Razlike između zavarivanja istosmjernom i naizmjeničnom strujom. Zavarivanje jednosmernom strujom. Zavarivanje i oprema za zavarivanje
Zavarivanje i oprema za zavarivanje
Prednosti mašina za DC zavarivanje prije nego što su njihovi "parnjaci naizmjenične struje" dobro poznati. To uključuje meko paljenje luka, mogućnost spajanja dijelova tankih stijenki, manje prskanja metala i odsustvo područja bez zavarivanja. Ne postoji čak ni dosadan (i, kako se ispostavilo, štetan za ljude) bakalar. A sve zato što nema glavne karakteristike svojstvene aparatima za zavarivanje naizmeničnom strujom - isprekidano gori luk kada sinusoida napona napajanja teče kroz nulu (slika 1).
Upotreba srednjefrekventnog regulatora sa zavarivanjem jednosmerna struja pruža mnoge prednosti u zavarivanju naizmjenična struja, na primjer. Osim pravilnog održavanja, jedan od najvećih troškova povezanih s korištenjem automatiziranih mašina je njihova potreba za snagom. Mašinama je potrebna struja za rad i električni zavarivači nisu izuzetak od ovog pravila.
Šta to znači za zavarivača? Može biti korišteno razne dužine karakteristike lanca i vrha bez utjecaja na vrijeme potrebno za završetak zavara. Ovo obezbeđuje vrhunski nivo strukturalnog integriteta konačnom proizvodu, povećavajući njegovu ukupnu trajnost i životni vek.
Prelazeći s grafikona na stvarne dizajne, također treba napomenuti: u mašinama na izmjeničnu struju, da bi se poboljšalo i olakšalo zavarivanje, koriste se snažni transformatori (magnetsko kolo je napravljeno od posebnog električnog željeza sa strmo opadajućom karakteristikom) i namjerno precijenjen napon u sekundarni namotaj, koji dostiže do 80 V, iako je i za 25-36 V dovoljan da podrži gorenje luka i taloženje metala u zoni zavarivanja.Moramo se pomiriti sa preterano velikom masom i dimenzijama aparata, povećanom potrošnjom energije. Smanjenjem napona transformiranog u sekundarni krug na 36 V, moguće je smanjiti težinu "zavarivača" za 5-6 puta, dovesti njegove dimenzije do veličine prijenosnog TV-a uz poboljšanje ostalih karakteristika performansi.
To čini proizvod sigurnijim za ručni rad jer smanjuje količinu oštrih rubova preostalih nakon zavarivanja. Kod proizvoda koji ne moraju imati neravnine i druge oštre ivice, to može uvelike smanjiti vrijeme potrebno za kuhanje gotovih dijelova, jer će biti manje oštrih predmeta za čišćenje.
Zavarivanje je proces koji se koristi za spajanje metala topljenjem dijelova i korištenjem punila za formiranje spoja. Zavari se mogu izvesti korištenjem različitih izvora energije od plinskog plamena ili električnog luka do lasera ili ultrazvuka. Zavarivanje se ne može obaviti sa svim vrstama metala. Na primjer, nehrđajući čelik je sklon pucanju i savijanju kada se pregrije. Legure su često problem jer je teško tačno znati hemijski sastav metal.
Ali kako zapaliti luk s niskonaponskim namotom?
Rješenje je bilo uvođenje diodnog mosta sa kondenzatorom u sekundarni krug. Kao rezultat toga, izlazni napon moderniziranog "zavarivača" povećan je gotovo 1,5 puta. Mišljenje stručnjaka je potvrđeno u praksi: kada se prekorači 40-voltna DC barijera, luk se lako zapali i stalno gori, omogućavajući zavarivanje čak i tankog metala tijela.
Da bi zavarivač napravio najbolje zavarene spojeve, mora razumjeti šta znače AC i DC na aparatu za zavarivanje kao i na elektrodama. Struja teče na dva načina: naizmjeničnom ili jednosmjernom strujom. Elektricitet ili "struja" nije ništa drugo do kretanje elektrona kroz provodnik, poput žice.
