Различия сварки постоянным и переменным током. Свариваем постоянным током. Сварка и сварочное оборудование
Сварка и сварочное оборудование
Преимущества сварочных аппаратов постоянного тока перед их «переменнотоковыми собратьями» общеизвестны. Это и мягкое зажигание дуги, и возможность соединять тонкостенные детали, и меньшее разбрызгивание металла, и отсутствие непровариваемых участков. Даже надоедливого (и, как выяснилось, вредно действующего на людей) треска нет. А все потому, что отсутствует главная, присущая сварочным аппаратам переменного тока особенность - прерывистое горение дуги при перетекании синусоиды питающего напряжения через ноль (рис.1).
Использование среднего частотного контроллера с сваркой постоянным током обеспечивает множество преимуществ при сварке переменным током, например. Помимо надлежащего обслуживания, одной из самых больших затрат, связанных с использованием автоматизированных, является их потребность в мощности. Машины нуждаются в мощности для запуска, и электрические сварочные устройства не являются исключением из этого правила.
Что это значит для сварщика? Можно использовать различные длины цепи и характеристики наконечника, не влияя на время, необходимое для завершения сварки. Это обеспечивает превосходный уровень структурной целостности конечного продукта, повышая его общую долговечность и полезный срок службы.
Переходя от графиков к реальным конструкциям, нельзя также не отметить: в аппаратах переменного тока для улучшения и облегчения сварки применяют мощные трансформаторы (магнитопровод - из специального электротехнического железа с крутопадающей характеристикой) и заведомо завышенное напряжение во вторичной обмотке, доходящее до 80 В, хотя для поддержки горения дуги и наплавления металла в зоне сварки достаточно 25-36 В. Приходится мириться с непомерно большими массой и габаритами аппарата, повышенным расходованием электроэнергии. Снизив же напряжение, трансформируемое во вторичную цепь, до 36 В, можно в 5-6 раз облегчить вес «сварочника», довести его размеры до размеров переносного телевизора с одновременным улучшением остальных эксплуатационных характеристик.
Это делает продукт более безопасным для ручной работы, так как уменьшает количество острых краев, оставшихся после сварки. В продуктах, которые должны быть очищены от заусенцев и других острых краев, это может значительно сократить время, затрачиваемое на то, чтобы готовить готовые части, так как будет меньше острых предметов для очистки.
Сварка - это процесс, используемый для соединения металлов вместе путем плавления деталей и использования наполнителя для образования соединения. Сварки могут выполняться с использованием различных источников энергии от газового пламени или электрической дуги до лазера или ультразвука. Сварка не может производиться со всеми типами металлов. Например, нержавеющая сталь подвержена трещинам и искажениям при перегреве. Сплавы часто являются проблемой, потому что трудно точно знать химический состав металла.
Но как при низковольтной обмотке зажечь дугу?
Решением стал ввод во вторичную цепь диодного моста с конденсатором. В результате напряжение на выходе модернизированного «сварочника» удалось увеличить почти в 1,5 раза. Мнение специалистов подтверждено на практике: при превышении 40-вольтного барьера постоянного тока дуга легко зажигается и устойчиво горит, позволяя сваривать даже тонкий кузовной металл.
Чтобы сварщик мог изготовить лучшие сварные швы, он должен понять, что означает переменный ток и постоянный ток на сварочном аппарате, а также на электродах. Электричество протекает двумя способами: либо в переменном токе, либо в постоянном токе. Электричество или «ток» - это не что иное, как движение электронов через проводник, как провод.
Сварка и сварочное оборудование
Переменный ток - лучший способ передачи электроэнергии на большие расстояния. Каждая электрическая цепь имеет отрицательный и положительный полюс. Прямой ток течет в одном направлении, что приводит к постоянной полярности. Другие отличия между током переменного тока и током постоянного тока.
Последнее, впрочем, легко объяснимо. С введением в схему большой ёмкости характеристика сварочного аппарата также получается крутопадающей (рис. 3). Создаваемое конденсатором начальное повышенное напряжение облегчает зажигание дуги. А когда потенциал на сварочном электроде упадет до U2 трансформатора (рабочая точка «А»), возникнет процесс устойчивого горения дуги с наплавлением металла в зоне сварки.
Его идеально подходит для следующих типов сварных швов. Правила безопасности при использовании этих сварочных аппаратов. Сварочные пары могут вызвать проблемы с дыханием у сварщиков. Некоторые проблемы краткосрочны, а другие могут быть долгосрочными болезнями, такими как астма. Сварочные пары также классифицируются по всему миру как возможные канцерогены.
