Свариваем постоянным током. Отличия электродов постоянного тока от переменнного
Моделист-конструктор 1998 №4
Преимущества сварочных аппаратов постоянного тока перед их «переменнотоковыми собратьями» общеизвестны. Это и мягкое зажигание дуги, и возможность соединять тонкостенные детали, и меньшее разбрызгивание металла, и отсутствие непровариваемых участков. Даже надоедливого (и, как выяснилось, вредно действующего на людей) треска нет. А все потому, что отсутствует главная, присущая сварочным аппаратам переменного тока особенность - прерывистое горение дуги при перетекании синусоиды питающего напряжения через ноль (рис.1).
Рис. 1. Графики, поясняющие процесс сварки на переменном (а) и постоянном (б) токе.
Переходя от графиков к реальным конструкциям, нельзя также не отметить: в аппаратах переменного тока для улучшения и облегчения сварки применяют мощные трансформаторы (магнитопровод - из специального электротехнического железа с крутопадающей характеристикой) и заведомо завышенное напряжение во вторичной обмотке, доходящее до 80 В, хотя для поддержки горения дуги и наплавления металла в зоне сварки достаточно 25-36 В. Приходится мириться с непомерно большими массой и габаритами аппарата, повышенным расходованием электроэнергии. Снизив же напряжение, трансформируемое во вторичную цепь, до 36 В, можно в 5-6 раз облегчить вес «сварочника», довести его размеры до размеров переносного телевизора с одновременным улучшением остальных эксплуатационных характеристик.
Но как при низковольтной обмотке зажечь дугу?
Решением стал ввод во вторичную цепь диодного моста с конденсатором. В результате напряжение на выходе модернизированного «сварочника» удалось увеличить почти в 1,5 раза. Мнение специалистов подтверждено на практике: при превышении 40-вольтного барьера постоянного тока дуга легко зажигается и устойчиво горит, позволяя сваривать даже тонкий кузовной металл.
Рис. 2. Принципиальная электрическая схема сварочного аппарата постоянного тока.
Последнее, впрочем, легко объяснимо. С введением в схему большой ёмкости характеристика сварочного аппарата также получается крутопадающей (рис. 3). Создаваемое конденсатором начальное повышенное напряжение облегчает зажигание дуги. А когда потенциал на сварочном электроде упадет до U2 трансформатора (рабочая точка «А»), возникнет процесс устойчивого горения дуги с наплавлением металла в зоне сварки.
Рис. 3. Вольт-амперная характеристика «сварочника».
Рекомендуемый автором «сварочник» можно собрать даже в домашних условиях, взяв за основу промышленный силовой трансформатор 220-36/42 В (такие обычно используют в системах безопасного освещения и питания низковольтного заводского оборудования). Убедившись в целости первичной обмотки, содержащей, как правило, 250 витков изолированного провода сечением 1,5 мм 2 , проверяют вторичные. Если их состояние неважное, все (за исключением исправной сетевой обмотки) без сожаления удаляют. А в освободившемся пространстве наматывают (до заполнения «окна») новую вторичную обмотку. Для рекомендуемого трансформатора мощностью 1,5 кВА это 46 витков медной или алюминиевой шины сечением 20 мм 2 с добротной изоляцией. Причём в качестве шины вполне подойдет кабель (или несколько свитых в жгут изолированных одножильных проводов) общим сечением 20 мм 2 .
ВЫБОР СЕЧЕНИЯ ЭЛЕКТРОДОВ В ЗАВИСИМОСТИ ОТ МОЩНОСТИ ТРАНСФОРМАТОРА
Выпрямительный мост можно собрать из полупроводниковых диодов с рабочим током 120-160 А, установив их на теплоотводы-радиаторы 100x100 мм. Разместить такой мост удобнее всего в одном корпусе с трансформатором и конденсатором, выведя на переднюю текстолитовую панель 16-амперный выключатель, глазок сигнальной лампочки «Вкл.», а также клеммы «плюс» и «минус» (рис.4). А для подключения к держателю электрода и «земле» использовать по отрезку одножильного кабеля соответствующей длины сечением по меди 20-25 мм 2 . Что касается самих сварочных электродов, то их диаметр зависит от мощности используемого трансформатора.