Zavarivanje i oprema za zavarivanje
naizmjenična struja - Najbolji način prijenos električne energije na velike udaljenosti. Svaki električni krug ima negativan i pozitivan pol. Prednja struja teče u jednom smjeru što rezultira konstantnim polaritetom. Ostale razlike između AC struje i DC struje.
Ovo poslednje se, međutim, lako objašnjava. Sa uvođenjem velikog kapaciteta u strujni krug, karakteristika aparata za zavarivanje takođe se ispostavlja da je strmo opadajuća (slika 3). Početni povećani napon koji stvara kondenzator olakšava paljenje luka. A kada potencijal na elektrodi za zavarivanje padne na U2 transformatora (radna tačka "A"), doći će do procesa stabilnog gorenja luka sa taloženjem metala u zoni zavarivanja.
Idealan je za sljedeće vrste zavara. Sigurnosna pravila pri korištenju ovih aparata za zavarivanje. Isparenja od zavarivanja mogu uzrokovati probleme s disanjem zavarivača. Neki problemi su kratkoročni, a drugi mogu biti dugotrajne bolesti kao što je astma. Dimovi od zavarivanja su takođe klasifikovani širom sveta kao mogući karcinogeni.
Lična zaštitna oprema za zavarivače uključuje. Odjeća otporna na vatru, naočale, cipele, rukavice, kapuljača i kaciga za varenje i koža. Sintetička odjeća se nikada ne smije nositi jer se jako topi kada je izložena visoke temperature. Jedinstvena interakcija dvoenergetskog pretvarača s preciznom digitalnom kontrolom procesa zavarivanja osigurava izvrsna svojstva zavarivanja. Standardno sa ugrađenom vodom hlađenom bakljom. 100% radni ciklus za sve jedinice. Brza i precizna kontrola procesa zavarivanja: luk ostaje stabilan u svakom položaju. Ovo osigurava siguran i ravnomjeran prodor uz smanjenje površine izložene toplini. Praktično neizbježne promjene zazora između gorionika za zavarivanje i rastopljenog bazena tokom ručnog zavarivanja praktički nemaju negativan utjecaj na rezultat zavarivanja. Bez obzira na volframovu elektrodu koja se koristi, to rezultira stabilnim lukom brzo i lako i štiti i radni predmet i elektrode. AC luk ostaje tih i stabilan čak i sa kritičnim ili visoko oksidiranim površinama materijala.
- Vuna je najbolji izbor jer je izdržljiva i otporna na vatru.
- Inovativna kontrola paljenja osigurava pouzdano paljenje.
- Veći pritisak luka takođe rezultira većim brzinama zavarivanja.
- Niska i prijatna buka luka znatno ispod zakonskih zahteva.
"Zavarivač" koji preporučuje autor može se montirati čak i kod kuće, na bazi industrijskog energetskog transformatora 220-36 / 42 V (oni se obično koriste u sistemima za sigurno osvjetljenje i napajanje niskonaponske fabričke opreme). Nakon što se uvjerimo da je primarni namotaj, koji u pravilu sadrži 250 zavoja izolirane žice poprečnog presjeka od 1,5 mm 2, netaknut, provjeravaju se sekundarni. Ako njihovo stanje nije važno, sve (osim radnog mrežnog namotaja) se briše bez žaljenja. A u oslobođenom prostoru namotava se novi sekundarni namotaj (dok se "prozor" ne popuni). Za preporučeni transformator od 1,5 kVA, ovo je 46 zavoja bakrene ili aluminijske sabirnice s poprečnim presjekom od 20 mm 2 s dobrom izolacijom. Štoviše, kabel (ili nekoliko izoliranih jednožilnih žica upletenih u snop) ukupnog poprečnog presjeka od 20 mm 2 sasvim je prikladan kao sabirnica.