Индивидуальное защитное оборудование для сварщиков включает. Огнестойкая одежда, защитные очки, обувь, перчатки, капюшон и сварочный шлем и кожа. Синтетическая одежда никогда не должна носить, потому что она тает при воздействии чрезвычайно высокой температуры. Уникальное взаимодействие двухэнергетического инвертора с точным цифровым управлением процессом сварки обеспечивает отличные сварочные свойства. Стандарт со встроенным водяным охлаждением горелки. 100% рабочий цикл для всех агрегатов. Быстрое и точное управление процессом сварки: дуга остается стабильной в каждом положении. Это обеспечивает безопасное и равномерное проникновение при уменьшении зоны, подверженной воздействию тепла. Практически неизбежные изменения зазора между сварочной горелкой и расплавленной ванной при ручной сварке практически не оказывают отрицательного влияния на результат сварки. Независимо от используемого вольфрамового электрода, это быстро и легко приводит к устойчивой дуге и защищает как заготовку, так и электроды. Дуга переменного тока остается спокойной и устойчивой даже с критическими или сильно окисленными поверхностями материала.
- Шерсть - лучший выбор, потому что он прочен и устойчив к огню.
- Инновационное управление зажиганием обеспечивает надежное зажигание.
- Более высокое давление дуги также обеспечивает более высокую скорость сварки.
- Низкий и приятный дуговой шум значительно ниже законодательных требований.
Рекомендуемый автором «сварочник» можно собрать даже в домашних условиях, взяв за основу промышленный силовой трансформатор 220-36/42 В (такие обычно используют в системах безопасного освещения и питания низковольтного заводского оборудования). Убедившись в целости первичной обмотки, содержащей, как правило, 250 витков изолированного провода сечением 1,5 мм 2 , проверяют вторичные. Если их состояние неважное, все (за исключением исправной сетевой обмотки) без сожаления удаляют. А в освободившемся пространстве наматывают (до заполнения «окна») новую вторичную обмотку. Для рекомендуемого трансформатора мощностью 1,5 кВА это 46 витков медной или алюминиевой шины сечением 20 мм 2 с добротной изоляцией. Причём в качестве шины вполне подойдет кабель (или несколько свитых в жгут изолированных одножильных проводов) общим сечением 20 мм 2 .
Этот специальный режим представляет собой комбинацию сварки переменного и постоянного тока. Во время сварки процессорное управление автоматически устанавливает постоянный ток в течение 0, 2 секунды, а затем мощность переменного тока на 0, 3 секунды. Частота автоматически адаптируется к интенсивности тока при сварке переменного тока. Результатом является долгий срок службы и оптимальная экономическая эффективность. Частота автоматического выбора, в частности, при работе с педальным контроллером непредсказуемыми преимуществами. Высокодинамичное цифровое управление процессом сварки обеспечивает отличные сварочные свойства с уникальной точностью и точной воспроизводимостью даже при крупномасштабной плавке. Благодаря интеллектуальному управлению энергией в сочетании с использованием инновационных компонентов почти вся подаваемая мощность преобразуется в дугу.
- Например, при сварке тонких листов или вытирании краем.
- Уменьшая вход тепла, нагрузка на электрод уменьшается.
- Б. в тонких листах в Кельнденде - забил.
- При более высоких токах нагрузка на вольфрамовом электроде уменьшается.
- Больше гибкости в использовании мобильных устройств.
- Полярность электрода может быть выбрана на устройстве.
- Двухэнергетический инвертор работает уникально.
ВЫБОР СЕЧЕНИЯ ЭЛЕКТРОДОВ В ЗАВИСИМОСТИ ОТ МОЩНОСТИ ТРАНСФОРМАТОРА
Выпрямительный мост можно собрать из полупроводниковых диодов с рабочим током 120-160 А, установив их на теплоотводы-радиаторы 100x100 мм. Разместить такой мост удобнее всего в одном корпусе с трансформатором и конденсатором, выведя на переднюю текстолитовую панель 16-амперный выключатель, глазок сигнальной лампочки «Вкл.», а также клеммы «плюс» и «минус» (рис.4). А для подключения к держателю электрода и «земле» использовать по отрезку одножильного кабеля соответствующей длины сечением по меди 20-25 мм 2 . Что касается самих сварочных электродов, то их диаметр зависит от мощности используемого трансформатора.