Рис. 4. Самодельный аппарат для сварки на постоянном токе.
И ещё. При испытаниях рекомендуется, отключив аппарат (минут через 10 после сварки) от сети, проверить тепловые режимы трансформатора, диодного моста и конденсатора. Лишь убедившись, что всё в норме, можно продолжить работу. Ведь перегретый «сварочник» - источник повышенной опасности!
Из других требований нелишне, думается, отметить, что сварочный аппарат должен быть укомплектован искросветозащитной маской, рукавицами и резиновым ковриком. Место, где выполняются сварочные работы, оборудуется с учётом требований противопожарной безопасности. К тому же надо проследить, чтобы рядом не было ветоши, других горючих материалов, а подключение «сварочника» к сети выполнять с соблюдением правил электробезопасности через мощный штепсельный разъём электрощитка на вводе в здание.
В.КОНОВАЛОВ, г.Иркутск
Источники ПОСТОЯ1ПЮГО тока. Для дуговой сварки на постоянном токе применяют генераторы или выпрямители. Генератор постоянного тока превращает механическую энергию в электрическую. Во время работы генератор как бы отсасывает электроны от положительного полюса (анода «+») и перемещает их к отрицательному полюсу (катоду «-»). Недостаток электронов на аноде и их избыток на катоде создают напряжение или разность потенциалов. Для получения постоянного тока широко применяют и сварочные выпрямители, действие которых основано на способности некоторых полупроводников пропускать переменный ток только в
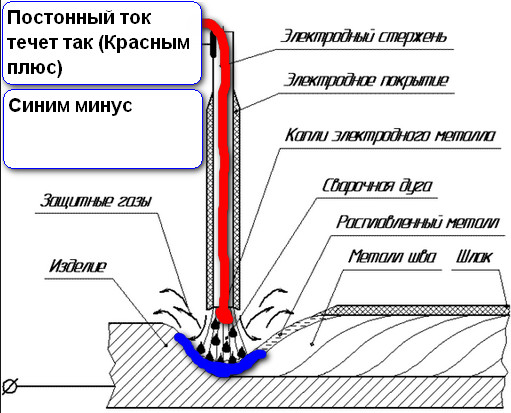
одном направлении. Для сварки один из полюсов источника постоянного тока гибким кабелем соединяют через электрододержатель со свободным от покрытия участком электрода. Второй полюс источника тока соединяют со свариваемым изделием. Схема соединения изделие-генератор-электрод приведена на рис. 15.
При работающем генераторе и разомкнутой цепи ток не течет, а напряжение между изделием и электродом (напряжение холостого хода) максимально и ограничивается только нормами техники безопасности. Если электрическую цепь замкнуть, плотно прижав электрод к изделию, напряжение снизится почти до нуля, а сила тока будет максимальна.
Напряженность электрического поля. При приближении электрода к свариваемому изделию между противоположно заряженными изделием и электродом устанавливается определенное взаимодействие, которое характеризуется напряженностью электрического поля Е. Напряженность Е будет тем выше, чем больше разность потенциалов между электродом и изделием и чем меньше расстояние между ними. Но практика показывает, что при приближении электрода к изделию без контакта даже на минимальное расстояние ток не потечет. Это доказывает, что между электродом и изделием заряженные частицы отсутствуют, а электроны, находящиеся в избытке на катоде, не в состоянии беспрепятственно вый - ти из металла, несмотря на сравнительно высокую напряженность электрического поля.
Работа выхода электронов. Силами, которые удерживают электроны в металле, является коллективное действие положительных зарядов, находящихся в ядрах атомов металла. Для преодоления этих сил и извлечения электронов из металлов необходимо затратить определенную работу - работу выхода электрона (р. Для разных металлов она различна:
Металл Работа выхода электрона, эВ
К............................................................................................................... 2,02
Na............................................................................................................. 2,12
Са............................................................................................................. 3,34
АІ.............................................................................................................. 3,74
Си............................................................................................................. 4,47
Сг............................................................................................................. 4,51
Fe............................................................................................................. 4,79
Ni.............................................................................................................. 4,84
Как правило, наличие оксидных пленок на металлах существенно снижает работу выхода.
