Mokume gane tehnologija u modernom nakitu
Izlaz kolekcije:
MOKUME GANE TEHNOLOGIJA U MODERNOM NAKITU
Baranova Olga Konstantinovna
Podnosilac prijave stepen Kandidat nauka, asistent Katedre za tehnologiju umjetničke obrade materijala i umjetnosti nakita Sankt Peterburga državni univerzitet tehnologija i dizajn, Ruska Federacija, Sankt Peterburg
Čalova Ekaterina Igorevna
postdiplomski student, asistent na katedri za tehnologiju umjetničke obrade materijala i umjetnosti nakita, St. Petersburg State University of Technology and Design, RF, St.
Baranova Aleksandra Ivanovna
nastavnik Kamčatskog industrijskog koledža, RF, Viljučinsk
UPOTREBA MOKUME GANE U MODERNOM NAKITU
Olga Baranova
kandidat za zvanje kandidata nauka, asistent na katedri za umjetničku proizvodnju materijala i nakita na Sankt Peterburškom univerzitetu tehnologije i dizajna, Rusija, Sankt Peterburg
Ekaterina Chalova
postdiplomski, asistent na katedri za umjetničku proizvodnju materijala i nakita na Sankt Peterburškom univerzitetu za tehnologiju i dizajn, Rusija, Sankt Peterburg
Aleksandra Baranova
profesor 1. kategorije na Kamčatskom industrijskom koledžu, Rusija, Vilučinsk
ANOTATION
Analiza drevne metode obrade metala - tradicionalne japanske tehnike "mokume gane", poznate još od 17. stoljeća, načini njenog razvoja u ovom periodu, pojava novih proizvodnih tehnologija, kao i savjeti o praktičnoj proizvodnji nakit ovom tehnikom.
SAŽETAK
Analiza drevne metode obrade metala – tradicionalne japanske tehnike „Mokume Gane“, poznate od 17. veka, njenog razvoja kroz period, novih tehnologija izrade, i dati saveti za praktičnu izradu nakita u ovoj tehnici.
Ključne riječi: proizvodnja nakita; dizajn; tehnologije izrade nakita; tradicionalna umjetnost Japana; mokume gane.
ključne riječi: proizvodnja nakita; dizajn, tehnologija izrade nakita; tradicionalna japanska umjetnost Mokume Gane.
AT nakit ljudi ne cijene samo ljepotu, već i jedinstvenost. Sam nakit može biti i dekorativni (za nosioca) i oblik samoizražavanja (za proizvođača), zbog čega se neki od njih smatraju umjetničkim djelima. Nakit izrađen u japanskoj tradicionalnoj tehnici mokume gane sa sigurnošću se može pripisati ovoj kategoriji, jer je svaki od njih samostalno, jedinstveno minijaturno remek djelo koje ima i estetsku i materijalnu vrijednost.
“Postoji mnogo različitih tehnika koje se praktikuju u nakitu. Neki od njih su se pojavili sasvim nedavno, drugi su povezani s drevnim tradicijama koje se prenose s generacije na generaciju. Mokume gane je tradicionalna, cenjena tehnika koja je ogrezla u istoriji, udahnula je novi život modernoj tehnologiji.
"Sa japanskog, izraz "mokume gane" može se prevesti kao "metal koji izgleda kao drvo"". Ovo je drevna metoda obrade metala koju je u 17. vijeku izumio majstor Denbei Shoami, kojom je ukrasio drške samurajskih mačeva (slika 1). Samuraji su zauzimali visok položaj u društvu srednjovjekovnog Japana, ali nije svaki od njih mogao priuštiti takav luksuz. Izuzetno ukrašena ručka služila je kao simbol visokog statusa i bogatstva vlasnika.
Slika 1. Oštrice katane rađene tehnikom mokume gane
Princip na kojem se zasniva Mokumegane isti je kao i u proizvodnji samurajskih mačeva. Nekoliko ploča od plemenitih metala, koje uključuju tradicionalne japanske legure (na primjer, Shakudo - legura na bazi 96% bakra i 4% čistog zlata) zavarene su zajedno u difuziji na visoke temperature. Dubina interpenetracije Mokume metala je oko 0,025 mm, a rast novih kristala u ovoj zoni drži ploče zajedno. Nakon spajanja ploča, one se obrađuju i teksturiraju na takav način da su male površine površine svakog sloja izložene.
Složenost tehnologije leži u činjenici da su različiti, ponekad praktično nekompatibilni metali međusobno povezani u bizarne i vrlo lijepe uzorke koji se nikada ne ponavljaju.
Kao rezultat obrade tehnikom mokume gane, metal dobiva slojevit uzorak, koji po teksturi podsjeća na godove drveća ili koru. "Ovi jedinstveni uzorci su neka vrsta proslave prirodne ljepote drveta, oličene u hladnom, moćnom metalu." AT savremeni svet samurajski mačevi su popularni samo kod kolekcionara, a status samuraja nema takav od velikog značaja, ali, ipak, Mokume Gane je dobio ovo široku upotrebu i obožavanje, koje je oličeno u umjetnosti i finom nakitu.
Tradicionalna tehnika mokume ganea bila je spajanje nekoliko listova različitih metala topljenjem. Savremeni majstori i nove tehnologije unele su neke promene u proces, ali suština procesa ostaje nepromenjena.
Do danas postoje dvije glavne metode za pravljenje Mokume ganea: metoda fuzije u peći i proizvodnja pomoću lema.
Prva metoda se sastoji u sastavljanju integralnog sastava od dva ili više različitih metala, koji su slojevito naslagani jedan na drugi, stvarajući homogenu leguru pod uvjetima toplinske obrade. U tradiciji japanske tehnologije, takva legura je postignuta difuzijskim zavarivanjem u kovačnicama uglja.
Trenutno su poznate različite kombinacije metala pogodnih za ovu tehniku: žuto, ružičasto i belo zlato, nikl, paladijum, platina, titanijum, cirkonijum, bronza i mesing.