Ovaj poseban način rada je kombinacija AC i DC zavarivanja. Tokom zavarivanja, kontrola procesora automatski postavlja jednosmernu struju na 0,2 sekunde, a zatim naizmeničnu struju na 0,3 sekunde. Frekvencija se automatski prilagođava intenzitetu struje prilikom zavarivanja naizmeničnom strujom. Rezultat je dug radni vek i optimalna ekonomska efikasnost. Učestalost automatskog odabira, posebno kada se radi s nožnim kontrolerom, ima nepredvidive prednosti. Visoko dinamična digitalna kontrola procesa zavarivanja osigurava izvrsna svojstva zavarivanja s jedinstvenom preciznošću i preciznom ponovljivošću čak i kod topljenja velikih razmjera. Zahvaljujući inteligentnom upravljanju energijom, u kombinaciji s upotrebom inovativnih komponenti, gotovo sva isporučena snaga se pretvara u luk.
- Na primjer, prilikom zavarivanja tankih limova ili brisanja rubova.
- Smanjenjem unosa topline smanjuje se opterećenje elektrode.
- B. u tankim listovima u Kelndendu - zabio.
- Pri većim strujama, opterećenje volframove elektrode se smanjuje.
- Više fleksibilnosti u korištenju mobilnih uređaja.
- Na uređaju se može odabrati polaritet elektrode.
- Dvostruki energetski pretvarač radi na jedinstven način.
IZBOR PRESEKA ELEKTRODA U OVISNOSTI OD SNAGE TRANSFORMATORA
Ispravljački most se može sastaviti od poluvodičkih dioda s radnom strujom od 120-160 A ugradnjom na hladnjake-radijatore 100x100 mm. Najprikladnije je takav most postaviti u isto kućište s transformatorom i kondenzatorom, donoseći na prednju tekstolinsku ploču prekidač od 16 ampera, svjetlosno svjetlo "On", kao i "plus" i "minus" terminali (slika 4). A za spajanje na držač elektrode i "uzemljenje" koristite segment jednožilnog kabela odgovarajuće dužine s presjekom bakra od 20-25 mm 2. Što se tiče samih elektroda za zavarivanje, njihov promjer ovisi o snazi transformatora koji se koristi.
Čim se gorionik dovoljno ohladi, vodeno hlađenje prelazi u stanje pripravnosti. Postrojenje, kontejnerska, mašinska i čelična konstrukcija Izgradnja hemijskih postrojenjaAutomobilska i prehrambena industrija Industrijska konstrukcija i izgradnja cevovodaGrađevinsko gradilište i montaža.
- Ako je potrebno, centrifugalna pumpa se prati.
- Ovo smanjuje potrošnju energije i emisiju buke.
- Uključen je i zaštitni poklopac.
Christian Julius. Radi se o o ispravljanju običnog transformatora opreme za zavarivanje, a zatim ga malo zaglađivanju kako bi se dobila čista istosmjerna struja. Glavna prednost je ravnomjerna struja jer nema prelaska nule gdje je struja uvijek prekinuta na kratko vrijeme što može dovesti do problema kao što je niska struja zavarivanja ili slabo paljenje elektrode. Naravno, postoje i nedostaci jednosmjerne struje: neki materijali se ne mogu zavariti jer formiraju oksidni sloj i stoga se metal šava ne vezuje za materijal elektrode, pa je ovdje potrebna eksplicitna naizmjenična struja ili impulsna istosmjerna struja da uništi oksid. sloj.
I dalje. Prilikom testiranja preporučuje se da isključivanjem uređaja (10 minuta nakon zavarivanja) iz mreže provjerite termičke uvjete transformatora, diodnog mosta i kondenzatora. Tek nakon što se uvjerite da je sve u redu, možete nastaviti s radom. Uostalom, pregrijani "zavarivač" je izvor povećane opasnosti!