Зажигание электрической дуги. Дугу зажигают кратковременным касанием свариваемого изделия электродом или чирканьем его торцом о поверхность металла (рис. 16). В момент соприкосновения через места контакта пойдет ток большой силы. Так как пло-
гцадь контакта мала, то через нес потечет ток высокой плотности. Это приведет к выделению теплоты, достаточной для расплавления и частичного испарения металла в месте контакта.
Последующий отрыв электрода от изделия произойдет не мгновенно. В процессе отрыва расстояние от изделия до электрода будет увеличиваться постепенно. В какое-то мгновение расстояние станст достаточным для достижения напряженности электрического поля, обеспечивающей выход электронов (эмиссию) из катода, тем более, что работа их выхода из расплавленного или нагретого металла меньше, чем из холодного. Освободившиеся электроны устремятся к аноду, получая энергию от электрического поля (анод притягивает, катод отталкивает). Количество этой энергии зависит от разности потенциалов изделия и электрода. Часть получаемой энергии электроны будут передавать молекулам воздуха или парам металла, разогревая их до высокой температуры, а часть - на непрерывное воспроизводство заряженных частиц, без чего электрическая дуга не может существовать.
Ионизация элементов. Известно, что на периферии положительно заряженных ядер атомов находятся электроны. Электроны, расположенные на внешней орбите, связаны с атомом слабее, чем находящиеся на внутренних орбитах. Если эти электроны удалить, электронейтральность атома нарушится, он превратится в положительно заряженный ион. Для ионизации атомов необходимо затратить определенную работу:
Элемент Работа ионизации, эВ
Цезий (Cs)............................................................................................... 3,88
Калий (К)................................................................................................ 4,30
Натрий (Na).......................................................................................... 5,11
Алюминий (А1)...................................................................................... 5,98
Кальций (Са)......................................................................................... 6,11
Хром (Сг)................................................................................................ 6,76
Марганец (Мп)...................................................................................... 7,43
Никель (Ni)............................................................................................. 7,63
Медь (Си)............................................................................................... 7,72
Железо (Fe)............................................................................................ 7,83
Кремний (Si).......................................................................................... 8,15
Водород (Н)......................................................................................... 13,60
Кислород (О)....................................................................................... 13,60
Азот (N)................................................................................................ 14,52
Фтор (F)................................................................................................. 18,6
Масса иона металла, практически равная массе нейтрального атома, в тысячи раз больше массы электрона, например для железа - примерно в сто тысяч раз. Поэтому при равных значениях кинетической энергии mV2/2 электрона и иона скорость электрона более чем в 300 раз превосходит скорость иона железа. В связи с малой массой электроны при ударе по какой-либо частице могут передать ей почти всю запасенную энергию. В то же время при ударе нейтрального атома таким же атомом или ионом может быть передано не более половины запасенной энергии.
Прикатодная область сварочной дуги. Область, включающая положительный пространственный заряд и простирающаяся до катода, называется прикатодной областью электрической дуги. Несмотря на очень малую протяженность этой области, в основном именно в ней образуются элементарные электрические заряды, без которых электрический ток в газах и парах невозможен.
В начальный момент отрыва электрода от металла, на коротком пути, электрон приобретает большой запас кинетической энергии и лишь частично тратит се на нагрев газов и паров. Налетая на нейтральный атом, электрон способен ионизировать его, т. е. выбить из него новый электрон. В результате вместо нейтрального атома и электрона появятся положительно заряженный ион и два электрона.
Многочисленность случаев ионизации приводит к созданию вблизи катода пространственного положительного заряда. В результате между катодом и пространственным зарядом возникает разность потенциалов, называемая катодным падением потенциала UK.
Расстояние от катода до пространственного заряда не превышает тысячной доли миллиметра. Поэтому напряженность электрического поля между катодом и этим зарядом сможет обеспечить выход новых электронов из катода.
Положительные ионы под воздействием электрического поля непрерывно движутся к катоду, достигнув который передают ему свою кинетическую энергию и, захватывая электроны, превращаются в нейтральные атомы. При этом работа, затраченная на ионизацию, возвращается в виде теплоты. Большая часть энергии, получаемой катодом, расходуется на расплавление металла.
Столб сварочной дуги. Часть электрической дуги, непосредственно примыкающая к прикатодной области, называется столбом дуги.