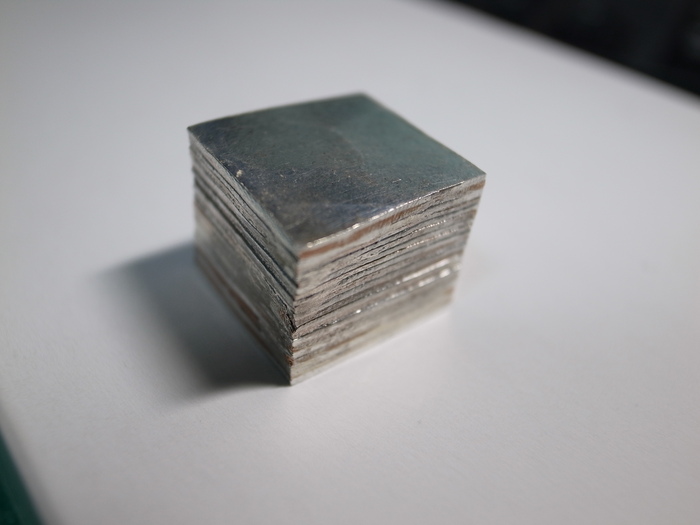
Suština metode mokume gane je da se listovi različitih metala za nakit presavijaju u slojeve naizmjenično u boji (slika 2). Broj slojeva dostiže nekoliko desetina. Zatim se radni komad zagrijava na visokoj temperaturi tako da metali počinju sinterirati zajedno. Difuzija metala se dešava u čvrstoj fazi. Najvažnije i najteže je čvrsto povezati različite metale i istovremeno ne prekoračiti temperaturu topljenja kako bi se sačuvali pojedinačni slojevi.
. 
Slika 2. Ravni blankovi prije uvijanja slojeva
Zatim se naučeni radni komad presuje, kuje, uvija tako da ravni slojevi postaju vijugavi. Zagrijan za ublažavanje unutrašnjeg stresa. I toliko puta. Ponekad se mnoga pravilna udubljenja urezuju u metal kroz nekoliko kontrastnih slojeva kako bi se otkrio dizajn. Zatim se ponovo podvrgava kovanju kako bi radni komad bio ravan. Proces je dug i komplikovan. Priroda i zanimljivost šare zavise od iskustva majstora (slika 3).

Slika 3. Legura u tehnici "Mokume Gane"
Razmotrimo detaljnije drugi način proizvodnje, koji ne zahtijeva složenu i skupu opremu.
Izrada Mokumea pomoću lemljenja se također može podijeliti na dvije metode: lemljenje žice i lemljenje ploča. Ako se način proizvodnje žice može smatrati jednostavnim, budući da žica ima malu površinu kontakta, što ne stvara posebne probleme pri lemljenju, onda je kod lemljenja ravnih površina ploča sve složenije. Razmotrimo posljednju metodu detaljnije:
1. Prvo, treba odabrati metale za lemljenje prema njihovoj kompatibilnosti u pogledu savitljivosti i sposobnosti lemljenja srebrnim lemom. Obično je to bakar, legure bakra, srebro i zlato.
2. Izrežite odabrane metale na dvije jednake trake širine ne veće od 25 mm. Dužina trake nije problem, ali za male predmete prikladne su praznine dužine 50-100 mm. Debljina radnog komada mora biti najmanje 1,5 mm, inače će se ploče lako deformirati tijekom lemljenja, što će uvelike utjecati na kvalitetu lemljenih površina. Pokušajte koristiti što deblji metal kako biste smanjili površinu za lemljenje. Ali u isto vrijeme, ne zaboravite na ograničenje udaljenosti između osovina na valjcima, koji se tek trebaju koristiti. U većini slučajeva varira od 3 do 6 mm. Stoga bi radni komad trebao biti ravna uska traka.
3. Savršeno poravnajte površine ploča tako da razmak između njih bude minimalan. Izbrusiti tako da na njihovoj površini nema mrlja od oksida. Zatim zakosite dužu stranu, koja će služiti kao žljeb između ploča za precizan protok lemljenja. Također je važno i poliranje površina koje se spajaju, jer se lem mnogo bolje širi po uglačanoj površini.
4. Spojite ploče tako da se zakošene strane ukošenih poklapaju. Zavežite oba otvora relativno debelom žicom (bindra) tako da postoji jednaka udaljenost između zavoja žice. Važno je ostaviti petlje od 6 mm na vrhu. Oni će pomoći da se radni komad drži pod kutom prilikom lemljenja. Žica mora biti dobro zategnuta kako bi sigurno držala metal.
5. Umočite u gustu otopinu boraksa ili koristite kremasti boraks. Koristite srebrni lem visokog topljenja tokom cijelog procesa. Ovo će sniziti temperaturu lema koji se koristi u budućnosti. Lem se poželjno koristi u obliku žice.
6. Prethodno zagrijte blok velikim plamenom na gramofonu dok ne zasjaj tamno crveno. U ovom trenutku, smanjite plamen i koncentrirajte ga u centru metala koji se spaja. Kada se postigne željena temperatura, počnite unositi lem između ploča pomoću V-ureza. Ne sažaljevajte se za lemljenje. Zatim okrenite postolje, zagrijte sa stražnje strane i rastegnite po cijeloj širini ploča. Zapamtite pravilo: lem teče tamo gdje je temperatura viša. Stoga, pri opskrbi lemom s jedne strane, potrebno ga je zagrijavati s suprotne strane dok se lem ne pojavi između ploča. Uvjerite se da su ploče potpuno zalemljene s kontinuiranim šavom lema koji strši po cijelom perimetru.
7. Polako ohladite, uklonite žicu i izbjelite. Ako ploče nisu potpuno zalemljene, nakon izbjeljivanja, isperite u ultrazvučnoj kupki, isperite u vodi i osušite. Lagano umotajte u valjke tako da ploče čvrsto priliježu. Zatim ponovo premazati fluksom i zagrijati ploče na potrebnu temperaturu dok se lem potpuno ne osuši.
8. Poravnajte radni komad, izbrusite. Po želji, treći metal se može dodati ponavljanjem prethodnog postupka. Dobivenu ploču zarolajte po dužini dok se ne udvostruči. Prepolovite i ponovo zalemite dvije polovine, udvostručujući broj slojeva.
Ovaj proces se može nastaviti bilo koji broj puta. Ali s povećanjem broja slojeva, gube se fizička svojstva metal: metal postaje tvrd i lomljiv, a prekomjeran broj slojeva može dovesti do gubitka željenog dekorativnog izgleda. Nakon što se akumulira potreban broj slojeva, poželjno je zalemiti debelu metalnu podlogu na lemljene ploče. Da biste dobili željeni oblik i debljinu, dobiveni radni komad treba valjati u potrebnim smjerovima, izrezati i lemiti od njega potrebne dijelove. Zatim žarite i kujete metal iznutra, čime se dobije reljefna površina. Rezultirajući reljef s vanjske strane se izoštrava turpijom i brusnim papirom. Nakon brušenja, metal se polira i dorađuje, "a pravi završni sloj će pokazati uzorak i teksturu metala, kao i pravu boju upotrijebljenih legura." Savremeni nakit izrađen tehnikom mokume gane prikazan je na slici 4.

Slika 4. Nakit rađen tehnikom mokume gane
Nakit kreiran tehnikom mokume gane kombinuje duh srednjovekovnog Japana, prirodnu lepotu drvenih šara, hladnu moć metala i savremena dela art.