Ali Alu je bio i nije izvorni materijal za mene. Zanimljivo je vidjeti i prednost trofazne trofazne struje. Slika 1 prikazuje normalan AC napon kao što možete vidjeti iz utičnice. Slika 2 prikazuje krivulju napona nakon upotrebe diode; Ovdje prolazi samo pozitivni poluval, koji bi tada bio pulsirajući jednosmjerni napon, ali sa gubitkom od 50%. Slika 3 prikazuje krivu napona nakon mosnog ispravljača; Ovdje se dodaje praktički negativan poluval, koji također daje pulsirajući jednosmjerni napon, ali bez gubitka od 50%. Dakle, nešto treba učiniti. Zbog toga je potrebno uskladištiti što više energije tokom pulsa kako bi se ta energija obezbijedila prilikom pada impulsa, kako bi nastao što manji otpad. Dakle, to mora biti uređaj za skladištenje energije koji može pohraniti dovoljno energije da premosti ovaj jaz.
Od ostalih zahtjeva, vrijedi napomenuti, mislim, da aparat za zavarivanje mora biti opremljen maskom za zaštitu od varnica, rukavicama i gumenom prostirkom. Mjesto na kojem se izvode radovi zavarivanja opremljeno je uzimajući u obzir zahtjeve za sigurnost od požara. Osim toga, potrebno je osigurati da u blizini nema krpa ili drugih zapaljivih materijala, a povezivanje "zavarivača" na mrežu mora se izvršiti u skladu s pravilima električne sigurnosti preko snažnog utikača električne ploče na ulaz u zgradu.
Što je frekvencija veća, manji dijelovi mogu pokvariti, što je i prednost inverterske mašine za zavarivanje, koja radi do 200KHz, tako da se zavojnice transformatora, induktori i kondenzatori mogu dizajnirati vrlo malim, što dovodi do velike prednosti u odnosu na transformator za zavarivanje.
Ovdje možete vrlo dobro vidjeti da mali kondenzator brzo izlazi iz soka i da napon opada vrlo rano, a veliki kondenzator održava napon uključen visoki nivo do sledećeg impulsa. Čini se da ovaj nedostatak ne postoji kod gasa, ali daje gasu veći dizajn i veću težinu na skali. Proizvođači često koriste obje komponente i, pored manjeg induktora, koriste niz kondenzatora.
V.KONOVALOV, Irkutsk
Dizajner modela 1998 №4
Elektrode istosmjerne i naizmjenične struje se ne razlikuju spolja. No, iz tvornice je već naznačeno za koje struje su dizajnirani, naime, ovo je elektroda i premaz, polariteti i položaji na kojima se može izvoditi zavarivanje, preporučena struja pri zavarivanju određenih metala. Koje su glavne razlike između AC i DC. U činjenici da se tokom zavarivanja struja dovodi do elektrode ili promjenjivo s nekom frekvencijom, naime, 50 herca ili konstantno. Uzmimo za primjer Uoni elektrode. Dizajnirani su za jednosmernu struju. Ako uzmete i pokušate kuhati s varijablama, onda će se zalijepiti ili će luk hodati ili uopće neće biti stabilnog luka.
Može li itko paralelno prebacivati više triaka? Ovo je trebalo proći barem za digitalno kontrolirane trijake. Za ovu svrhu prikladna je trioda zapaljena optičkim trijakom. Ovo je dostupno kao gotova komponenta i naziva se solid state relej. Svako kome je potrebna šema za izgradnju solid state releja može mi poslati e-mail.
Fazna kontrola - suzbijanje radio smetnji. Tako će izgledati kao da će se zadržati, samo će smanjiti snagu potrošača. Takođe bi bilo moguće imati prekidač nulte tačke da izostavi pojedinačne talase, ali bi to dodatno smanjilo frekvenciju i izglađivanje bi opet zahtevalo velike komponente kako bi se minimiziralo potrebno vreme.
Pogledajmo jednosmjernu i naizmjeničnu struju. Počeću sa varijablom jer je to najlakše razumeti.
I budući da naizmjenična struja i konstantna struja rade pri zavarivanju elektrodom. Ja ću crtati jasno.
A sada da vidimo kako naizmjenična struja dolazi do nas kod kuće. Svi znaju da postoji faza i da postoji nula. Nula je kao minus, ali ne baš. U svakom slučaju, pogledajmo AC fazu i kako ona funkcionira. Naizmjenična struja, onda je, pa je nema, pa opet postoji.