В этой части дуги, имеющей протяженность в несколько миллиметров, происходит, в основном, перенос электронов, образующих - ся у катода. Затрата энергии на перенос готовых зарядов значительно меньше, чем на их образование, поэтому напряженность электрического поля в столбе дуги будет во много раз меньше, чем в прикатодной области. Электрическая энергия в столбе дуги расходуется, главным образом, на нагрев газов и паров, через которые движутся электроны. При этом на нейтральные частицы электрическое поле не воздействует, такие частицы непрерывно уходят из столба дуги в окружающее пространство, унося с собой полученную энергию. Часть энергии теряется также на излучение и на ионизацию весьма небольшого количества атомов.
Температуру столба сварочной дуги оценивают в 5000-6500 °С. При такой температуре возможна термическая ионизация нейтральных атомов. Образующиеся электроны направляются к аноду, как и электроны из прикатодной области, а положительно заряженные ионы движутся к катоду. Однако количество элементарных зарядов, образующихся в столбе дуги, составляет не более одного процента от их общего количества. Поэтому они не оказывают существенного влияния на характеристики расплавления металла электрода и свариваемого изделия.
Прианодная область. Эта область находится между анодом и столбом дуги. Ее протяженность несколько больше протяженное™ прикатодной области. У поверхности анода ток переносят только электроны, поступающие, главным образом, из столба дуги.
Образование электронов и положительных ионов в этой области происходит в сравнительно малом количестве вблизи анода вследствие ионизации нейтральных атомов электронами с повышенной энергией, разгоняемых электрическим полем. Возникающие на границе прианодной области со столбом дуги положительные ионы формируют пространственный положительный заряд, препятствующий движению электронов к аноду. Поэтому между анодом и пространственным зарядом возникает разность потенциалов, называемая анодным падением потенциала U. d.
Напряженность электрического поля вблизи анода будет весьма значительной, но меньше напряженности поля у катода.
Электроны, разогнанные электрическим полем, передают аноду свою кинетическую энергию, а также возвращают в виде теплоты работу выхода электронов, затрачиваемую на их извлечение из катода. Основная часть получаемой энергии расходуется на нагрев и расплавление анода, а некоторая - на излучение и на разогрев атмосферы, окружающей анод.
Рис. 17. Схема изменения напряжения в сварочной дуге: /д - длина дуги; 1К - длина прикатодной области; 1С - длина столба дуги; /а - длина прианодной области; UR - напряжение на дуге; UK - катодное падение потенциала; UR - анодное падение потенциала; Uc - падение потенциала в столбе дуги
Из сопоставления явлений на катоде и аноде видно, что количество электронов, расходуемых катодом в единицу времени на эмиссию и нейтрализацию положительных ионов, равно количеству электронов, поступающих на анод. Генератором тока эти электроны вновь поставляются на катод.
Из графика изменения напряжения в сварочной дуге по всей ее длине (рис. 17) видно, что в прикатодной области напряжение UK стремительно возрастает. В связи с малой протяженностью области и высоким значением UK напряженность имеет весьма большое значение Ек = UK/eK, обеспечивающее выход электронов из катода и их последующий разгон до высокой энергии, необходимой для ионизации нейтральных атомов. Противоположная ситуация в столбе дуги, поэтому его напряженность Ес = Uc/ec будет иметь небольшое значение.
В прианодной области ток переносят электроны, поступающие, главным образом, из столба дуга. Лишь небольшая их часть образуется вблизи анода при ионизации нейтральных атомов. На это расходуется меньшее количество энергии, чем в прикатодной области. Поэтому падение напряжения определяют массой металла, наплавленного в процессе сварки за 1 ч, приходящейся на силу тока в 1 А, характеризуя, таким образом, удельную производительность сварки. Коэффициент наплавки существенно зависит от состава покрытия и полярности, на которой выполняют сварку. Другой нормируемой характеристикой электродов является их расход - масса (кг), необходимая для получения 1 кг наплавленного металла. Приведенные две характеристики необходимы при выборе марки и требуемого количества электродов для выполнения сварочных и нанлавочных работ.
Еще одной характеристикой электродов является коэффициент расплавления ар. Его значение определяют массой расплавленного электрода в граммах за 1 ч при прохождения тока в 1 А. Для определения влияния различных факторов на скорость плавления электродов коэффициент расплавления более пригоден, чем коэффициент наплавки, так как при его расчете не учитывают потери металла на угар и брызги.