Как только горелка достаточно охлаждается, водяное охлаждение переключается в режим ожидания. Строительство завода, контейнера, машин и стали Строительство химической установкиАвтомобильная и пищевая промышленностьПромышленное строительство и строительство трубопроводовСтроительная площадка и установка.
- При необходимости центробежный насос контролируется.
- Это уменьшает потребление энергии и шумовое излучение.
- Также встроен защитный кожух.
Кристиан Юлий. Речь идет о выпрямлении обычного трансформатора сварочного оборудования, а затем немного сглаживает его, чтобы иметь чистую мощность постоянного тока. Основным преимуществом является четный ток, поскольку нет пересечения нуля, где ток всегда прерывается на короткое время, что может привести к проблемам, таким как дуга с низким сварочным током или плохое зажигание электрода. Есть, конечно, недостатки постоянного тока: некоторые материалы не могут быть сварены, потому что они образуют оксидный слой, и поэтому металл шва не связывается с материалом электрода, поэтому здесь необходим явный переменный ток или импульсный постоянный ток для разрушения оксидного слоя.
И ещё. При испытаниях рекомендуется, отключив аппарат (минут через 10 после сварки) от сети, проверить тепловые режимы трансформатора, диодного моста и конденсатора. Лишь убедившись, что всё в норме, можно продолжить работу. Ведь перегретый «сварочник» - источник повышенной опасности!
Но Алу был и не является исходным материалом для меня. Интересно также увидеть преимущество трехфазного трёхфазного тока. На рисунке 1 показано нормальное напряжение переменного тока, как вы можете видеть из гнезда. На рисунке 2 показана кривая напряжения после использования диода; Здесь проходит только положительная полуволна, которая тогда будет пульсирующим постоянным напряжением, но с потерей 50%. На рисунке 3 показана кривая напряжения после мостового выпрямителя; Здесь практически отрицательная полуволна складывается, что также дает пульсирующее постоянное напряжение, но без потери 50%. Так что нужно что-то сделать. Поэтому необходимо сохранить как можно больше энергии во время импульса, чтобы обеспечить эту энергию во время падения импульса, так что образуются самые низкие возможные отходы. Таким образом, это должно быть устройство хранения энергии, которое может хранить достаточно энергии, чтобы преодолеть этот разрыв.
Из других требований нелишне, думается, отметить, что сварочный аппарат должен быть укомплектован искросветозащитной маской, рукавицами и резиновым ковриком. Место, где выполняются сварочные работы, оборудуется с учётом требований противопожарной безопасности. К тому же надо проследить, чтобы рядом не было ветоши, других горючих материалов, а подключение «сварочника» к сети выполнять с соблюдением правил электробезопасности через мощный штепсельный разъём электрощитка на вводе в здание.
Чем выше частота, тем меньше деталей может выйти из строя, что также является преимуществом инверторной сварочной машины, работающей до 200 кГц, благодаря чему катушки трансформатора, индукторы и конденсаторы могут быть сконструированы очень малыми, это приводит к большое преимущество перед сварочным трансформатором.
Здесь вы можете очень хорошо видеть, что маленький конденсатор быстро выходит из сока, и напряжение падает очень рано, а большой конденсатор держит напряжение на высоком уровне до следующего импульса. Этот недостаток, похоже, не существует с дроссельной заслонкой, но придает дроссель как более крупный дизайн, так и больший вес на весах. Часто производители используют преимущества обоих компонентов и, в дополнение к меньшему дросселю, используют ряд конденсаторов.
В.КОНОВАЛОВ, г.Иркутск
Моделист-конструктор 1998 №4
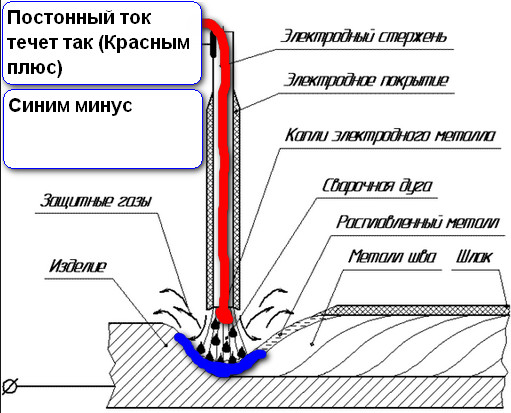
Электроды постоянного и переменного тока внешне не отличаются. Но с завода уже указано для каких токов они разработаны, а именно это стержень электрода и покрытие, полярности и положения при которых можно выполнять сварку,рекомедуемый ток при сварке тех или иных металлов. В чем основные различия переменного и постоянного тока. В том что на электрод при сварке подается ток либо переменно с какой либо частотой, а именно это 50 герц либо постоянно. Возьмем к примеру электроды уони. Они предназначены для постоянного тока. Если взять и попробовать варить переменным то они будут прилипать либо дуга будет гулять или вовсе не будет стабильной дуги.