Bibliografija:
1. Mokume-gane // Internet magazin "Dekorata.ru". - 2010 - Br. 1 [Elektronski izvor] - Način pristupa. - URL: http://dekorata.ru/NN/01/mokume-gane.html (pristup 17.02.2014).
2. Ponomareva K.S., Zhukova L.T., Upotreba teksture pri izradi predmeta od ukrasnog i ukrasnog kamena, Dizajn. Materijali. Tehnologija. - 2014. - Br. 4(34) Sankt Peterburg: SPGUTD - 220 str.
3. Richard Fuller, Ron Gregory, Japanski mačevi. Enciklopedija rudnog oružja, AST, Astrel, Harvest, 2010 - 288 str.
4. Robert Coogan, James Bignon, Steve Midgett, Mokume Gane. Full Review , Dedal-Press, 2005 - 160 str
Mokume Gane je japanska tehnika za rad sa metalima. Ako pokušamo doslovno prevesti njegovo ime, dobićemo sljedeći skup riječi: "mo" - drvo, "kume" - tekstura, "gane" - metal. Njegova suština je u dobivanju kompozitnog proizvoda koji se sastoji od nekoliko različitih metala, koji na svojoj površini formiraju ukrasni uzorak koji po teksturi podsjeća na drvo.
Istorija rađanja tehnologije
Tehnika mokume gane pojavila se krajem 17. vijeka zahvaljujući samurajskom proizvođaču mačeva Denbei Shaomi. Vjeruje se da je ideja o povezivanju različitih metala rezultat orijentalnog ekonomskog pristupa proizvodnji. Zbog nedostatka plemenitih metala, pokušali su pronaći dostojnu zamjenu koja ne bi umanjila plemenitost samurajskog mača.
Na ovaj ili onaj način, Shaomi je prenio razvijenu tehnologiju brojnim studentima koji su je kontinuirano dopunjavali i unapređivali. S vremenom se Mokume počeo koristiti ne samo za ukrašavanje oružja, već i za proizvodnju predmeta za domaćinstvo: vaze, posuđe, nakit.
Suština mokume gane tehnike
Prvi proizvodi su napravljeni od legure shakudo (shakudo), koji se sastoji od 90–96% bakra i 4–10% zlata, ali su se tada počeli koristiti i drugi metali: platina, paladijum, srebro, nikal, cirkonijum, titanijum i bronza.

Prva faza mokume gane metode je dobivanje višeslojnog obratka od metala koji se razlikuju po boji i duktilnosti. Osim toga, za stvaranje kontrastnog ukrasa, vrijedi uzeti u obzir da u procesu grijanja i hemijske reakcije materijali mogu mijenjati svoje nijanse. Dragocjeni listovi različitih debljina temeljito se čiste od prašine, oksidnih i masnih filmova i slažu jedan na drugi u datom redoslijedu, broj slojeva može doseći nekoliko desetina. Zatim se listovi stavljaju u peć, gdje se pod utjecajem određene temperature odvija proces difuzije metala u čvrstoj fazi.
Posebno je važno da stupanj zagrijavanja bude upravo takav da se listovi počnu spajati, ali ne prelaze u tečnu fazu, formirajući jedan radni komad s jasno definiranim granicama između slojeva. Poteškoća leži u činjenici da svaki metal ima svoju tačku topljenja, a ponekad majstori uspijevaju postići najnevjerovatnije kombinacije.
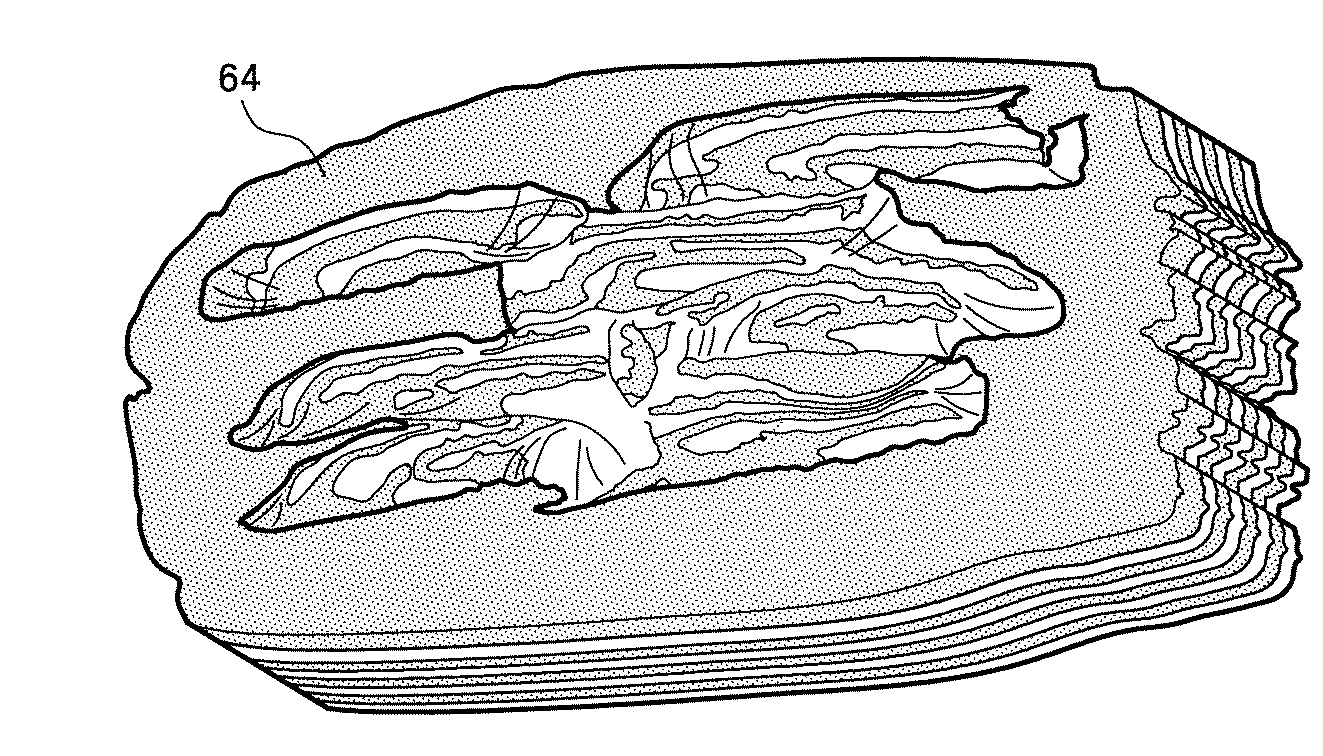
Primjer izrade burmi tehnikom mokume gane.