В табл. 14 приведены опытные данные о влиянии тонкого покрытия из различных веществ, нанесенных на стержни из низкоуг - леродистой стали, на значения коэффициента расплавления при сварке на прямой и обратной полярности. Из таблицы видно, что при сварке на прямой полярности (на электроде (-)) коэффициент расплавления самым существенным образом зависит от вида компонента, составляющего покрытие электрода. При сварке на обрат-
ной полярности (на электроде (+)) этот коэффициент изменяется значительно меньше.
В связи со сложностью и неполной изученностью вопроса остановимся лишь на основных, наиболее вероятных причинах выявленной закономерности. Отметим, что ряд веществ, нанесенных на катод, существенно снижает работу выхода электронов. К таким веществам относят пленки оксидов металлов, в первую очередь - щелочно-земельных металлов. Приближенно оценим баланс (приход и расход) теплоты на катоде и аноде с учетом влияния веществ, нанесенных на стержень.
Катод получает теплоту за счет кинетической энергии положительных ионов, разогнанных электрическим полем, работы, затраченной на ионизацию, частично возвращаемой катоду при захвате ионами электронов из катода. Катод отдает теплоту выходящим из него «горячим» электронам, имеющим большой запас энергии. Выход таких электронов охлаждает катод.
При наличии на катоде пленок, снижающих работу выхода электрона, для извлечения электронов из катода необходимо меньшее катодное падение потенциала. Следовательно, потребуется меньший пространственный положительный заряд, составленный меньшим количеством положительных ионов. Число положительных ионов, поступающих на катод, и энергия каждого из них будут уменьшаться, что приведет к снижению коэффициента расплавления электрода.
Предположим теперь, что на электрод нанесено покрытие, содержащее атомы элементов, на ионизацию которых требуется затратить малое количество работы. Очевидно, чем меньшая работа требуется на ионизацию атомов, тем меньше ее количество получит катод при переходе ионов в нейтральные атомы. Важно отметить, что чем больше масса каждого из положительных ионов, тем медленнее они будут двигаться к катоду и тем меньшее их количество потребуется для формирования необходимого пространственного заряда. Поэтому наличие в покрытии электродов веществ, атомы которых обладают большой массой, требуют малых затрат работы на ионизацию и снижают работу выхода электронов, приводит к резкому уменьшению коэффициента расплавления электродов при сварке на прямой полярности. Как видно из табл. 14, такими веществами являются углекислый барий и особенно углекислый цезий, атомы которого почти в 2,5 раза массивней атомов железа, а работа на ионизацию составляет всего 3,88 эВ.
Если атомы металла стержня требуют для ионизации меньше энергии, чем атомы покрытия, то они будут ионизироваться в первую очередь, ЧТО И определяет значение СХр. Здесь проявляется принцип минимума: электрическая дуга горит при минимально возможной затрате энергии.
Анод получает теплоту за счет кинетической энергии электронов, разогнанных электрическим полем, и работы выхода электронов, возвращаемой аноду. Если теплота, расходуемая электродом, когда он является катодом, зависит от соотношения получаемой и отдаваемой энергий, то при сварке на обратной полярности электрод энергию только получает. Поэтому возможностей для вариации количества получаемой теплоты будет меньше.
Наличие в атмосфере дуги атомов с низким значением работы их ионизации снизит анодное падение потенциала. Поэтому электроны придут на анод с меньшим запасом энергии, что снизит скорость плавления электрода. Однако в связи со сравнительно малым значением пространственного заряда перед анодом коэффициент расплавления снизится в меньшей степени, чем при сварке на прямой полярности.
Сварка на переменном токе. Большая часть выпускаемых электродов предназначена для сварки на переменном токе, что связано с низкой стоимостью и экономичностью применяемого для этой цели оборудования. Рассмотрим особенности сварочной дуги переменного тока и некоторые меры повышения стабильности ее горения.