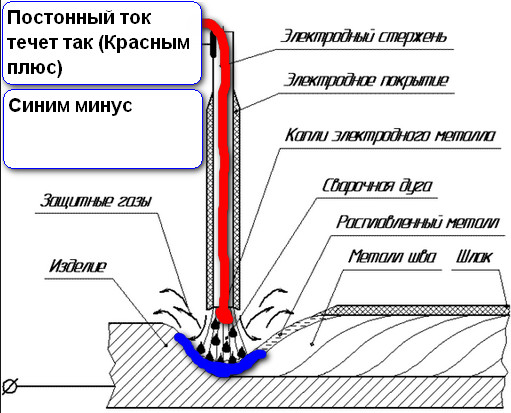
Na dobroj ploči - faktor snage iz kojeg možete izračunati. Alternativno, možete mjeriti i osciloskopom: jedan kanal za napon i jedan za struju. Međutim, može se dobiti. Obloženo lučno zavarivanje je proces u kojem se metal topi toplinom koju stvara električni luk postavljen između kraja obložene elektrode i osnovnog metala spoja koji se zavari.
Materijal naslaga se dobija spajanjem elektrode u obliku malih kapi. Zaštita je obezbeđena razgradnjom premaza u obliku gasova i u obliku tečne šljake, koja pluta na fuzijskom kupatilu i potom se stvrdnjava. Obloženo lučno zavarivanje je jedno od najčešćih efikasne načine zbog velike fleksibilnosti i mogućnosti upotrebe.
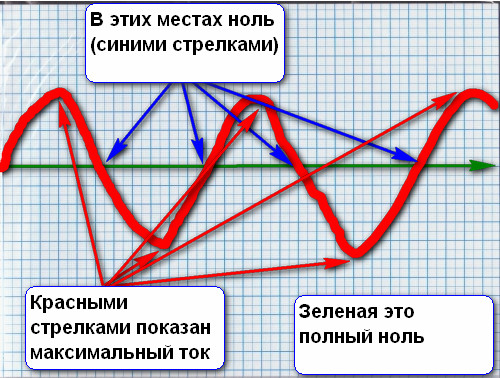
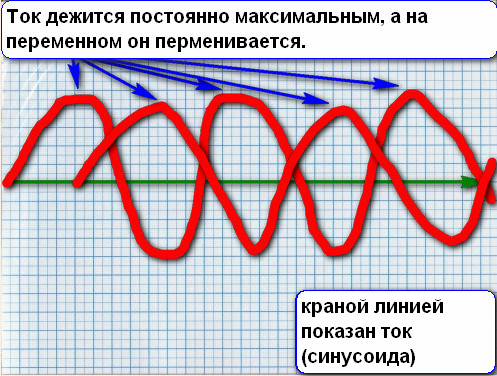
Kao što vidite, naizmjenična struja tada raste u jednom smjeru pa u drugom (crvena linija je prikazana kako raste u jednom smjeru pa u drugom), odnosno struja se mijenja. Zbog toga dolazi do većeg prskanja pri zavarivanju elektrodama naizmjenične struje . Pa, istosmjerna struja je ista kao i naizmjenična struja, samo prolazi kroz ispravljač ( stoga se zove tako jer ispravlja struju koja je na grafu) dobijamo nekoliko naizmeničnih struja koje rade sinhrono i formiraju jednosmernu struju.
Iz ovoga možemo zaključiti da će se kvalitetno zavarivanje dobiti pri zavarivanju jednosmjernom strujom. Vjerovatno ne razumiju svi šta je prikazano na grafikonu. Odgovaram na pitanje koja je razlika između DC i AC elektroda. Na primjer, MR-3s elektrode mogu se zavariti i naizmjeničnom i jednosmjernom strujom bilo kojeg polariteta. Ali na primjer, one su samo konstantne i dopuštene samo obrnutim polaritetom. Sam ću reći da uzimamo elektrode za naizmjeničnu struju i kuhamo sa stalnom strujom i ničega se ne bojimo. Mnoge marke elektroda mogu se kuhati sa jednosmjernom strujom, dok je potrebno paziti na varijable. Sad