Dobiveni komad metala se više puta presuje, seče, kova, kuje, uvija poput tijesta tako da su unutrašnji slojevi na površini, a ravni rubovi leže u novom zamršenom uzorku. Svaki kreirani uzorak je jedinstven, čak ni precizno ponavljanje svih tehnoloških koraka sa istim materijalima ne dozvoljava vam da dobijete par identičnih proizvoda.
Moderne tendencije
Više od dva stoljeća, tehnika mokume gane ostala je nepoznata izvan Japana. Samo u kasno XIX stoljeća počeli su se izvoziti neobični proizvodi evropske zemlje. Zapadni majstori su utrošili mnogo vremena i truda da razotkriju misteriju orijentalnog metalnog drveta. Zbog složenosti tehnologije, visokokvalitetni proizvodi su i danas vrlo rijetki. Unatoč savremenim dostignućima proizvodnje nakita i dostupnosti tehnološke opreme, u svijetu jedva da postoji stotinjak istinski kvalificiranih zanatlija koji rade u ovom smjeru.

Danas se nakit izrađen tehnikom mokume gane smatra ekskluzivnim nakitom i ima odgovarajuću vrijednost. Pored jedinstvenosti svakog artikla i mukotrpnosti procesa njegove proizvodnje, dodatni faktor troškova je i velika količina nepovratnog otpada, budući da se plemeniti metali koji se koriste nakon difuznog zavarivanja ne mogu dalje prerađivati.
MO - DRVO.
KUME - TEKSTURA.
GANE - METAL.
Da biste razumjeli razliku između tradicionalnog procesa laminacije mokumeom i metode izrade mokumea u električnoj pećnici, potrebno je imati određeno znanje o tome kako proces laminiranja funkcionira. U svakoj metodi, metalne ploče koje treba laminirati se čiste, slažu i stežu između dvije čelične ploče.
U tradicionalnom procesu, prikupljeni briket se stavlja u peć ili ložište koje koristi drveni ugalj, ugalj ili plin (kao u Steveovoj mini pećnici) kao gorivo. Tamo se zagrijava dok metal na površini ne zablista ili zaiskri. Briket se zatim vadi iz peći i eventualno podvrgava brzom kovanju kako bi se vezivni sloj stvrdnuo. Ključ za fuziju slojeva je pojava "iskre". Ako briket ostane u rerni predugo nakon što se sjaji, laminat će se najverovatnije pregrejati, ostavljajući vam lokvicu mokume. Dakle, briket morate pratiti sokolovim okom kako biste reagovali u pravom trenutku. Imajte na umu da je izgled sjaja vrlo zanimljiva stvar: metal sija kao da je otopljen, ali je i dalje čvrst! Činjenica je da se samo mala količina metala u briketu topi, a to je ono što povezuje slojeve metala. A sada: kako se briket ne pretvori u lokvicu u prisustvu rastopljenog metala u njemu? Da bismo ovo razumjeli, neophodna je kratka digresija u metalurgiju.

Čisti metal, poput čistog srebra ili zlata 999 (24K), topi se na dobro definiranoj temperaturi, koju obično nazivamo tačkom topljenja. U metalurškom smislu, temperatura na kojoj metal postaje tečan naziva se likvidus tačka, a temperatura na kojoj se skrući pri hlađenju naziva se solidus tačka. Ako se čisti metal zagreje do temperature likvidusa od minus 1 stepen, on je i dalje čvrst; kada se zagreje iznad likvidus tačke, postaje tečno. Suprotno tome, kada se metal ohladi na temperaturu malo iznad tačke solidusa, i dalje je tečan, kada se ohladi do tačke solidusa ponovo postaje čvrst.
U mnogim legurama pojedinačni metali su kombinovani na način da sva zrna imaju isti sastav. Na primjer, ako izradite leguru od 60% srebra i 40% zlata, svako zrno u leguri će biti 60% srebra i 40% zlata. U metalurškom smislu, to je homogena čvrsta otopina. Zlato i srebro su međusobno rastvorljivi i u bilo kom odnosu formiraće homogenu čvrstu otopinu. Homogeni čvrsti rastvor se ponaša kao čisti metal, što znači da njegove solidus i likvidus tačke imaju istu temperaturnu vrednost.
Srebro i bakar, međutim, imaju sasvim drugu priču. U leguri bakra i srebra, interval između tačaka solidusa i likvidusa može se mjeriti u desetinama i stotinama stepeni. Na primjer, srebro od sterlinga postaje sjajno i počinje da se topi na 778°C, ali tek na 892°C ne dostiže svoju likvidnu tačku. Kada se ohladi od tečno stanje neće se stvrdnuti sve dok ne dostigne temperaturu od 778°C. Ovakvo ponašanje metala je posljedica činjenice da su u srebru pojedinačni elementi neravnomjerno raspoređeni. Neka zrna u leguri mogu imati sastav od 94% Ag (srebro) i 6% Cu (bakar), neka 94% Cu i 6% Ag, a sva preostala -72% Cu i 28% Ag.
Likvidusna tačka zrna 72Cu/28Ag je 778°C, likvidusna tačka zrna 94Cu/6Ag je blizu tačke topljenja čistog bakra, a zrna 6Cu/94Ag se kuvaju na temperaturi nešto iznad 892°C. Kada se legura zagrije iznad 778°C, zrna 72Cu/28Ag će se istopiti, ali zrna 94Cu/6Ag i 6Cu/94Ag će i dalje biti u čvrstom stanju. Legura će zadržati svoj oblik, ali će se sastojati od tekućine sadržane u čvrstoj kristalnoj matrici. U metalurškom smislu, na istoj temperaturi imate i tečnu i čvrstu fazu. Koliko je tečno ili čvrsto zavisi od temperature. Kako temperatura legure raste, srebro otapa sve više i više bakra, a tvrda zrna se rastvaraju. Čim temperatura dostigne 892°C, sva zrna će preći u tečnu fazu.

Sada možemo pričati o tome šta se dešava sa mokume briketom kada se zagreje do tačke kada površina počne da sija. Na ovoj temperaturi, legura sadrži zrna koja su dostigla temperaturu likvidusa i rastopila se. Ako su uvjeti ispunjeni (očišćena metalna površina, bez oksida), tada će početi teći ili vlažiti površine svih ploča. Kada se topljiva zrna tope, počinju da istječu iz kristalnog matriksa i pokrivaju sve veću površinu. Na njih djeluje kapilarno privlačenje i popunjavaju praznine između ploča i pokrivaju sve izložene površine na isti način na koji se srebrni lem ponaša na vrlo čistoj površini metala. Za sobom ostavljaju poroznu matricu sa više vatrostalnih zrna. Ovo porozno područje je vrlo slaba točka u laminatu. Da biste to popravili, briket je potrebno lagano udariti čekićem kako bi se ovo područje stisnulo čim se izvadi iz pećnice. Ovo pomaže da se poroznom području dobije gušća i jača struktura. Ako se to ne učini, tada će porozna oblast biti potencijalno žarište za raslojavanje tokom naknadne obrade.