При сварке на переменном токе дуга угасает в конце каждого ітолупериода, а в начале следующего полупериода должна возбуждаться вновь. В связи с периодическим изменением направления течения тока электрод попеременно становится то анодом, то катодом. При промышленной частоте (50 Гц) промежуток времени между двумя последовательными угасаниями дуги равен длительности одного полупериода и составляет 0,01 с. За это время дуга должна возникнуть, развиться и угаснуть вновь. Непосредственно после угасания дуги в междуговом промежутке остаются еще положительные ионы и электроны. Помимо этого, с расплавленного торца электрода и с поверхности сварочной ванны, нагретых до высокой температуры, вылетает малое количество электронов, энергия которых внутри металла превышает работу выхода (термоэлектронная эмиссия).
Одновременное присутствие в междуговом промежутке электрических зарядов противоположных знаков снижает скорость их рассеивания в связи с наличием взаимного притяжения.
Если к моменту возникновения и нарастания напряжения заряженные частицы (особенно положительные ионы) сохранятся в дуговом промежутке в достаточном количестве, то электрическая дуга легко возникнет и разовьется. Это происходит следующим образом: электроны устремляются к вновь образованному аноду, нагревая при этом атмосферу дуги, а положительно заряженные ионы устремляются к катоду и, формируя пространственный положительный заряд, обеспечивают выход электронов из катода. Далее все будет происходить так, как это наблюдается в процессе первоначального возбуждения дуги при сварке на постоянном токе. Подобный механизм повторного возбуждения и горения дуги имеет место при сварке на переменном токе электродами с рутиловым покрытием, в состав которого входят оксиды калия и другие легко ионизируемые элементы.
Если к моменту нарастания напряжения после перехода тока через нуль концентрация заряженных частиц (особенно положительных ионов) будет недостаточна, то дуга не сможет возбудиться вновь. Это происходит, например, при попытке сварки голыми электродами (стержнями).
Исходя из изложенного, видно, что стабильность сварочной дуги будет повышаться при введении в покрытие легко ионизируемых элементов, а также при увеличении диаметра электродов или силы сварочного тока. Последнее связано с тем, что повышение мощности дуги приводит к росту ее температуры, а следовательно, к увеличению времени существования положительных ионов.
Противоположно влияние атомов элементов-деионизаторов, обладающих сродством к электронам и способных образовывать довольно стойкие отрицательные ионы. Сродством к электрону называют количество энергии, выражаемой обычно в электрон-вольтах, которое выделяется при присоединении электрона к нейтральному атому. Обратное разложение отрицательного иона на нейтральный атом и электрон требует затраты такого же количества работы (энергии).
Ниже приведено сродство ряда элементов к электрону:
Элемент Сродство к электрону, эВ
С1............................................................................................................. "..3,7
F.................................................................................................................. 3,6
Вг................................................................................................................. 3,5
Si................................................................................................................. 1,8
О.................................................................................................................. 1,5
Механизм возникновения атомов элементов-деионизаторов следующий: во время перехода тока через нуль действие электрического поля прекращается. Электроны, находящиеся в междуго - вом промежутке, в результате многочисленных столкновений с различными частицами быстро теряют энергию и, встречаясь с атомами элементов-деионизаторов, присоединяются к ним с выделением энергии связи. В результате вместо легких и подвижных электронов образуются массивные отрицательно заряженные ионы.
Чем больше сродство атома к электрону, тем большая возможность образования отрицательного иона. Отметим, что при высоких скоростях электронов вероятность образования отрицательных ионов очень мала. Поэтому при установившемся дуговом разряде (сварка на постоянном токе) они практически отсутствуют.
Рассмотрим механизм снижения стабильности сварочной дуги отрицательными ионами. Отрицательные ионы образуются в любом участке междугового пространства, в частности, у вновь возникающего катода. Обладая во много тысяч раз большей массой, чем электрон, они начнут медленно отходить от катода, на который в начале полупериода будет подаваться напряжение. При этом действие пространственного положительного заряда, формирующегося из оставшихся положительных ионов, будет еще более ослабляться нейтрализующим влиянием отрицательных ионов. Поэтому напряженность поля у катода не сможет обеспечить выход необходимого количества электронов, и дуга угаснет.
