzimamo elektrode za naizmjeničnu struju i kuhamo sa stalnom strujom i ničega se ne bojimo. Mnoge marke elektroda mogu se kuhati sa jednosmjernom strujom, dok je potrebno paziti na varijable. Sad