U tradicionalnim metodama fuzije, određivanje pravog trenutka za uklanjanje briketa iz peći ili kovačnice zahtijeva određenu vještinu i iskustvo. Sa nekim kombinacijama metala je lako raditi, dijelom zbog širokog raspona između solidus i likvidus temperatura jednog ili više metala u briketu. U leguri sa širokim rasponom topljenja, faza niske temperature će se otopiti i teći, stvarajući "sjaj", ali će metalne ploče i dalje zadržati čvrstu strukturu neotopljenih faza visokog topljenja. Ako je raspon topljenja uzak, onda kada vidite svjetlucanje, cijela se legura gotovo otopila. Također je vrlo teško spojiti višeslojne brikete jer je teško održati ravnomjerno zagrijavanje cijelog briketa. Spoljne ivice se mogu zagrejati na odgovarajuću temperaturu dok su unutrašnje oblasti još uvek hladne za spajanje. U drevnom Japanu nije bilo izbora; radili biste u peći na ugalj i samo bi savladali sve poteškoće ove tehnike.
Danas vam električne peći s kontroliranom temperaturom omogućuju potpunu kontrolu vremena i temperature procesa fuzije. Kontrolom ova dva parametra možete povećati stopu uspješnosti i raditi s velikim objektima.
Postoji velika razlika između tradicionalnog laminiranja i spajanja električnih pećnica. Metal se nikada ne zagrijava na likvidnu temperaturu bilo koje njegove sastavne faze bilo kojeg od upotrijebljenih metala. Umjesto toga, metal se zagrijava na temperaturu blizu likvidus temperature i drži na toj temperaturi nekoliko sati. Sada kada imate instrument koji omogućava preciznu kontrolu, kako odabrati pravu temperaturu? Da bismo to izračunali, moramo nastaviti da govorimo o metalurgiji.
U metalurškom smislu, temperatura žarenja je također poznata kao temperatura rekristalizacije. Jedan od procesa koji se dešava metalu kada se zagreje na ovu temperaturu je oslobađanje od naprezanja koje se razvija tokom hladne obrade, kao što je kovanje, valjanje ili izvlačenje. Takođe nas zanima još jedan aspekt ovog fenomena. Kada se čisti metal ili legura zagrije na ovu temperaturu, kristali ponovo počinju rasti u njemu. Ako se dvije ili više čistih metalnih ploča bez oksida stave u bliski kontakt jedna s drugom i temperatura se podigne na malo iznad točke rekristalizacije za korištene metale, tada će kristali rasti preko granice njihovog kontakta. Atomi svakog metala će se kretati difuzijom s jednog metala na drugi. U procesu kretanja, ovi atomi će se sastaviti u uređene strukture, koje su određene relativnom veličinom atoma i brojem svake vrste atoma. Uređene strukture atoma nazivaju se zrnima. Ako se briket drži na ovoj temperaturi dovoljno dugo, pretvoriće se u homogenu leguru svih metala u briketu (za to je potrebno dosta vremena). Tipično, područje difuzije u mokumu je mnogo manje od 0,025 mm. Sastav zrna u području difuzije mijenja se ovisno o tome koliko se brzo atomi svakog metala kreću u odnosu na atome drugih metala. To je rast novih kristala na mjestu kontakta metalnih ploča koje formiraju povezni sloj koji ih povezuje.

Da biste odredili potrebnu temperaturu za laminiranje, morate znati neku posebnu dnevnu temperaturu legure najnižeg topljenja od svih kombinacija metala koje su u kontaktu s površinama. To ne znači najnižu tačku topljenja metalne ploče u briketu. Uzmimo lame kao primjer, „narod bakra i čistog srebra. Znamo da se bakar topi na 1083°C, a čisto srebro na 960°C; ali ako svoju peć postavite na 926°C, kad se vratite naći ćete lokvicu rastopljenog metala. Treba razumjeti da se legura može topiti na nižoj temperaturi od tačke topljenja bilo kojeg od njenih sastavnih metala. U slučaju srebra i bakra, legura sa najnižom tačkom topljenja je 28% srebra i 72% bakra; topi se na 778°C. Ova legura se naziva eutektičkom. On je taj koji je najtopljivija legura bakra i srebra i ponaša se kao čisti metal. Odnosno, to ide od čvrsto stanje, u tečnost bez međufaze topljenja. Određeni molekuli bakra i srebra će formirati upravo takvu leguru koja će se istopiti ako ove metale dovedete u bliski kontakt i zagrejete na 778°C. Metalurzi imaju mnogo dijagrama koji pokazuju tačke topljenja kombinacija dva ili više elemenata, koji se nazivaju fazni dijagrami. Ispod je ternarni (tri elementa) fazni dijagram za zlato, srebro i bakar.
Fazni dijagrami za sve kombinacije metala mogu se naći u priručniku za metalurge. Mogu se naći i na internetu. Fazni dijagram je najprecizniji način za određivanje temperature za laminaciju. Gledajući tačke topljenja većine poznatih legura, možete napraviti pretpostavku koja neće biti daleko od istine. Na primjer, ako su vam potrebne tačke topljenja legura zlata, srebra i bakra, vidjet ćete na trofaznom dijagramu da je minimalna tačka topljenja 778°C. Stoga možete biti sigurni da se bilo koja kombinacija zlata, srebra i bakra u leguri neće otopiti ispod 778°C. Stoga, ako podesite temperaturu pećnice na 760°C, otkrit ćete da se legure zlata/srebra i bakra uspješno laminiraju bez topljenja. Obično postavljam temperaturu na 15-30°C ispod temperature solidusa, u slučaju da se peć neravnomjerno zagrije, ili da postoje vruće tačke koje mogu dovesti do lokalnog topljenja.
Oprema.
Većina opreme potrebne za pravljenje mokumea u električnoj peći već je dostupna u dobro opremljenoj zlatari, ali možda nećete imati nešto od navedenog.
Jeftina pećnica sa senzorom temperature, pogodna za mokume.
Peći:
Prvo što vam treba je električna pećnica s termostatom koji će vam omogućiti da postavite i održavate točnu temperaturu. Takve peći mogu držati temperaturu do jednog stepena Celzijusa. Plinske peći se obično ne koriste jer se ne mogu lako ili jeftino podesiti da bi održale preciznu temperaturu.