Для изготовления электродов с основным покрытием по металлургическим соображениям широко используют плавиковый шпат (CaF2) в виде плавиковошпатового концентрата. При высокой температуре сварочной дуги он частично диссоциирует с выделением фтора При сварке на постоянном токе это не влияет на стабильность дуги. Однако при сварке на переменном токе достаточно ввести в покрытие 2-4% плавикового шпата, чтобы стабильность горения дуги существенно снизилась. Указанное обстоятельство необходимо учитывать на практике.
Для облегчения первоначального возбуждения сварочной дуги в современном электродном производстве часто используют ионизирующие покрытия, наносимые на оголенный торец электрода
Сварка и сварочное оборудование
Преимущества сварочных аппаратов постоянного тока перед их «переменнотоковыми собратьями» общеизвестны. Это и мягкое зажигание дуги, и возможность соединять тонкостенные детали, и меньшее разбрызгивание металла, и отсутствие непровариваемых участков. Даже надоедливого (и, как выяснилось, вредно действующего на людей) треска нет. А все потому, что отсутствует главная, присущая сварочным аппаратам переменного тока особенность - прерывистое горение дуги при перетекании синусоиды питающего напряжения через ноль (рис.1).
Переходя от графиков к реальным конструкциям, нельзя также не отметить: в аппаратах переменного тока для улучшения и облегчения сварки применяют мощные трансформаторы (магнитопровод - из специального электротехнического железа с крутопадающей характеристикой) и заведомо завышенное напряжение во вторичной обмотке, доходящее до 80 В, хотя для поддержки горения дуги и наплавления металла в зоне сварки достаточно 25-36 В. Приходится мириться с непомерно большими массой и габаритами аппарата, повышенным расходованием электроэнергии. Снизив же напряжение, трансформируемое во вторичную цепь, до 36 В, можно в 5-6 раз облегчить вес «сварочника», довести его размеры до размеров переносного телевизора с одновременным улучшением остальных эксплуатационных характеристик.
Но как при низковольтной обмотке зажечь дугу?
Решением стал ввод во вторичную цепь диодного моста с конденсатором. В результате напряжение на выходе модернизированного «сварочника» удалось увеличить почти в 1,5 раза. Мнение специалистов подтверждено на практике: при превышении 40-вольтного барьера постоянного тока дуга легко зажигается и устойчиво горит, позволяя сваривать даже тонкий кузовной металл.
Последнее, впрочем, легко объяснимо. С введением в схему большой ёмкости характеристика сварочного аппарата также получается крутопадающей (рис. 3). Создаваемое конденсатором начальное повышенное напряжение облегчает зажигание дуги. А когда потенциал на сварочном электроде упадет до U2 трансформатора (рабочая точка «А»), возникнет процесс устойчивого горения дуги с наплавлением металла в зоне сварки.
Рекомендуемый автором «сварочник» можно собрать даже в домашних условиях, взяв за основу промышленный силовой трансформатор 220-36/42 В (такие обычно используют в системах безопасного освещения и питания низковольтного заводского оборудования). Убедившись в целости первичной обмотки, содержащей, как правило, 250 витков изолированного провода сечением 1,5 мм 2 , проверяют вторичные. Если их состояние неважное, все (за исключением исправной сетевой обмотки) без сожаления удаляют. А в освободившемся пространстве наматывают (до заполнения «окна») новую вторичную обмотку. Для рекомендуемого трансформатора мощностью 1,5 кВА это 46 витков медной или алюминиевой шины сечением 20 мм 2 с добротной изоляцией. Причём в качестве шины вполне подойдет кабель (или несколько свитых в жгут изолированных одножильных проводов) общим сечением 20 мм 2 .
ВЫБОР СЕЧЕНИЯ ЭЛЕКТРОДОВ В ЗАВИСИМОСТИ ОТ МОЩНОСТИ ТРАНСФОРМАТОРА
Выпрямительный мост можно собрать из полупроводниковых диодов с рабочим током 120-160 А, установив их на теплоотводы-радиаторы 100x100 мм. Разместить такой мост удобнее всего в одном корпусе с трансформатором и конденсатором, выведя на переднюю текстолитовую панель 16-амперный выключатель, глазок сигнальной лампочки «Вкл.», а также клеммы «плюс» и «минус» (рис.4). А для подключения к держателю электрода и «земле» использовать по отрезку одножильного кабеля соответствующей длины сечением по меди 20-25 мм 2 . Что касается самих сварочных электродов, то их диаметр зависит от мощности используемого трансформатора.