Может ли кто-нибудь переключить несколько симисторов параллельно? Это должно было пройти хотя бы для симисторов, управляемых цифрой. Для этой цели подходит триод, воспламеняемый оптическим триаком. Это доступно как готовый компонент и называется твердотельным реле. Любой, кому нужна схема для создания твердотельного реле, может отправить мне электронное письмо.
Управление фазой - подавление радиопомех. Таким образом, это будет выглядеть так, что это будет задерживаться через это, это просто уменьшит власть потребителя. Также было бы возможно, чтобы переключатель нулевой точки опускал отдельные волны, но это еще больше уменьшило бы частоту, и сглаживание снова потребует больших компонентов, чтобы свести к минимуму необходимое время.
Давайте рассмотрим ток постоянный и переменный . Буду начинать с переменного так как это будет проще всего понять.
И так как у на работает переменный ток и постоянный при сварке электродом. Я нарисую наглядно.
А теперь посмотрим как поступает к нам переменный ток в дома. Все знают что есть фаза и есть ноль. Ноль это как минус но не совсем так. Ну да ладно рассмотрим фазу переменного тока и как она работает. Переменный ток то он есть то его нет то он опять есть.
На хорошей табличке - коэффициент мощности, из которого можно вычислить. В качестве альтернативы, также можно измерить с помощью осциллографа: один канал для напряжения и один для тока. Однако это можно получить. Сварка дугой с электродом с покрытием - это процесс, в котором сплавление металла происходит благодаря теплу, генерируемому электрической дугой, установленной между концом электрода с покрытием и основным металлом свариваемого соединения.
Материал вклада получается путем слияния электрода в виде небольших капель. Защита обеспечивается разложением покрытия в виде газов и в виде жидкого шлака, который плавает на ванне слияния и впоследствии затвердевает. Дуговая сварка электродами с покрытием является одним из наиболее эффективных способов из-за большой гибкости и возможностей использования.
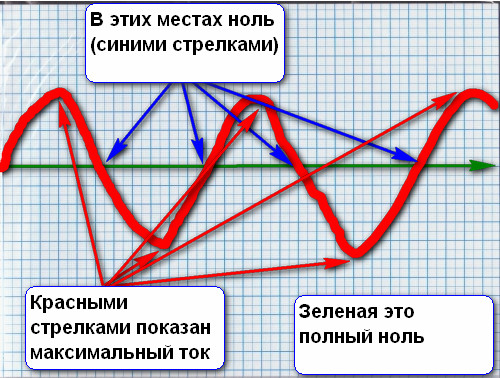
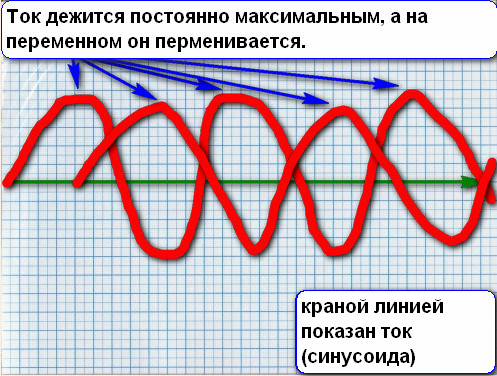
Как видим переменный ток то в одну сторону возрастает то в другую (красная линия показано как возрастает то в одну то в другую) то есть ток меняется. Вот почему при сварке электродами переменным током разбрызгивания больше . Ну а постоянный ток тоже как и переменный только пропустив через выпрямитель (поэтому его так называют потому что он выпрямляет ток который на графике ) мы получаем несколько переменных токов которые работают синхронно и образую постоянный ток.
Из этого можно сделать вывод что качественная сварка получится при сварке постоянным током. Наверное не всем понятно что это на графике изображено. Отвечаю на вопрос чем отличаются электроды постоянного тока от переменного. Например электродами мр-3с можно варить как переменным так и постоянным током любой полярности. А вот уони например только постоянным и только лишь допускается обратной полярностью. Скажу от себя берем электроды для переменного тока и варим постоянным и ни чего не боимся. Многими марками электродов можно варить постоянным током, а переменным нужно смотреть. Теперь





")