Postoje tri glavna dijela u digitalnom sistemu kontrole temperature. Prvi je sam termostat. To je posebna vrsta mikroprocesora koji koristi senzor za očitavanje temperature unutar pećnice i šalje signal elektronskom prekidaču koji uključuje ili isključuje grijaće elemente pećnice kako bi održao željenu temperaturu. Termopar tipa K je najčešće korišten senzor. On je sa u velikoj mjeri Pouzdanost, može mjeriti temperature od sobne temperature do nešto iznad 1100°C. Prekidač može biti relej ili poluvodič koji se koristi za uključivanje i isključivanje grijaćih elemenata. Sve ovo možete dobiti za manje od 300 dolara. Također je moguće modificirati postojeću električnu pećnicu ugradnjom termostata na nju. Izmjenu ne smijete vršiti sami ako niste upoznati sa sigurnosnim pravilima za ugradnju električnih uređaja. To bi trebao obaviti profesionalni električar.
ventilator:
Koristim ga za sušenje metala nakon čišćenja. Važno je brzo osušiti mokri metal kako ne bi imao vremena da oksidira kada je u kontaktu s vodom. Koristim jeftin kućni usisivač, ali isključivo u tu svrhu. Navlaka je pričvršćena na izlaz usisivača i služi za isporuku struje čistog, hladnog zraka pod visokim pritiskom. Možete koristiti i fen tako što ćete isključiti grijanje. Ako se zrak dovodi vruć, to će ubrzati proces oksidacije, tako da to nije potrebno. Kompresorski zrak se ne smije koristiti jer će sadržavati male količine vode i ulja i kontaminirati metal.
Materijali.
plavac:
Plovac ili prašak za domaćinstvo za čišćenje površina od bakra ili nerđajućeg čelika, kao što je Clean King, koristi se za čišćenje metalnih ploča prije polaganja u briket.
Granulirana frakcija drvenog uglja 4-12 mesh.
Ova vrsta ugljena se koristi u filterima za akvarije, koje možete kupiti u lokalnoj trgovini za kućne ljubimce. Može se kupiti i od kompanija koje isporučuju laboratorijske reagense, ali po višoj cijeni. visoka cijena. Može se koristiti i običan drveni ugalj za roštilj, koji se prvo mora izgnječiti na komade veličine oko 6 mm, a to je vrlo neuredan proces.
ScotchBrite abrazivne spužve zajedno s plovcem potrebne su za čišćenje metala.
Stezne ploče sa vijcima.
Za stezanje briketa koji ćete laminirati između njih silom su potrebne dvije čelične ploče. Obično koristim ploče debljine 20 - 25 mm i dovoljno prostora za držanje briketa između vijaka.
Prije svakog početka rada, za uklanjanje oksida i ureza nakon prethodnog briketa, obrađujem njihove unutrašnje površine brusnim točkom. Mogu ih koristiti iznova i iznova dok ne postanu previše tanki. Kada je njihova debljina manja od 20 mm, jako se savijaju pod visokom temperaturom i pritiskom u peći, pa ih je potrebno zamijeniti.
Matice i vijci.
Trebat će vam matice i vijci kako biste držali stezne ploče zajedno i držali ih pod pritiskom unutar pećnice. Otkrio sam da vijci od 12 mm dobro rade. Vijci moraju biti najmanje 12 mm duži od debljine steznih ploča i briketa između njih, tako da imate dovoljno prostora za zatezanje matice. Također će vam trebati dva ključa za pritezanje matica i vijaka.
Zaštitna obloga.
Na stezne ploče se nanosi zaštitni premaz kako bi se spriječilo spajanje briketa sa čelikom. Upotrijebite žuti oker razrijeđen u vodi i malo Elmers ljepila da se pasta zalijepi za površinu ploča. Možete koristiti i Scalex, zaštitni premaz za emajliranje bakrenih površina, koji se koristi za zaštitu stražnje strane proizvoda od oksidacije u pećnici. Bilo koja od metoda će poslužiti.
Materijal za omatanje alata od nerđajućeg čelika.
Ovaj materijal za omatanje se obično koristi za izradu hermetički zatvorenih vreća za zaštitu alatnog čelika od oksidacije tokom termičke obrade tokom procesa očvršćavanja na zraku. Stvara odličnu barijeru kiseonika tokom mokume laminacije. Stezne ploče sa briketom će se staviti u vreću napunjenu drvenim ugljem, što će obezbediti redukcionu (bez kiseonika) atmosferu.
Materijal za umotavanje je posebno formulirana folija od nehrđajućeg čelika koja podnosi visoke temperature u pećnici i ostaje zapečaćena. Dostupan je u rolama širine 30 ili 60 cm i dužine od 15 do 30 m. Prodaje se od dobavljača alatnih mašina. Budite veoma oprezni kada radite sa ovim materijalom. Debljina je 0,05 mm, otprilike duplo deblja od lista papira, tako da vas folija može rezati kao nož.
pripremne operacije.
Odaberite i izrežite limove koje ćete koristiti u laminatu. Veličina i debljina listova određena je veličinom gotovog mokume proizvoda. Radio sam i sa malim umetcima od 25 mm x 12 mm i sa velikim umetcima od 75 mm x 75 mm u debljinama u rasponu od 26 B&S (0,4 mm) do 6,3 mm. Ako ne planirate ručno kovati svoj briket, onda debljina vašeg briketa ne bi trebala prelaziti maksimalnu postavku otkosa vaših rolni. Širenje otkosa većine ručnih valjaka ograničeno je na 6 mm ili čak manje.
Drveni ugalj je vrlo dobar upijajući materijal, zbog čega se koristi u sistemima za filtriranje. Takođe dobro upija vodenu paru iz vazduha. Ne treba nam vodena para u zatvorenoj vrećici u pećnici, pa ih se moramo riješiti. Sipajte 2 mjerice (oko 0,5 L) granuliranog drvenog uglja u metalnu šerpu i zagrijte na nešto više od 200°C (ja za to koristim toster na buvljoj pijaci) da ispari sva voda koju je ugljen upio iz zraka. Ovo traje najmanje 30 minuta. Ostavite u rerni zagrejanoj na 200°C dok vam ne zatreba.
Sada morate očistiti i izravnati čelične ploče. Najlakši način da to učinite je na brusnom kolutu, ali možete to učiniti ručno. Morate ukloniti sve okside i ogrebotine od prethodnog rada sa unutrašnjih površina čeličnih ploča. Ne morate ništa raditi s drugom površinom. Trebali biste dobiti čistu, glatku i ravnu površinu. Nakon što ste očistili čelične ploče, prekrijte ih tankim slojem žutog okera ili Scalexa i stavite ih na toplo mjesto da se osuše.
Oprema za čišćenje i oblikovanje briketa.