И ещё. При испытаниях рекомендуется, отключив аппарат (минут через 10 после сварки) от сети, проверить тепловые режимы трансформатора, диодного моста и конденсатора. Лишь убедившись, что всё в норме, можно продолжить работу. Ведь перегретый «сварочник» - источник повышенной опасности!
Из других требований нелишне, думается, отметить, что сварочный аппарат должен быть укомплектован искросветозащитной маской, рукавицами и резиновым ковриком. Место, где выполняются сварочные работы, оборудуется с учётом требований противопожарной безопасности. К тому же надо проследить, чтобы рядом не было ветоши, других горючих материалов, а подключение «сварочника» к сети выполнять с соблюдением правил электробезопасности через мощный штепсельный разъём электрощитка на вводе в здание.
В.КОНОВАЛОВ, г.Иркутск
Моделист-конструктор 1998 №4
Электроды постоянного и переменного тока внешне не отличаются. Но с завода уже указано для каких токов они разработаны, а именно это стержень электрода и покрытие, полярности и положения при которых можно выполнять сварку,рекомедуемый ток при сварке тех или иных металлов. В чем основные различия переменного и постоянного тока. В том что на электрод при сварке подается ток либо переменно с какой либо частотой, а именно это 50 герц либо постоянно. Возьмем к примеру электроды уони. Они предназначены для постоянного тока. Если взять и попробовать варить переменным то они будут прилипать либо дуга будет гулять или вовсе не будет стабильной дуги.
Давайте рассмотрим ток постоянный и переменный . Буду начинать с переменного так как это будет проще всего понять.
И так как у на работает переменный ток и постоянный при сварке электродом. Я нарисую наглядно.
А теперь посмотрим как поступает к нам переменный ток в дома. Все знают что есть фаза и есть ноль. Ноль это как минус но не совсем так. Ну да ладно рассмотрим фазу переменного тока и как она работает. Переменный ток то он есть то его нет то он опять есть.
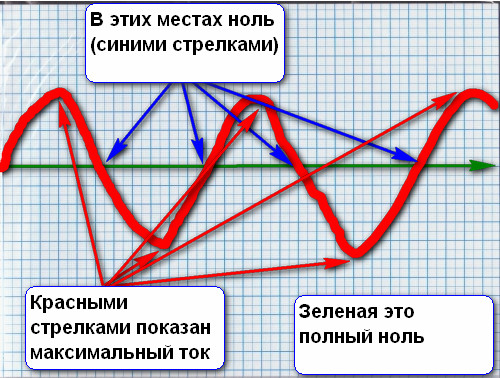
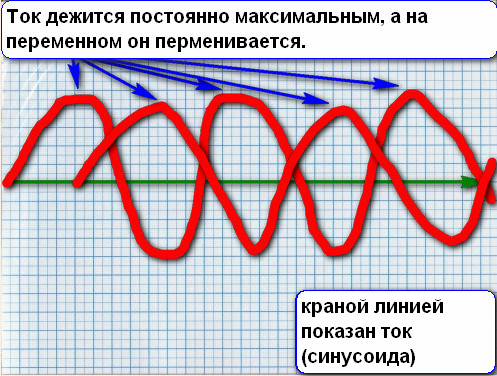
Как видим переменный ток то в одну сторону возрастает то в другую (красная линия показано как возрастает то в одну то в другую) то есть ток меняется. Вот почему при сварке электродами переменным током разбрызгивания больше . Ну а постоянный ток тоже как и переменный только пропустив через выпрямитель (поэтому его так называют потому что он выпрямляет ток который на графике ) мы получаем несколько переменных токов которые работают синхронно и образую постоянный ток.
Из этого можно сделать вывод что качественная сварка получится при сварке постоянным током. Наверное не всем понятно что это на графике изображено. Отвечаю на вопрос чем отличаются электроды постоянного тока от переменного. Например электродами мр-3с можно варить как переменным так и постоянным током любой полярности. А вот уони например только постоянным и только лишь допускается обратной полярностью. Скажу от себя берем электроды для переменного тока и варим постоянным и ни чего не боимся. Многими марками электродов можно варить постоянным током, а переменным нужно смотреть. Теперь





")