Sljedeći korak je čišćenje metala. Čišćenje je nesumnjivo najvažniji korak u pravljenju mokumea. Ako ne izvršite temeljno čišćenje metala, izgubit ćete nekoliko sati rada, jer ste dobili nekvalitetni laminirani briket. Veoma je važno da budete bliski vlasnik svega što radite tokom ove faze.
U svojoj radionici koristim tri male plastične kadice za čišćenje. Prva je napunjena sa dva litra destilovane vode, ovo je kupka za tvrdo čišćenje. Sljedeća kupka se također puni sa dvije litre destilovane vode, ovo je kupka za ispiranje. Treća kupka je suva, pored nje je prskalica sa destilovanom vodom. Kade i prskalica su kupljene nove i korištene su samo za čišćenje mokume.

Napredak rada Korak 1.
Operite ruke običnim sapunom i vodom. Nemojte koristiti parfimisane sapune, losione ili hidratantne sapune jer će ostaviti film na vašim rukama koji će se prenijeti na metal koji se čisti. Dobro operite ruke. Očistite i isperite bakrenom pincetom za izbjeljivanje (ja preferiram pincetu ribljeg repa), koju koristim samo za čišćenje mokume
Korak 2
Uzmite metalnu ploču u ruke i uronite je u kadu za čišćenje. Pospite ga plovcem i trljajte komadom ScotchBrite abrazivnog sunđera od 8 cm dok površine ne budu čiste i sjajne. Nemojte zanemariti rubove ploča.
Korak 3.
Uzmite očišćeni list bakrenom pincetom i isperite ga prvo u kadi za čišćenje, a zatim u kadi za ispiranje. Olabavite hvat pincete u kadi za ispiranje kako biste bili sigurni da je preostala plovućka između spužvi isprana. Čim ste pincetom primili metal, nemojte ga više dirati rukama.
Korak 4.
Labavo držeći tanjir iznad zagrijane kupke, poprskajte destilovanu vodu iz boce sa raspršivačem na nju. Voda treba da formira ravan, ujednačen film na metalnoj površini. Ako primijetite da se voda diže oko rubova ili se skuplja u kapima, onda na metalu postoje kontaminirana područja. Morate se vratiti i ponoviti.
koraci 2 i 3. Ako je list čist, ne dozvolite da dođe u dodir ni sa čim osim pincetom ili drugim očišćenim pločama briketa.
Korak 5.
Osušite ploče mlazom zraka iz usisivača. Pazite da ne izduvate metalnu ploču iz pincete strujom vazduha. Takođe bi trebalo da osušite metal između čeljusti pincete. Prvo možete vježbati s neočišćenim tanjirima. Ako ste i dalje izgubili kontrolu (ispali ste iz ruku) nad očišćenim tanjirom, vratite se na korak 2.
Korak 6
Stavite radni komad na donju steznu ploču. Zatim prijeđite na čišćenje sljedeće ploče - korak 2.
Korak 7
Kada su svi radni komadi očišćeni i složeni, postavite steznu ploču na vrh sa zaštitnim slojem nadole i zategnite vijke sa dva ključa.
Korak 8
Zategnite cijelu konstrukciju u škripac ili hidrauličnu prešu ako je imate i ponovo zategnite vijke dok je briket pod pritiskom. Najbolji rezultati se postižu sa jednakim pritiskom na sve vijke. To je najbolje uraditi automatskim ključem (s dinamometrom). Ključevi ovog tipa stvaraju klik kada se postigne određeni obrtni moment. Relativno su skupi, pa ako je moguće, iznajmite ih negdje za vježbanje, a kasnije ih kupite sebi ako osjetite potrebu za njima. Kada radim sa automatskim ključem, postavio sam ga na 90 stopa funti (12,45 kilograma). Ostavite sastavljen briket na stranu dok ne završite sljedeći korak.
Korak 9.
Od folije za zamatanje napravite kesu u koju ćete staviti ćumur i sam briket. Da biste ga napravili, makazama izrežite komad folije tako da mu dužina bude 5 cm duža od oboda steznih ploča (10 cm x 4 = 40 cm + 5 cm = 105 cm), a širina 30 cm. folijom na pola, i duplo presavijte ivice, a zatim ih zagladite snagom jastučića za poliranje ili valjka. Oblikujte foliju u cijev i provjerite da li stezne ploče mogu stati unutra. Lakše ćete zagladiti rubove folije i staviti briket u pećnicu ako u cijevi napravite žljebove kako biste dobili pravokutni ili kvadratni oblik koji oponaša oblik steznih ploča. Zatim dvaput presavijte donji kraj cijevi kako biste formirali vrećicu i zagladite je kožnim čekićem.
Korak 10.
Izvadite ćumur iz rerne. Sipajte malu količinu na dno vrećice od folije. Stavite pločice sa stezaljkama u vrećicu i dodajte dovoljno drvenog uglja da pokrijete gornju ploču, zatim dvaput preklopite gornji kraj cijevi i zagladite šav čekićem.
Korak 11.
Kesama i vatrostalnim rukavicama stavite kesu sa briketom u zagrejanu rernu i ostavite da odstoji 8-12 sati. U većini slučajeva laminiram svoje brikete od legure zlata i srebra na 760°C, a brikete od legure bakra bez srebra na 816°C. (Za više informacija o temperaturama fuzije, pogledajte tabelu na sljedećoj stranici).
Korak 12
Isključite rernu. Pakovanje sa briketom izvaditi iz rerne i ohladiti na sobnoj temperaturi. Otvorite paket. Budite oprezni pri tome, nosite zaštitne kožne rukavice, jer vas folija, koja je sada mnogo čvršća i lomljivija nego što je bila, može vrlo lako posjeći. Izvadite briket. Otpustite vijke i uklonite blok sa steznih ploča.

Korak 13
Koristeći ubodnu testeru za nakit sa vrlo grubom turpijom ili testerom za metal, istrljajte ivice briketa. Obično snimam između 1,5 mm i 4,5 mm, ovisno o tome koliko sam pažljivo sjekao i slagao ploče. Veoma je važno da se briket sakupi na način da se ukloni što manje metala. Izbrusite rubove brusnim papirom kako biste sjajili tragove pile.
Korak 14
Zalemite rubove briketa najvatrostalnijim srebrnim lemom s kojim možete raditi. To će pomoći u smanjenju rizika od delaminacije u ranim fazama stanjivanja briketa. Ako briket sadrži leguru koja sadrži srebro i bakar, to obično znači da treba koristiti lem srednjeg topljenja. Budući da bakar i srebro čine eutektičku leguru u nekom omjeru, ne možete zagrijati briket iznad 778°C, što je njegova tačka topljenja. Vrlo je važno koristiti dobar fluks i lagano zagrijavati briket jer lako možete spaliti fluks i to će spriječiti širenje lema. Za ovu vrstu visokotemperaturnog lemljenja, Handy flux pasta ili bilo koji drugi fluks za lemljenje će poslužiti. Imajte na umu da Handy fluks ili drugi tokovi za lemljenje sadrže fluoride i potrebna vam je dobra ventilacija za zaštitu.
Ako fluks počne da izgara prije nego što dostignete potrebnu temperaturu, možete dodati još fluksa u obliku boraksa u prahu. A možete ga kupiti u odeljenjima za pranje veša većine supermarketa. Sipajte prstohvat boraksa na vruć metal, on će ga zaštititi od oksidacije. Ovo neće raditi ako je metal hladan jer boraks ima tendenciju da se mjehuri i ljušti, ali ako se metal zagrije na preko 538°C, boraks će se otopiti i raširiti po površini, oblažući je i stvarajući dugotrajnu zaštitu. Možete dodati onoliko boraksa koliko vam je potrebno. To će stvoriti gustu prevlaku koju je teško ukloniti, koristiti napitak ili neki drugi tretman ili prokuvati kolač u izbjeljivaču.
Korak 15
U početnoj fazi, debljinu briketa treba vrlo pažljivo smanjiti. Obično koristim valjke za ovo. Prije žarenja smanjim debljinu briketa za ne više od pola milimetra. Sa svakim prolazom između rolni smanjim debljinu za jednu desetinu milimetra. Lagano okrećem šipku 3-5 puta prije nego što pređem na agresivnije metode. Potrebno je iskustvo da bi se odredila količina za koju možete smanjiti debljinu briketa između žarenja. Ne mogu vam dati ovu formulu. Budite konzervativni; bolje je žariti prečesto nego odlagati briket stvaranjem prevelikog naprezanja. Tokom procesa mokume žarenja, briket se ne može očvrsnuti, jer su naprezanja uzrokovana brzim hlađenjem prejaka za mokume vezni sloj. Kaljenje može raslojiti briket ako laminat nije vrlo visokog kvaliteta. Za brže hlađenje briketa koristim ventilator pod visokim pritiskom koji puše zrak. Važno je da se metal brzo ohladi kako bi se smanjilo otvrdnjavanje. Neke legure stvrdnjavaju kada se drže na temperaturama malo ispod tačke žarenja. To se zove očvršćavanje česticama ili gašenje otopinom.
Korespondencija temperature i vremena fuzije.
za pravljenje mokume u električnoj peći
Legure Temp., °S Vrijeme, sat
1. Obojeno zlato među sobom 760 8-10
2. Srebro sa bakrom,
nikl srebro, bronza, kuromido ili shakudo 738 8-10
3. Legure bakra među sobom 816 8-10
4. Zlato sa srebrom 760 8-10
5. Srebro sa mesingom 704 6-8
6. Platina sa 18K zelenim zlatom (18K) 968 5-7
7. Paladij sa srebrom 774 4-6

Gore navedeni odnos temperatura/vrijeme treba koristiti kao opću smjernicu za pravljenje mokumea u električnoj pećnici. Neke legure i vrste peći zahtijevaju različita vremena i temperature. Steve Midgett
Umjetnost spajanja metala. JEWERLY GARDEN. №5 2015 str. 43-47.
„... Mokume gane, kao tehnologija, nastao je dosta davno u kulturi feudalnog Japana. Sam naziv se može čitati kao „metal sa teksturom drveta“, gdje je „gane“ metal, „kume“ je tekstura, „mo“ je drvo.
Mokume gane je izumio proizvođač mačeva Denbei Shoami, 1651-1728, koji je većinu svog života proveo radeći u prefekturi Akita, u sjevernom Japanu. On je bio majstor
najvišeg nivoa i u proizvodnji oštrica otkriveno je da je moguće i međusobno povezivanje obojenih metala, primajući
teksture slične uzorkovanom damaskom čeliku. Složenost tehnike koju je izmislio leži u činjenici da su različiti metali, praktično nekompatibilni, međusobno povezani u vrlo lijepe i bizarne uzorke koji se nikada ne ponavljaju.
Mokume gane nije samo tehnika, već i svojevrsna filozofija, jer gledajući crteže nastale topljenjem metala, može se filozofirati i kontemplirati, međutim, kao i u svim orijentalnim umjetnostima, gdje su oružje i prstenovi oduvijek imali sveto značenje i vlastita imena. Glavna stvar u mokume ganeu je stvaranje crteža.
Ovo je najteži proces, a sastoji se od vađenja unutrašnjim slojevima na površini proizvoda različitim metodama. Zbog višeslojnog metalnog kompozita, zlatar ima široke mogućnosti za stvaranje različitih uzoraka. Metali se sinteruju pod pritiskom
na visokoj temperaturi, formirajući difuzijsku supstituciju atoma različitih metala na mjestu njihovog spajanja. Cijeli proces je vrlo skup i dugotrajan, zahtijeva visoku vještinu izrade nakita.

Povijest otkrića ove tehnike na Zapadu razvila se krajem 19. stoljeća 70-80-ih godina, kada su Hiroko Sato Pizhanovsky i Eugene Michael Pizhanovsky posjetili izložbu narodnih zanata u Tokiju. Radovi napravljeni u tehnici mokume gane postali su za njih otkriće i uložili su sve napore da uspostave prijateljske odnose sa majstorom Gyukomei Shindoom, kao i Masahisa Yagiharom i Norio Tamagawa. Od njih su učili o nastanku tehnologije. Drugi japanski majstor po imenu Hirotoshi Ito podučavao je tehniku mokume gane 1998. godine. Itove lekcije i filozofija ostavili su dubok trag u životu i radu njegovih učenika. A tehnika mokume se još uvijek uvodi na Univerzitetu u Tokiju. Fine Arts i Muzika.
Trenutno je tehnika mokume gane jedna od najsloženijih i najljepših tehnika obrade metala. Mokume gane je jedinstvo tehnologije i umjetnosti, zahtijeva od majstora ne samo najdublje znanje o proizvodnim metodama, već i kreativnu inspiraciju. Nažalost, tradicionalna japanska tehnika mokume gane praktički se ne koristi u Rusiji. Zlatari iz Sankt Peterburga su ga mogli rekreirati, prikupljajući informacije malo po malo i unoseći neke promjene u proces, ostavljajući samu suštinu proizvoda u ovoj tehnici nepromijenjenom. Zahvaljujući njima, postalo je moguće stvoriti proizvode s jedinstvenom karizmom u sintezi različitih metala, koji svojim izgledom manifestiraju drevnu tehnologiju majstora feudalnog Japana. Uživajte u jedinstvenosti mokume ganea. Ona zaslužuje da joj se dive.
Umjetnost spajanja metala. JEWERLY GARDEN. №5 2015 str. 43-47.





